Изобретение относится к машиностроению, а именно, к области металлообработки и может быть использовано для скашивания кромок деталей, входящее в процесс подготовки деталей, главным образом к сварке, выполняемой точением, строганием или фрезерованием кромок деталей из углеродистой и нержавеющей сталей и невязких цветных металлов, в частности, для снятия фаски на торцах труб и на кромках листов.
Известны различные устройства для обработки фасок как стационарные, так и переносные, ручные, использующие ручные механизированные электрические инструменты.
Например, известны устройства по патентам США №4180358, кл. В23С 1/20, 1979 г. и №2015/0290757, кл. В23С 3/12, 2015 г., в которых в качестве привода использованы инструменты дрель или угловая шлиф-машинка. Крепление таких устройств на трубе ненадежно и может привести к перекосу, смещению инструментальной головки при ее вращении относительно оси трубы и ненадлежащему качеству обработки кромки трубы или листа.
Кроме того, используют универсальные и переносные фрезерные станки для обработки поверхностей.
Например, известно устройство для обработки фасок под сварку труб по патенту Российской Федерации №2231423, кл. В23С 1/20, 2004 г., содержащее инструментальную головку и механизм ее подвода к обрабатываемой трубе, имеющий возможность вращения относительно оси трубы. Устройство снабжено двумя коаксиальными кольцами, на которых установлен упомянутый механизм подвода, при этом одно из колец для закрепления его на трубе имеет фиксатор в виде винта и комплекта призм, а другое - соединено с ним по скользящей посадке. Устройство имеет возможность обработки фасок на трубах сложной конфигурации вблизи изгиба.
Конструкция данного устройства может быть исполнена как индивидуально для каждого размера трубы, так и для нескольких ближайших размеров труб. Она отличается от известных агрегатов и устройств малогабаритностью, простотой в изготовлении. Устройство может быть использовано как в серийном производстве для качественного изготовления стыков труб под сварку, так и на монтажных площадках для подгонки систем трубопроводов.
Основным недостатком устройства является то, что его возможно использовать только на тонкостенных трубах малого диаметра в силу его конструкции.
Известна ручная кромкофрезерная машина для обработки торцев труб по патенту Российской Федерации №182015, кл. В23С 1/20, 2018 г., содержащая корпус с рукоятками, закрепленный на нем электродвигатель, закрепленную соосно с валом электродвигателя торцевую фрезу с установленными с наклоном в 45° по отношению к оси фрезы режущими пластинами, и поворотные секторы, закрепленные на корпусе и несущие базирующее устройство. Базирующее устройство состоит из вертикальной направляющей планки жестко связанной с горизонтальной базовой вилкой, в наклонных пазах которой размещены вращающиеся контактные блоки, выполненные с возможностью переустановки машины на торце труб различных диаметров.
Прижимающая составляющая сила, действующая при обработке кромки, позволяет обрабатывать кромку без увеличения усилий на рукоятках, а за счет прижима ручной кромкофрезерной машины с силой по внутреннему диаметру трубы вращающимися контактными блоками - уменьшит воздействие сил резания на руки оператора, чем достигается повышение качества обработки кромочных поверхностей труб различного диаметра.
Однако, эта машина не может дать нужное качество обработки, так как нет стабильного и надежного базирования машины на трубе и плавного перемещения машины по периметру обрабатываемой поверхности из-за необходимости постоянного приложения сил оператора.
Известен переносной станок для снятия фаски труб модели В-500 фирмы RIDGID (США) www.RIDGID.ru в сети Интернет, принятый заявителем за прототип. Он содержит раму, закрепленную на раме станину с установленными на ней с одной стороны мотор-редуктором, а с другой стороны упорными накладками, зажимные рычаги с направляющими ведомыми роликами, ведущий ролик с насечкой на поверхности и ручным приводом, сборную фрезерную головку со сменными твердосплавными режущими пластинами для снятия фаски с приводом от мотор-редуктора и установленную на каретке с возможностью настройки на обработку определенного размера диаметра трубы или листа.
