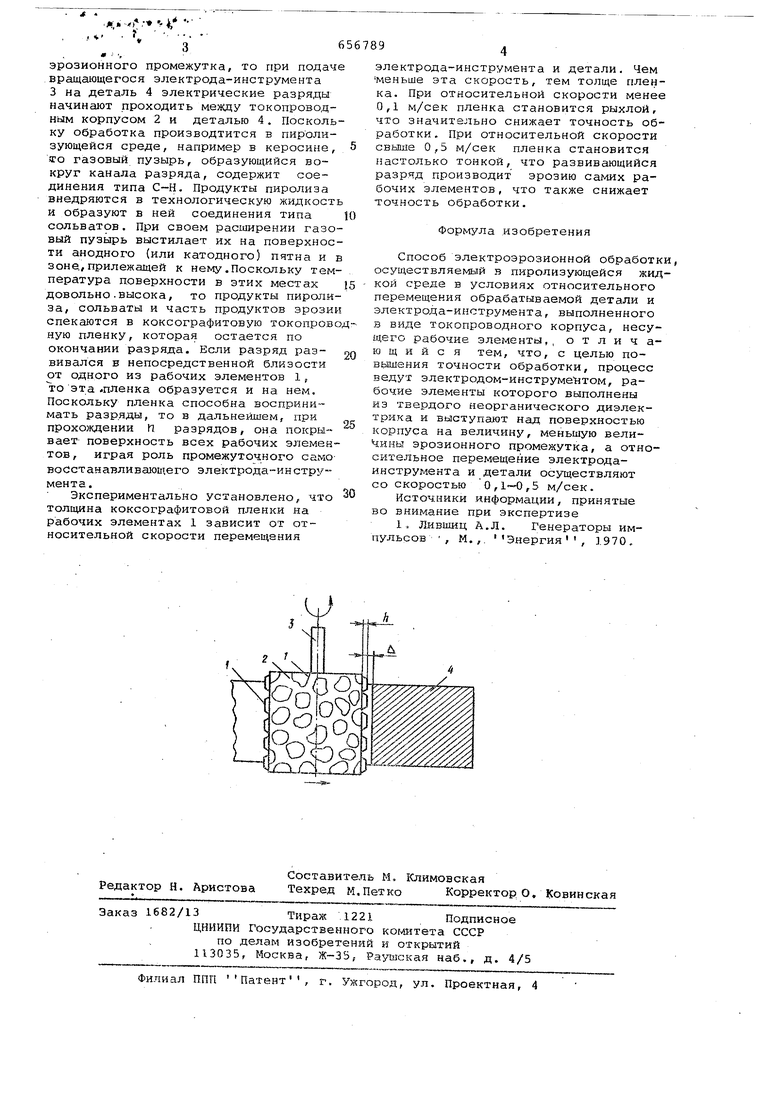
Изобретение относится к области электроэрозионной обработки и может быть применено в серийном производстве для прецизионной обработки фасонных полостей и плоских поверхыостей при относительном перемещении электрода-инструмента и дета.ли. Известно, что на точность обработ ки очень влияет эрозионный износ электрода инструмента. Снижение износа на получистовых и чистовых режимах было достигнуто при обработке В жидкой пиролизующейся диэлектри ческой среде (нефтепродукты) электро дом-инструментом 1, имеющим токопроводный корпус, несущий рабочие элементы, выполненные из меди, с при менением гребенчатых высокочастотных импульсов, вырабатываемых специашьны ми тиристорными генераторами. Однако известное техническое решение не позволяет полностью исключить электрозрозионный износ электродаинструмента, что уменьшает точность обработки, усложняет технологический процесс и снижает производительность труда из-за необходимости частой смены электродов-инструментов или восстановления его изношенных рабочих элементов,. Кроме того, известный с пособ может быть реализован только при условии применения специальных сзем генераторов, что значительно повышает стоимость оборудования. Целью изобретения является полное устранение износа электрода-инструмента при использовании серийно-выпускаемых и имеющихся на предприятиях электроэрозионных станков, конструкция которых предусматривает, помимо рабочей подачи электрода-инструмента на деталь, их взаимное перемещение. Цель достигается тем, что рабочие элементы электрода-инструмента выполнены из твердого неорганического диэлектрика, В частности алмаза, выступающего над повер {ностью токопроводного корпуса электрода-инструмента на величину, меньшую величины эрозионного промежутка, а перемещение электрода-инструмента и детали производят с относительной скоростью О,1-0,5 м/сек. На чертеже изображен электрод-инструмент ВО время обработки паза в детали. Поскольку Рабочие элементы 1 выступают над поверхностью токопроводнрго корпуса 2 на величину Ь , меньшую величины максимального электроэрозионного промежутка, то при подач вращающегося электрода-инструмента 3 на деталь 4 электрические разряды начинают проходить между токопроводным корпусом 2 и деталью 4. Посколь ку обработка производтится в пиролизующейся среде, например в керосине, so газовый пузырь, образующийся вокруг канала разряда, содержит соединения типа С-Н. Продукты пиролиза внедряются в технологическую жидкост и образуют в ней соединения типа сольватрв. При своем расширении газо вый пузырь выстилает их на поверхнос ти анодного (или катодного) пятна и зоне., прилежащей к нему .Поскольку тем пература поверхности в этих местах довольно.высока, то продукты пироли за, сольваты и часть продуктов эрози спекаются в коксографитовую токопров ную пленку, которая остается по окончании разряда. Если разряд раэвивался в непосредственной близости от одного из рабочих элементов 1, то эта .пленка образуется и на нем, Поскольку пленка способна воспринимать разряды, то в дальнейшем, при прохождении П разрядов, она покрывает поверхность всех рабочих элемен тов , играя роль промежуточного само восстанавливающего электрода-инструмента. Экспериментально установлено, что толщина коксографитовой пленки на рабочих элементах 1 зависит от относительной скорости перемещения электрода-инструмента и детали. Чем меньше эта скорость, тем толще пленка. При относительной скорости менее 0,1 м/сек пленка становится рыхлой, что 3Ha4HTejibHo снижает точность обработки. При относительной скорости свыше 0,5 м/сек пленка становится настолько тонкой, что развивающийся разряд производит эрозию самих рабочих элементов, что также снижает точность обработки. .изобретения Способ электроэрозионной обработки, осуществляемый з пиролизующейся жидкой среде в условиях относительного перемещения обрабатываемой детали и электрода-инструмента, выполненного в виде токопроводного корпуса, несущего рабочие элементы,, отличающийся тем, что, с целью повьинения точности обработки, процесс ведут электродом-инструментом, рабочие элементы которого выполнены из твердого неорганического диэлектрика и выступатет над поверхностью корпуса на величин5, меньшую величины эрозионного промежутка, а относительное перемещение электродаинструмента и детали осуществляют со скоростью 0,1-0,5 м/сек. Источники информации, принятые во внимание при экспертизе 1. Лившиц А.Л. Генераторы импульсов , М.,. Энергия, 1970,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработкиМАТЕРиАлОВ | 1974 |
|
SU816733A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2015 |
|
RU2596567C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| Электрод-инструмент для электроэрозионной обработки отверстий и плоскостей | 1978 |
|
SU703292A1 |
| Устройство для автоматического регулирования режимов электроэрозионноых станков | 1976 |
|
SU623690A1 |
| Многослойный стержневой электрод-инструмент | 1991 |
|
SU1808548A1 |
| Устройство для автоматического управления электроэрозионным станком | 1979 |
|
SU849659A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
V
01
8§Го1
