Изобретение относится к устройствам для обработки металлов резанием и может быть использовано при монтажно-демонтажных работах на магистральных и нефтяных трубопроводах для обработки торцов труб большого диаметра, в том числе угловых с формированием сварочной фаски под последующую стыковку.
Известны способы и устройства резки труб и формирования сварочной фаски под последующую их стыковку посредством резцов, например на токарных или посредством фрез на фрезерных станках вращением труб относительно инструмента. Однако в полевых условиях резка неподвижных труб большого диаметра, а тем более угловых труб на стационарных устройствах, на которых к тому же было бы невозможным из-за больших габаритов отцентрировать угловые трубы, не представляется возможным.
Наиболее близким по конструктивным признакам и достигаемому эффекту и взятым в качестве прототипа является устройство для резки труб большого диаметра (см. свидетельство на ПМ №13475 по кл. B23D 21/06, заявл. 14.09.99, опубл. 20.04.2000), содержащее тележку с установленным на ней режущим инструментом, снабженным приводом его вращения, и механизм подачи инструмента, выполненный в виде приводных звездочек с цепями, охватывающими трубу.
К недостаткам известного устройства следует отнести ненадежность его работы, особенно при резке неподвижных труб большого диаметра, т.к. в процессе резания на тележку действует крутящий момент, появляющийся за счет сил резания на установленной консольно за пределами колеи тележки фрезе, усилие подачи которой значительное, т.к. площадь врезания фрезы обширная. Под действием крутящего момента тележка разворачивается, совершает движение по спирали, а в результате конец реза не совпадает с его началом, а увеличение от переменных нагрузок вибрации приводит к выкрашиванию зубьев фрезы и выходу ее из строя.
Кроме того, концевой конической фрезой, которую используют для реза торцевой части трубы и формирования сварочной фаски невозможно получить срез торца в нижней части толщины трубы, перпендикулярный по отношению к оси трубы, что является идеальным условием при стыковке труб (когда сварочная фаска формируется приблизительно на 2/3 толщины трубы).
Эти принципиальные конструктивные недостатки характерны как для устройств, выпускаемых различными Российскими предприятиями, так и известной немецкой фирмой «Файн».
В различных модификациях устройств для резки неподвижных труб, преимущественно большого диаметра, в том числе угловых с неодинаковым успехом стремятся к уменьшению несовпадения начала и конца реза (увеличением натяга цепей (а.с. СССР №1366324), увеличением угла обхвата трубы цепями (ПМ №13475 и т.д.), однако первопричина - наличие крутящего момента, разворачивающего тележку, остается неизменной.
Задачей, на решение которой направлена заявляемое изобретение, является повышение надежности и долговечности устройства, а также сокращения времени резки труб.
Техническим результатом является создание оптимального устройства для резки труб, гарантирующего совпадение начала и конца реза, и одновременного с отрезанием трубы формирования фаски на заданную для сварки глубину, с получением ниже фаски заданного торца в нижней части толщины трубы, перпендикулярного по отношению к оси трубы, что является идеальным условием для стыковки ее с другой трубой, при этом происходит значительное сокращение времени посредством одновременной резки и формирования сварочной фаски для последующей стыковки прямых и угловых труб большого диаметра.
Поставленная задача решается за счет того, что в известном устройстве для резки труб, содержащем узел крепления режущего инструмента с приводом его вращения в виде двигателя с планетарным редуктором и механизмом подачи режущего инструмента, согласно изобретению узел крепления режущего инструмента выполнен в виде кольцевого неподвижного корпуса, снабженного опорами, внутри которого смонтирован вращающийся элемент с жестко установленными на нем двумя резцедержателями, на одном, из которых закреплен отрезной резец, а на другом - резец для формирования сварочной фаски, при этом механизм подачи резцов выполнен в виде установленного на подшипниках храпового колеса, изготовленного за одно целое с винтом подачи ползуна, на котором установлен резец, при этом на кольцевом неподвижном корпусе жестко закреплен упор, по форме выполненный в виде зуба, повторяющего профиль зуба храпового колеса, с возможностью осуществления при повороте храпового колеса на один зуб поворота винта для радиальной подачи ползуна резцедержателя.