Попутное фрезерование, используемое в этом станке для снятия фаски на торце трубы, при котором направление вектора подачи совпадает с направлением вектора скорости резания, не дает нужного качества поверхности, требуемого для стыковки и дальнейшей сварки труб. Кроме того, станок не имеет возможности обрабатывать ступенчатую фаску, а отсутствие канавок на поверхности направляющего ведомого ролика требует постоянной остановки станка и уборки стружки из зоны обработки и направляющих роликов, что может привести к их сильному износу или поломке. Нет охлаждения сборной фрезерной головки.
Технической проблемой описанного устройства является его низкая надежность и плохое качество обработки за счет недостаточной жесткости системы СПИД (станок-приспособления-инструмент-деталь).
Поставленная проблема решается тем, что в предлагаемом решении, содержащем раму, закрепленную на раме станину с установленными на ней с одной стороны мотор-редуктором с вентилятором охлаждения, а с другой стороны упорными накладками, зажимными рычагами с направляющими ведомыми роликами, ведущий ролик с насечкой на поверхности и ручным приводом, сборную фрезерную головку со сменными твердосплавными режущими пластинами для снятия фаски с приводом от мотор-редуктора и установленную на каретке с возможностью настройки на обработку определенного диаметра трубы или размера листа; выполнен канал обдува воздухом зоны обработки, сменные твердосплавные режущие пластины сборной фрезерной головки закреплены перпендикулярно к оси вращения фрезерной головки и установлены с возможностью снятия или прямой фаски, или ступенчатой, каждый зажимной рычаг выполнен в форме лекальной замкнутой кривой, а каждый ведомый ролик установлен на зажимных рычагах посредством дистанционной втулки, которая выполнена в виде подшипника скольжения, причем на поверхности каждого ведомого ролика выполнены канавки, а насечка на поверхности ведущего ролика выполнена с возможностью прижатия торца обрабатываемой детали к упорным накладкам.
Кроме того, канал обдува воздухом зоны обработки образован внутренним пространством и стенками мотор-редуктора с выходом в зону обработки через окно станины, с которым соединен канал обдува, причем приводом подачи потока воздуха для охлаждения мотор-редуктора и удаления стружки в зоне обработки служит вентилятор охлаждения мотор-редуктора.
Кроме того, сборная фрезерная головка и обрабатываемая поверхность детали размещены друг относительно друга с возможностью встречного фрезерования, для чего вращение сборной фрезерной головки направлено против часовой стрелки, а направление подачи обрабатываемой детали противоположно.
Кроме того, для снятия ступенчатой фаски на фрезерной головке установлены сменные твердосплавные режущие пластины разного размера с чередованием через одну.
Кроме того, канавки на каждом ведомом ролике выполнены перпендикулярно оси его вращения.
Технический результат, достигаемый от использования предлагаемого изобретения, заключается в том, что получена достаточная жесткость системы СПИД (станок-приспособление-инструмент-деталь), а также высокий крутящий момент на сборной фрезерной головке, позволяющие получить необходимое качество обработанной поверхности за счет осуществления функционально взаимосвязанных средств технического оснащения, предназначенных для выполнения в условиях производства заданных технологических процессов в соответствии с требованиями технической документации.
