113
Изобретение относится к прокатному производству и может быть использовано при продольной прокатке профилей преимущественно периодического сечения.
Целью изобретения является улучшение качества профилей за счет устранения микрозазоров, связаьгных с перекосом и упрух ими деформациями инструмента, путем обеспечения его самоустановки.
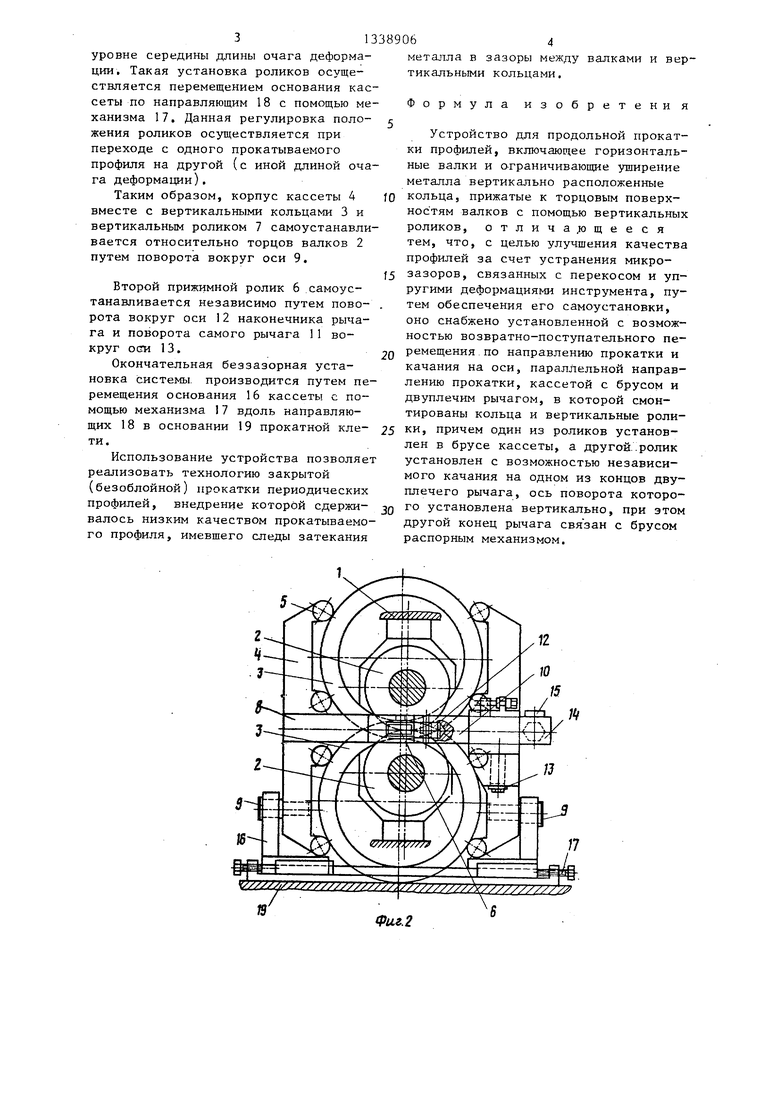
На фиг, 1 показано устройство для продольной прокатки профилей, фронтальная проекция; на фиг о 2 - то же, вид сбоку;.на фиг. 3 - то же, вид сверху.
: Устройство ДЛЯ ПРОДОЛЬНОЙ прокат- ки- профилей состоит из расположенных между станинами 1 прокатной клети двух горизонтальных валков 2, один из которых (верхний) установлен с возможностью ограниченного перемещения вдоль своей оси, К торцам валков 2 прижаты вертикальные кольца 3 с плоскими поверхностями, внутренний диаметр которых больше диаметра валков. Кольца 3 установлены в корпусе кассеты 4 с возможностью вращения вокруг своей оси и поддерживаются в вертикальном положении роликами 5, Вертикальные ролшси 6 и 7 осуществляют прижим вертикальных колец 3 к торцам валков 2 с усилием, превьшающим боковое давление металла при прокатке на ограничивающие уширение кольца 3, Ролик 7 (на фиг. 1) установлен с возможностью вращения в брусе 8 корпуса кассеты 4, и ось его вращения всегда параллельна плоскости вертикальных колец 3, Корпус кассеты 4 установлен на оси 9, параллельной направлению прокатки с возможностью качания вокруг нее. Второй ролик 6 (фиг, 1) установлен в наконечнике 10 двуплечего рычага 11. Наконечник 10 имеет возможность поворота (качания) вокруг своей оси 12, параллельной направлению прокатки. Рычаг 11 размещен на вертикальной оси 13, установленной неподвижно (как и брус 8) в корпусе кассеты 4 (с возможностью качания вокруг оси 13).