Кроме того, в качестве привода вращения инструмента на кольцеобразном неподвижном корпусе может быть смонтирован асинхронный электродвигатель, а опора кольцевого неподвижного корпуса может быть выполнена в виде прямоугольного элемента, в котором размещен ползун, выполненный за одно целое с опорным башмаком, повторяющим профиль трубы по образующей, с возможностью центрирования трубы относительно устройства.
Существенными признаками изобретения являются:
- выполнение узла крепления режущего инструмента в виде кольцевого неподвижного корпуса, снабженного опорами, внутри которого смонтирован вращающийся элемент с жестко установленными на нем двумя резцедержателями, на одном из которых закреплен отрезной резец, а на другом - резец для формирования сварочной фаски позволяет, во-первых, осуществлять отрезание неподвижной, в том числе угловой трубы, во-вторых, одновременно с ее отрезанием осуществляется формирование фаски на заданную для сварки глубину с получением ниже сформированной фаски заданного торца в нижней части толщины трубы, перпендикулярного по отношению к оси трубы, что является идеальным условием для стыковки ее с другой трубой при сварке, а совмещение операции одновременного отрезания трубы и формирования сварочной фаски значительно сокращает время предварительной подготовки труб к стыковке;
- снабжение резцедержателей механизмами подачи резцов, каждый из которых выполнен в виде установленного на подшипниках храпового колеса, изготовленного за одно целое с винтом подачи ползуна, на котором установлен резец, обеспечивает надежное радиальное перемещение последнего на заданную пошаговую глубину среза, а изготовленного за одно целое храпового колеса с винтом подачи ползуна резцедержателя снижает вибрации при усилии врезания резца в неровную поверхность, например, бывшей в эксплуатации трубы, обеспечивая долговечность режущему инструменту;
- установка на кольцевом неподвижном корпусе жестко закрепленного упора, по форме выполненного в виде зуба, повторяющего профиль зуба храпового колеса, обеспечивает возможность при повороте храпового колеса на один зуб, взаимодействующий с зубом упора поворот винта для радиальной подачи резца;
- кроме того, использование в качестве привода вращения инструмента, смонтированного на кольцеобразном неподвижном корпусе, асинхронного электродвигателя дает возможность организовывать двух и трехсменную работу устройства, а выполнение каждой из опор неподвижного цилиндрического корпуса в виде прямоугольного элемента, в котором размещен ползун, выполненный за одно целое с опорным башмаком, повторяющим профиль трубы по образующей, обеспечивает опору, исключающую отрицательное воздействие на нее крутящего момента, что снижает вибрацию на резцы, и обеспечивает надежное центрирование трубы относительно устройства.
Таким образом, совокупность существенных конструктивных признаков изобретения обеспечивает достижение технического результата, а именно создания оптимального устройства для резки труб, гарантирующего совпадение начала и конца реза, и одновременного с отрезанием трубы формирования фаски на заданную для сварки глубину с получением ниже фаски заданного торца в нижней части толщины трубы, перпендикулярного по отношению к оси трубы, что является идеальным условием для стыковки ее с другой трубой, при этом происходит значительное сокращение времени посредством одновременной резки и формирования сварочной фаски для последующей стыковки прямых и угловых труб большого диаметра.
Проведенные исследования по источникам патентной и научно-технической литературы показали, что предлагаемая полезная модель неизвестна и не следует явным образом из изученного материала, т.е. соответствует критерию «новизна» и «изобретательский уровень».
Предлагаемое устройство для резки труб может найти применение для восстановления бывших в эксплуатации труб при монтажно-демонтажных работах на магистральных и нефтяных трубопроводах и может быть изготовлено на любом предприятии, специализирующемся в данной отрасли, так как для этого требуются известные материалы и стандартное оборудование, т.е. полезная модель соответствует критерию «промышленная применимость».
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид устройства, вид сбоку; на фиг 2 - общий вид устройства, вид спереди; на фиг.3 - общий вид устройства, вид сзади; на фиг.4 - общий вид резцедержателя в разрезе.