На фиг. 1 изображена кинематическая схема станка ручного для снятия фаски;
на фиг. 2 - схема обдува воздухом зоны обработки;
на фиг. 3 изображена сборная фрезерная головка со сменными твердосплавными режущими пластинами, сечение А-А: а- для снятия прямой фаски, на фрезерной головке установлены сменные твердосплавные режущие пластины одного размера, б- для снятия ступенчатой фаски, на фрезерной головке установлены сменные твердосплавные режущие пластины разного размера с чередованием через одну;
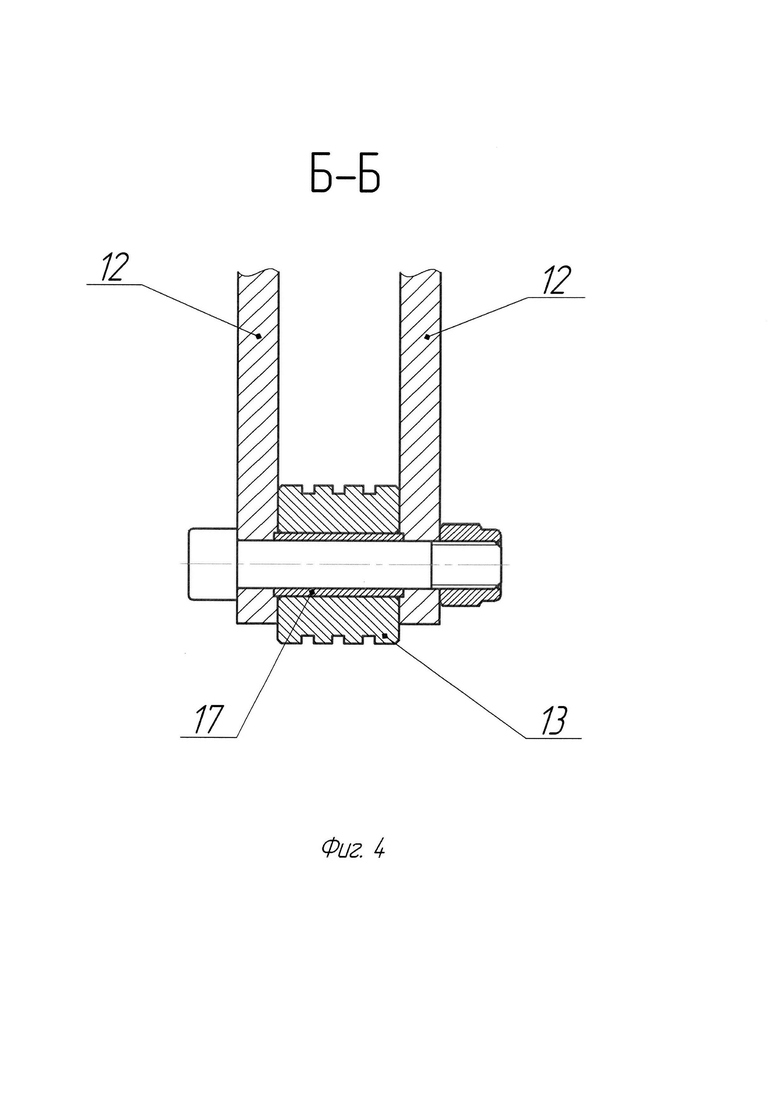
на фиг. 4 - сечение Б-Б на фиг. 1, крепление ведомого ролика на зажимных рычагах посредством дистанционной втулки, выполненной в виде подшипника скольжения;
на фиг. 5 - форма снимаемой с помощью станка фаски: а- прямая и б- ступенчатая, с указанием ширины пояска-«с» фаски;
на фиг. 6 - станок в исходном положении - фрезерная головка отведена до упора и зафиксирована прижимной пластиной посредством фиксатора.
Станок ручной для снятия фаски содержит раму 1, закрепленную на раме 1 станину 2, на которой установлен мотор-редуктор, включающий двигатель 3 и редуктор 4. Рама 1 обеспечивает защиту мотор-редуктора и облегчает управление станком.
На выходном валу редуктора 4 с приводом от двигателя 3 установлена сборная фрезерная головка 5 со сменными твердосплавными режущими пластинами 6 для снятия фаски 7, например, на трубе 8. Сборная фрезерная головка 5 установлена на выходном валу редуктора 4 с возможностью настройки на обработку определенного диаметра трубы или толщины листа. Подачу фрезерной головки 5 осуществляют рычагом 9 посредством винта 10 и гайки 11.
Сменные твердосплавные режущие пластины 6 закреплены на сборной фрезерной головке 5 перпендикулярно к оси вращения сборной фрезерной головки 5. Для снятия прямой фаски устанавливают фрезерную головку, которая содержит шесть твердосплавных режущих пластин 6 одного размера, расположенных под одним углом «а» (фиг. 3а). Для снятия ступенчатой фаски устанавливают фрезерную головку, которая содержит шесть твердосплавных режущих пластин 6 разного размера, расположенных под углами «а» и «р» с чередованием через одну (фиг. 3б).