Между другим концом (плечом) 14 рычага 11 и брусом 8 установлен распорный механизм 15 типа домкрата, обеспечивающий прижатие роликов 6 и 7 к поверхности колец 3 со значительным усилием.
20
89062
Ось 9 качания кассеты установлена неподвижно в основании 16 кассеты, снабженном механизмом 17 осевого (в направлении прокатки) переме щения (винтового типа) по направляющим 18, установленным неподвижно на основании 19- прокатной, клети. Устройство работает следующим разом.
При прокатке профиля, например, периодического типа заготовки компрессорной лопатки, валки 2 и вертикальные кольца 3, расположенные ду станинами 1, образуют полностью закрытый калибр. Однако вследствие различных факторов, в том числе перекоса валков, их смещения, вибраций от вращения валков, упругой деформации элементов под действием усилия прокатки и прочее возможно возникновение микрозазоров между торцовыми поверхностями валков 2 и колец 3, Элементы предлагаемой конструкции устра2ц няют эти зазоры за счет большого числа степеней свободы и возможности беззазорной самоустановки колец 3 относительно валков 2.
При перекосе валков 2 в вертикальной плоскости вертикальные кольца 3 и вертикальный ролик 7 занимают положение, обеспечивающее отсутствие зазоров между ними и торцами валков за счет поворота корпуса кассеты 4 вокруг оси 9 качания кассеты. Дополнительно возникающие зазоры за счет вибраций при прокатке, износа поверхности торцов валков 2 и колец 3 и . осевог.о смещения валков устраняются самоустановкой ролика 6 путем его поворота (качания) вокруг оси 12 наконечника рычага. Усилие прижима колец 3 к торцам валков 2 обеспечивается распорным механизмом 15, который установлен между брусом 8 кассе ты, имеющим ролик 7, и концом 14 рычага с возможностью поворота двуплечего рычага 11 вокруг вертикальной оси 13 и прижима тем самым наконечника рычага с роликом 5 к кольцу 3,
50 Поскольку ролики 6 и 7 контактируют с кольцами 3 по линии, а металл в очаге деформации контактирует с кольцами 3 по поверхности, кольцо 3 упруго изгибается относительно роли55 ка 6 (или 7) под действием давления деформируемого металла. При этом минимальная упругая деформация колец возможна Т1ри установке роликов на
30
35
40
уровне середины длины очага деформации. Такая установка роликов осуществляется перемещением основания кассеты по направляющим 18 с помощью механизма 17. Данная регулировка положения роликов осуществляется при переходе с одного прокатываемого профиля на другой (с иной длиной очага деформации).
Таким образом, корпус кассеты 4 вместе с вертикальными кольцами 3 и вертикальным роликом 7 самоустанавливается относительно торцов валков 2 путем поворота вокруг оси 9.
Второй прижимной ролик 6 самоустанавливается независимо путем поворота вокруг оси 12 наконечника рычага и поворота самого рычага 11 вокруг оси 13.
Окончательная беззазорная установка системы, производится путем перемещения основания 16 кассеты с потем, что, с целью улучшения качества профилей за счет устранения микро- f5 зазоров, связанных с перекосом и упругими деформациями инструмента, путем обеспечения его самоустановки, оно снабжено установленной с возможностью возвратно-поступательного перемещения по направлению прокатки и качания на оси, параллельной направлению прокатки, кассетой с брусом и двуплечим рычагом, в которой смонтированы кольца и вертикальные ролимощью механизма 17 вдоль направляющих 18 в основании 19 прокатной кле- 25 причем один из роликов установ- ти.лен в брусе кассеты, а другой.-ролик
Использование устройства позволяет реализовать технологию закрытой (безоблойной) прокатки периодических профилей, внедрение которой сдержи- зо ° Установлена вертикально, при этом валось низким качеством прокатываемо- другой конец рычага связан с брусом го профиля, имевшего следы затекания распорным механизмом.
установлен с возможностью независимого качания на одном из концов двуплечего рычага, ось поворота которо
металла в зазоры между валками и вертикальными кольцами.
Формула изобретения
Устройство для продольной прокатки профилей, включаю0;ее горизонтальные валки и ограничивающие уширение металла вертикально расположенные кольца, прижатые к торцовым поверх- нос тям валков с помощью вертикальных
роликов,
отлича,ющееся
тем, что, с целью улучшения качества профилей за счет устранения микро- зазоров, связанных с перекосом и упругими деформациями инструмента, путем обеспечения его самоустановки, оно снабжено установленной с возможностью возвратно-поступательного перемещения по направлению прокатки и качания на оси, параллельной направлению прокатки, кассетой с брусом и двуплечим рычагом, в которой смонтированы кольца и вертикальные роли причем один из роликов установ- лен в брусе кассеты, а другой.-ролик
° Установлена вертикально, при этом другой конец рычага связан с брусом распорным механизмом.
