Известны комбинированные станки для электроэрозионной обработки металлов, выполненные по схеме для электроимпульсной и электроискровой обработки. Эти станки не обеспечивают достаточную точность и чистоту обработки, а также удаление продуктов эрозии от мест обработки при использовании коксографитовых электродов.
Описываемый станок свободен от этих недостатков, что достигается применением соленоидного регулятора подачи электродов.
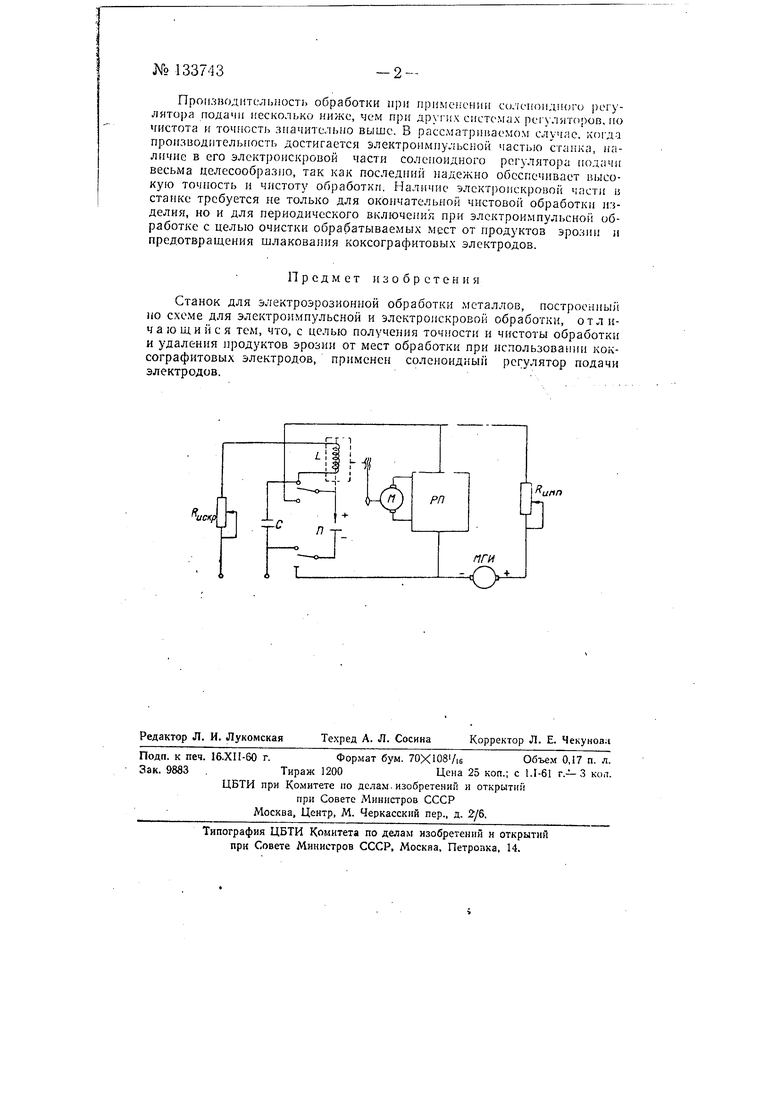
На чертеже изображена принципиальная электрическая схема станка.
Электроискровая часть схемы состоит в основном из регулирующего балластного сопротивления „(.., соленоидного регулятора L подачи электрода, конденсаторных батарей С, регулируемых по емкости и переключателя Я электроискровой и электроимпульсной обработки. Электроимпульсная часть схемы содержит механический генератор МГИ им-. пульсов, балластное сопротивление и,п , регулятор РП подачи и ее двигатель М.
Наибольшее шлакование рабочих участков коксографитовых электродов и наибольшее искажение форм изделий происходят при регуляторах подачи, снабженных электрическим двигателем, и весьма малое - при соленоидных регуляторах. При использовании последних удаление продуктов эрозии производится поршневым действием электрода, вследствие частого возвратно-поступательного движения сердечника соленоида, на котором укрепляется электродСоленоидный регулятор подачи очень чувствительно реагирует на присутствие между электродом и изделием продуктов эрозии или частиц электрода. Подъем электрода происходит автоматически до полного разъединения с частицами, попадающими между ним и изделием. Удаление продуктов эрозии при этом осуществляется беспрерывно и свободно.
Производительность обработки при примсчгении солснондного регулято1)а подачи несколько ниже, чем при других системах регуляторов, по чистота и точность значительно выше. В рассматриваемом случае, ко|-да производительность достигается электроимпульской частью станка, наличие в его электроискровой части соленоидного регулятора подачи весьма целесообразно, так как последний надежно обеспечивает высокую точность и чнстоту обработки. Наличие элект)оискро1юй части в станке требуется ие только для окончательной чистовой обработки Ji:jделия, но и для периодического включения при электроимпульсной обработке с целью очистки обрабатываемых мест от продуктов эрозии и предотвращения шлакования коксографитовых электродов.
Предмет изобретения
Станок для электроэрозионыой обработки металлов, построенный по схеме для электроимпульсной и электроискровой обработки, отличаюш;ийся тем, что, с целью получения точности и чистоты обработки и удаления продуктов эрозии от мест обработки при использовании коксографитовых электродов, применен соленоидный регулятор подачи электродов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛОКАЛЬНОГО УЧАСТКА ОХЛАЖДЕНИЯ ТЕПЛОНАГРУЖЕННОЙ ДЕТАЛИ | 2010 |
|
RU2464137C2 |
| НЕРЕВЕРСИВНЫЙ РЕГУЛЯТОР ПОДАЧИ ЭЛЕКТРОДА-ИНСТРУМЕНТА | 1969 |
|
SU236965A1 |
| Способ изготовления отверстий униполярными импульсами тока | 1952 |
|
SU110432A1 |
| Регулятор подачи электрода для электроэрозионного станка | 1957 |
|
SU134973A1 |
| Способ электроэрозионной обработки | 1974 |
|
SU656789A1 |
| Устройство для регулирования зазора | 1948 |
|
SU78164A2 |
| ГЕНЕРАТОР ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1972 |
|
SU352734A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ ЭЛЕКТРОИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1968 |
|
SU208765A1 |
| Устройство для ручного и автоматического гравирования на металле знаков, букв и цифр электроискровым способом | 1955 |
|
SU107049A1 |
| СПОСОБ ВПРЫСКА ТОПЛИВА (ВАРИАНТЫ) | 2008 |
|
RU2378530C1 |
О