На станине 2 спереди станка установлены зажимные рычаги 12 с ведомыми роликами 13. Каждый зажимной рычаг 12 выполнен в форме лекальной замкнутой кривой, которая обеспечивает зажимному рычагу 12 достаточную жесткость и прочность в работе при зажиме, например, трубы 8, а также надежное и жесткое крепление станка на трубе, что важно для получения необходимого качества обработанной поверхности. Развал зажимных рычагов 12 настраивают под обрабатываемый диаметр трубы 8 маховиком 14 посредством винта 15 и гайки 16.
Каждый ведомый ролик 13 установлен на зажимных рычагах 12 посредством дистанционной втулки 17, которая выполнена в виде подшипника скольжения. Причем на поверхности каждого ведомого ролика 13 выполнены канавки перпендикулярно оси его вращения. Канавки необходимы в работе. Они обеспечивают бесперебойную работу станка, так как выходящая из-под фрезерной головки 5 стружка может застопорить вращение ведомых роликов 13 и даже остановить перемещение станка по детали. Канавки же не позволяют скапливаться стружке под роликом, а ролики беспрепятственно преодолевают образовавшееся скопление стружки.
Станок снабжен ведущим роликом 18 с насечкой на поверхности и ручным приводом в виде съемной прокручивающей рукоятки 19, которая выполнена с возможностью соединения с ведущим валом 20 редуктора 21 привода вращения ведущего ролика 18 и перемещения станка по обрабатываемой детали вручную, а насечка на поверхности ведущего ролика 18 выполнена с возможностью прижатия торца обрабатываемой трубы 8 к упорным накладкам 22, закрепленным на передней поверхности станины 2, а не отталкивания от фрезерной головки 5.
Кроме того, станок снабжен регулировочным калибром 23, с помощью которого устанавливают требуемую ширину пояска-«с» фаски 7. Ширину пояска-«с» фаски 7 можно регулировать дискретно по 0,5 мм в диапазоне от 0 до 4,0 мм. Если калибр 23 установлен на «0», на торце трубы не будет пояска. Каждое приращение на регулировочном калибре 23 на 0,5 мм отличается от предыдущего размера (1- ширина пояска 0,5 мм, 2-1,0 мм и т.д.). Причем непосредственно фаску 7 на детали толщиной- «е» выполняют либо прямой (фиг. 5а) с шириной пояска-«с» фаски, под одним углом, либо ступенчатой (фиг. 5б) с шириной пояска-«с» фаски (или без него) под двумя углами.
В станке выполнен канал обдува воздухом зоны обработки фаски в том числе для охлаждения мотор-редуктора и удаления стружки из зоны обработки. Он образован внутренним пространством и стенками мотор-редуктора с выходом в зону обработки через окно 24 станины 2. Причем приводом подачи потока воздуха для охлаждения мотор-редуктора и удаления стружки в зоне обработки служит вентилятор 25 охлаждения мотор-редуктора.
Кроме того, сборная фрезерная головка 5 и обрабатываемая поверхность детали (труба) 8 размещены друг относительно друга с возможностью встречного фрезерования, для чего вращение сборной фрезерной головки 5 направлено против часовой стрелки, а направление подачи обрабатываемой детали 8 противоположно.
В прототипе же использовано попутное фрезерование, при котором направление вектора подачи совпадает с направлением вектора вращения фрезерной головки.
Станок ручной для снятия фаски работает следующим образом.
В исходном положении фрезерная головка 5 отведена к станине 2 до упора и зафиксирована прижимной пластиной посредством фиксатора 26 (фиг. 6).
Предварительно перед началом снятия фаски проверяют, чтобы фиксатор 26 прижимной пластины был отвернут, отворачивают рычаг 9 подачи фрезерной головки 5 против часовой стрелки и полностью отводят ее от ведущего ролика 18. Поворотом маховика 14 посредством винта 15 и гайки 16 раскрывают зажимные рычаги 12, чтобы можно было установить станок на обрабатываемую трубу 8.