Устройство для резания труб содержит узел крепления режущего инструмента, выполненный в виде кольцевого неподвижного корпуса 1 с приводом его вращения в виде асинхронного двигателя 2 с планетарным редуктором 3. Кольцевой неподвижный корпус 1, снабженный четырьмя опорами 4, выполнен внутри с вращающимся элементом 5, на котором жестко установлены два резцедержателя 6, при этом на одном из них закреплен отрезной резец 7, а на другом - резец 8 для формирования сварочной фаски. Механизм подачи резцов 7 и 8 выполнен в виде установленного на подшипниках храпового колеса 9, изготовленного за одно целое с винтом подачи 10 ползуна 11, на котором установлен резец 7 или 8. На кольцевом неподвижном корпусе 1 жестко закреплен упор 12, по форме выполненный в виде зуба, повторяющего профиль зуба храпового колеса 9, с возможностью осуществления при повороте храпового колеса 9 на один зуб поворота винта 10 для радиальной подачи ползуна резцедержателя 6. Кроме того, каждая из опор 4 выполнена в виде прямоугольного элемента, в котором размещен ползун 13, выполненный за одно целое с опорным башмаком 14, повторяющим профиль трубы по образующей, с возможностью центрирования трубы относительно устройства.
Устройство используют следующим образом.
Перед началом процесса устройство резания посредством четырех опор 4 устанавливают и центрируют его посредством башмаков 14 относительно оси трубы на некотором расстоянии от места ее отрезания. Асинхронный электродвигатель 2 через планетарный редуктор 3 сообщает вращательное движение элементу 5, который обеспечивает вращение резцедержателям 6, с установленными на них резцами 7 и 8. Храповое колесо 9 при взаимодействии с зубом упора 12 поворачивается на 30° и перемещает резцы 7 и 8 на 0,083 мм при шаге резьбы винта, равной 1 мм, при этом время отрезки при толщине стенки трубы, равной 8 мм, составляет 12,5 мин.
По желанию заказчика, задавая шаг резьбы, можно изменять радиальную подачу резцов от заданной величины 0,083 мм в ту или иную сторону.
Кроме того, устройство может комплектоваться гидравлическим приводом для эксплуатации его во взрывоопасной среде.
По сравнению с прототипом предлагаемое изобретение обеспечивает повышение надежности и долговечности устройства, а также сокращения времени резки труб. Так отрезку трубы с толщиной стенки 8 мм с одновременным формированием фаски осуществляют за 12,5 мин (в прототипе - за 1 час).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1997 |
|
RU2128277C1 |
| ТРУБОРЕЗ-ТРУБОЛОВКА | 2013 |
|
RU2533563C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 2002 |
|
RU2242334C2 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Автоколебательный отрезной резец | 1991 |
|
SU1821292A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ ОТ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2049595C1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