установлен с возможностью независимого качания на одном из концов двуплечего рычага, ось поворота которо12 Ю
15
/
/
Фи.г.2
17
Составитель Г.Ростов Редактор О .Юрковецкая Техред Л.Олийнык
Заказ 4163/6
Тираж 480, Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.1
Корректор С.Черни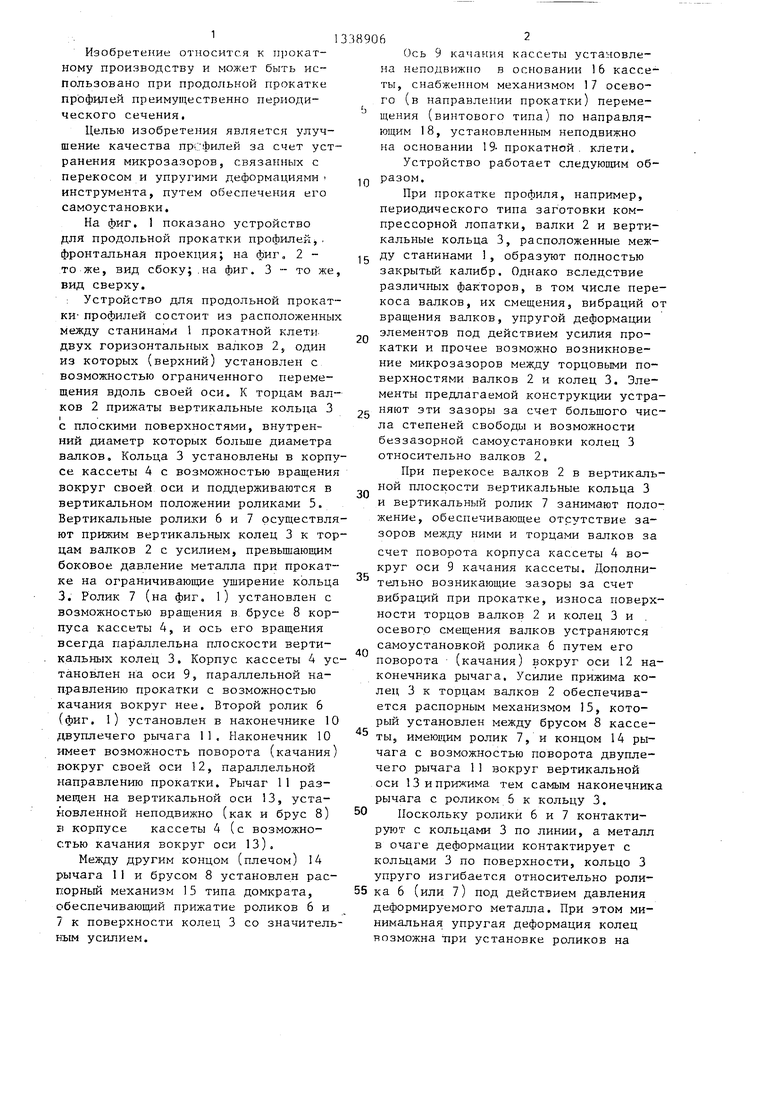
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки профилей | 1986 |
|
SU1382561A1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Прокатная клеть кварто | 1991 |
|
SU1784304A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Устройство для сварки | 1983 |
|
SU1123818A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| Вводная коробка | 1983 |
|
SU1163931A1 |
Изобретение относится к прокатному производству и может быть использовано при продольной прокатке профилей преимущественно периодического сечения. Цель изобретения улучшение качества профилей за счет устранения микрозазоров, связанных с перекосами и упругими деформациями инструмента, путем обеспечения его самоустановки. При прокатке вследствие перекоса рабочих валков происходит самоустановка колец 3 и роликов 6 и 7. Кассета 4 с роликами и кольцами поворачивается вокруг оси 9. Зазоры, поя-впяютл еся из-за вибрации и износа колец 3 и роликов 6 и 7, устраняются самоустановкой ролика 6 путем его поворота вокруг горизонтальной оси. Прижим роликов к кольцам регулируется распорным механизмом 15. Точная установка роликов 6 и 7 и колец 3 относительно очага деформации осуществляется перемещением всей кассеты 4 механизмом 17 по направлению прокатки. 3 ил. I 11 8 5 8 I I I а В (Л DO со эо X) о б
| Патент США № 3746071, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Авторское свидетельство СССР № 902377, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