После этого устанавливают станок на трубу так, чтобы ведомые ролики 13 располагались на наружном диаметре, а ведущий ролик 18 - внутри трубы 8, при этом упорные накладки 22 располагались вплотную к торцу трубы 8, т.е. торец трубы упирался в упорные накладки 22. Затем заворачивают маховик 14 от руки и с помощью прокручивающей рукоятки 19 затягивают его для надежной установки и крепления трубы 8 между ведомыми роликами 13 и ведущим роликом 18. Крепление должно быть устойчивым, что обеспечивает в результате необходимое качество обработанной поверхности.
Потом устанавливают требуемую ширину пояска-«с» фаски с помощью регулировочного калибра 23, для чего подводят требуемое значение на калибре 23 так, чтобы оно установилось под головкой упора 27. Одновременно проверяют, чтобы фрезерная головка 5 была полностью отведена и не касалась трубы.
Включают мотор-редуктор и, после того как электродвигатель 3 наберет скорость, плавно поворачивая по часовой стрелке рычаг 9 подачи фрезерной головки 5, вводят фрезерную головку 5 в деталь так, чтобы упор 27 коснулся калибра 23. Затягивают фиксатор 26 прижимной пластины, чтобы зафиксировать фрезерную головку 5 на месте. Слабая затяжка фиксатора 26 прижимной пластины может привести к повреждению твердосплавных режущих пластин 6.
Затем вставляют прокручивающую рукоятку 19 в ведущий вал 20 привода ведущего ролика 18. Используя непрерывное контролируемое движение, начинают вращать прокручивающую рукоятку 19 против часовой стрелки, чтобы снять фаску на трубе. И продолжают вращать прокручивающую рукоятку 19 до тех пор, пока станок не сделает полный оборот 360° вокруг трубы, или не окажется на расстоянии 150 мм от края кромки обрабатываемого листа. Прокручивающую рукоятку 19 вращают только против часовой стрелки, если смотреть на станок сзади.
На протяжении всего времени снятия фаски 7 работает канал обдува потоком воздуха зоны обработки, удаляя из нее стружку, и одновременно охлаждая мотор-редуктор. В некоторых случаях между обрабатываемой деталью и ведомыми роликами 13 скапливается стружка, но ведомые ролики 13 проходят через стружку беспрепятственно, благодаря канавкам, выполненным на поверхности каждого ведомого ролика 13.
После формирования фаски 7 необходимо убедиться, что упорные накладки 22 остаются вплотную прижатыми к торцу трубы или кромке листа. Прекращают вращение прокручивающей рукоятки 19. После этого отворачивают фиксатор 26 прижимной пластины, чтобы освободить фрезерную головку 5, полностью отводят ее от торца трубы 8 с помощью рычага 9 посредством винта 10 и гайки 11 и выключают электродвигатель. Слегка отворачивают маховик 14 и посредством винта 15 и гайки 16 раскрывают зажимные рычаги 12. После чего снимают станок с трубы 8 - процесс снятия фаски 7 на трубе 8 осуществлен за один проход и не требуется какой-либо дальнейшей обработки.