Изобретение относится к машиностроению и может быть использовано для резки труб и восстановления бывших в эксплуатации труб при монтажно-демонтажных работах на магистральных и нефтяных трубопроводах. Устройство содержит узел крепления режущего инструмента с приводом его вращения в виде двигателя с планетарным редуктором и механизм подачи режущего инструмента. Узел крепления режущего инструмента выполнен в виде кольцевого неподвижного корпуса с опорами, внутри которого смонтирован вращающийся элемент с жестко установленными на нем двумя резцедержателями, на одном из которых закреплен отрезной резец, а на другом - резец для формирования сварочной фаски. Механизм подачи резцов выполнен в виде установленного на подшипниках храпового колеса, изготовленного за одно целое с винтом подачи ползуна для установки одного из резцов. На кольцевом неподвижном корпусе жестко закреплен упор в виде зуба, повторяющего профиль зуба храпового колеса. Упор имеет возможность поворота винта для радиальной подачи ползуна резцедержателя при повороте храпового колеса на один зуб. Повышается надежность и долговечность устройства, сокращается время резки труб. 2 з.п. ф-лы, 4 ил.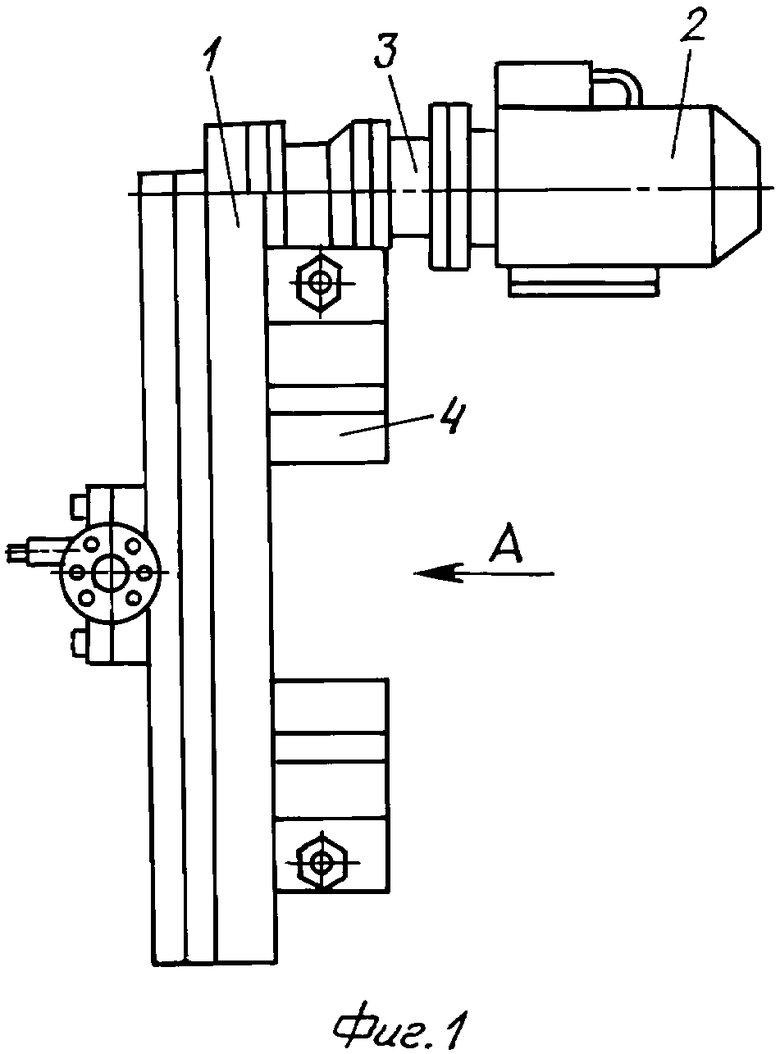
1. Устройство для резки труб, содержащее узел крепления режущего инструмента с приводом его вращения в виде двигателя с планетарным редуктором и механизм подачи режущего инструмента, отличающееся тем, что узел крепления режущего инструмента выполнен в виде кольцевого неподвижного корпуса с опорами, внутри которого смонтирован вращающийся элемент с жестко установленными на нем двумя резцедержателями, на одном из которых закреплен отрезной резец, а на другом - резец для формирования сварочной фаски, а механизм подачи резцов выполнен в виде установленного на подшипниках храпового колеса, изготовленного за одно целое с винтом подачи ползуна для установки резца, при этом на кольцевом неподвижном корпусе жестко закреплен упор, выполненный в виде зуба, повторяющего профиль зуба храпового колеса, и имеющий возможность поворота винта для радиальной подачи ползуна резцедержателя при повороте храпового колеса на один зуб.
2. Устройство по п.1, отличающееся тем, что в качестве двигателя привода вращения инструмента использован асинхронный электродвигатель.
3. Устройство по п.1, отличающееся тем, что каждая из опор выполнена в виде прямоугольного элемента с размещенным в нем ползуном, выполненным за одно целое с опорным башмаком, повторяющим профиль трубы по образующей, для центрирования трубы относительно устройства.
| ТЕЛЕМЕХАНИЧЕСКОЕ УСТРОЙСТВО | 1928 |
|
SU13475A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| УСТРОЙСТВО для ОБРАБОТКИ ТРУБ | 0 |
|
SU408692A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1990 |
|
RU2009790C1 |
| US 5243889 A1, 14.09.1993 | |||
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ УСИЛИТЕЛЬ ТОРМОЗНОГО ПРИВОДА | 2009 |
|
RU2533639C2 |