Использование предлагаемого технического решения позволило создать работоспособный и надежный ручной станок для снятия фаски, дающий гарантированное качество и скорость обработки поверхности за счет создания достаточной жесткости системы СПИД и высокого крутящего момента на фрезерной головке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки листа шпона к склейке на ус и станок кромкофрезерный с узлом фрезерования и устройством нанесения клея для его реализации | 2020 |
|
RU2740321C1 |
| Способ получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер и устройство для его реализации с механизмом подачи и перемещения, включающим систему поджима, фрезерным блоком и фрезерным диском, включая способ перемещения форматной заготовки, а также способ фрезерования и раскроя | 2016 |
|
RU2648110C2 |
| ПОЛНОСТЬЮ АВТОМАТИЗИРОВАННЫЙ СТАНОК ДЛЯ СНЯТИЯ ФАСКИ НА ТОРЦАХ СТАЛЬНЫХ ТРУБ | 2016 |
|
RU2685449C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| ПЕРЕНОСНОЙ РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 1995 |
|
RU2092648C1 |
| УСТАНОВКА ВСКРЫТИЯ ПЕНАЛА ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2015 |
|
RU2601955C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ПО ДЕРЕВУ | 1973 |
|
SU407728A1 |
| Станок для обработки секторов сварных отводов трубопроводов | 1978 |
|
SU764872A1 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |





Изобретение относится к машиностроению, а именно к области металлообработки, и может быть использовано для скашивания кромок деталей, в частности для снятия фаски на торцах труб и на кромках листов. Станок ручной для снятия фаски, содержащий раму, закрепленную на раме станину с установленными на ней с одной стороны мотор-редуктором с вентилятором охлаждения, а с другой стороны - упорными накладками, зажимными рычагами с направляющими ведомыми роликами, ведущий ролик с насечкой на поверхности и ручным приводом, сборную фрезерную головку со сменными твердосплавными режущими пластинами. В станке выполнен канал обдува воздухом зоны обработки. Сменные твердосплавные режущие пластины сборной фрезерной головки закреплены перпендикулярно к оси вращения фрезерной головки и установлены с возможностью снятия прямой или ступенчатой фаски. Каждый зажимной рычаг выполнен в форме лекальной замкнутой кривой, а каждый ведомый ролик установлен на зажимных рычагах посредством дистанционной втулки, которая выполнена в виде подшипника скольжения. В результате обеспечивается повышение жесткости системы СПИД (станок-приспособление-инструмент-деталь), а также высокий крутящий момент на сборной фрезерной головке. 4 з.п. ф-лы, 6 ил.
1. Станок ручной для снятия фаски, содержащий раму, закрепленную на раме станину с установленными на ней с одной стороны мотор-редуктором с вентилятором охлаждения, а с другой стороны - упорными накладками, зажимными рычагами с направляющими ведомыми роликами, ведущий ролик с насечкой на поверхности и ручным приводом, сборную фрезерную головку со сменными твердосплавными режущими пластинами для снятия фаски с приводом от мотор-редуктора и установленную на каретке с возможностью настройки на обработку определенного диаметра трубы или размера листа, отличающийся тем, что в нем выполнен канал обдува воздухом зоны обработки, сменные твердосплавные режущие пластины сборной фрезерной головки закреплены перпендикулярно к оси вращения фрезерной головки и установлены с возможностью снятия прямой или ступенчатой фаски, каждый зажимной рычаг выполнен в форме лекальной замкнутой кривой, а каждый ведомый ролик установлен на зажимных рычагах посредством дистанционной втулки, которая выполнена в виде подшипника скольжения, причем на поверхности каждого ведомого ролика выполнены канавки, а насечка на поверхности ведущего ролика выполнена с возможностью прижатия торца обрабатываемой детали к упорным накладкам.
2. Станок по п. 1, отличающийся тем, что канал обдува воздухом зоны обработки образован внутренним пространством и стенками мотор-редуктора с выходом в зону обработки через окно станины, причем подача потока воздуха для охлаждения мотор-редуктора и удаления стружки в зоне обработки обеспечена вентилятором охлаждения мотор-редуктора.
3. Станок по п. 1, отличающийся тем, что сборная фрезерная головка размещена относительно обрабатываемой поверхности детали с возможностью встречного фрезерования, для чего вращение сборной фрезерной головки направлено против часовой стрелки, а направление подачи обрабатываемой детали противоположно.
4. Станок по п. 1, отличающийся тем, что для снятия ступенчатой фаски на фрезерной головке установлены сменные твердосплавные режущие пластины разного размера с чередованием через одну.
5. Станок по п. 1, отличающийся тем, что канавки на каждом ведомом ролике выполнены перпендикулярно оси его вращения.
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ АБРАЗИВНБШ БРУСКОМ | 0 |
|
SU182015A1 |
| 0 |
|
SU193695A1 | |
| РУЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ И ФРЕЗЕРОВАНИЯ С ТОРЦОВ | 1999 |
|
RU2173612C2 |
| Устройство для вентиляции электрических машин | 1961 |
|
SU145651A1 |
| US 4180358 A1, 25.12.1979 | |||
| US 5018914 A1, 28.05.1991. | |||

