Изобретение относится к металлургии, а именно к обработке металлов
давлением, и может быть использовано 20 для производства заготовок простых, фасонных и периодических, например винтовых, профилей, получаемых на прокатных станах шаговой деформации, в том числе устанавливаемых совмест- 25 но с машинами непрерывного литья заготовок (МНЛЗ).
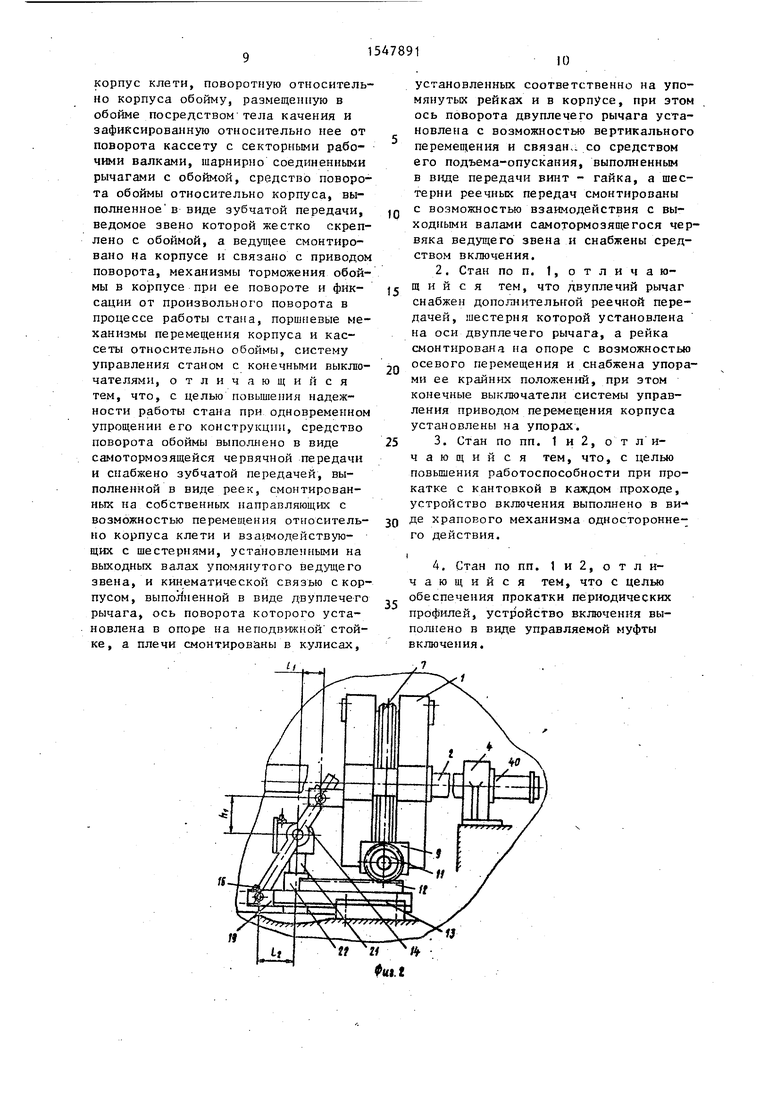
Цель изобретения - повышение надежности работы стана при одновременном упрощении его конструкции. зо На фиг. 1 показан стан, общий вид,
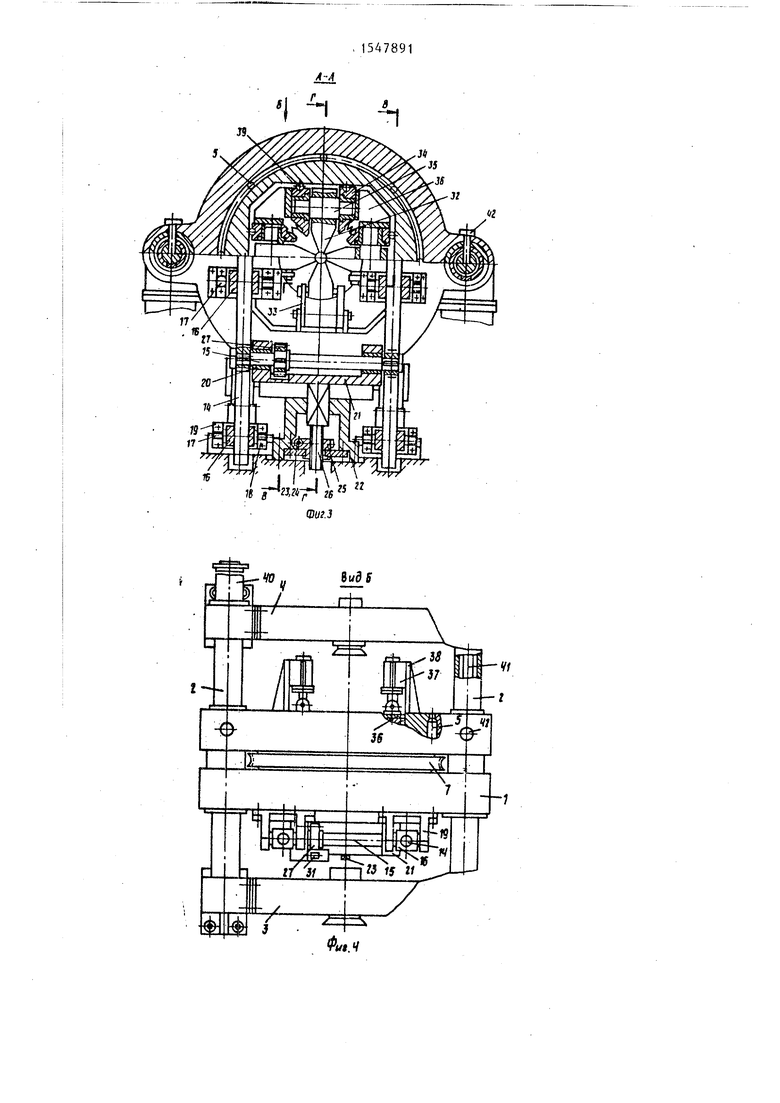
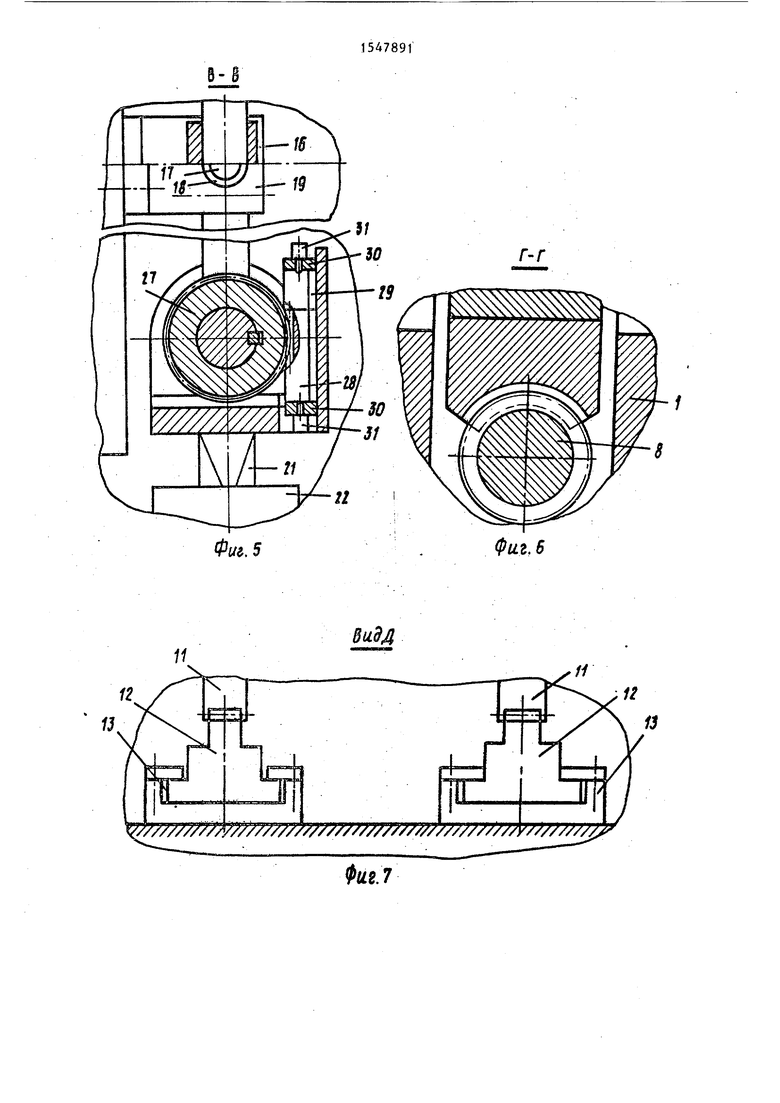
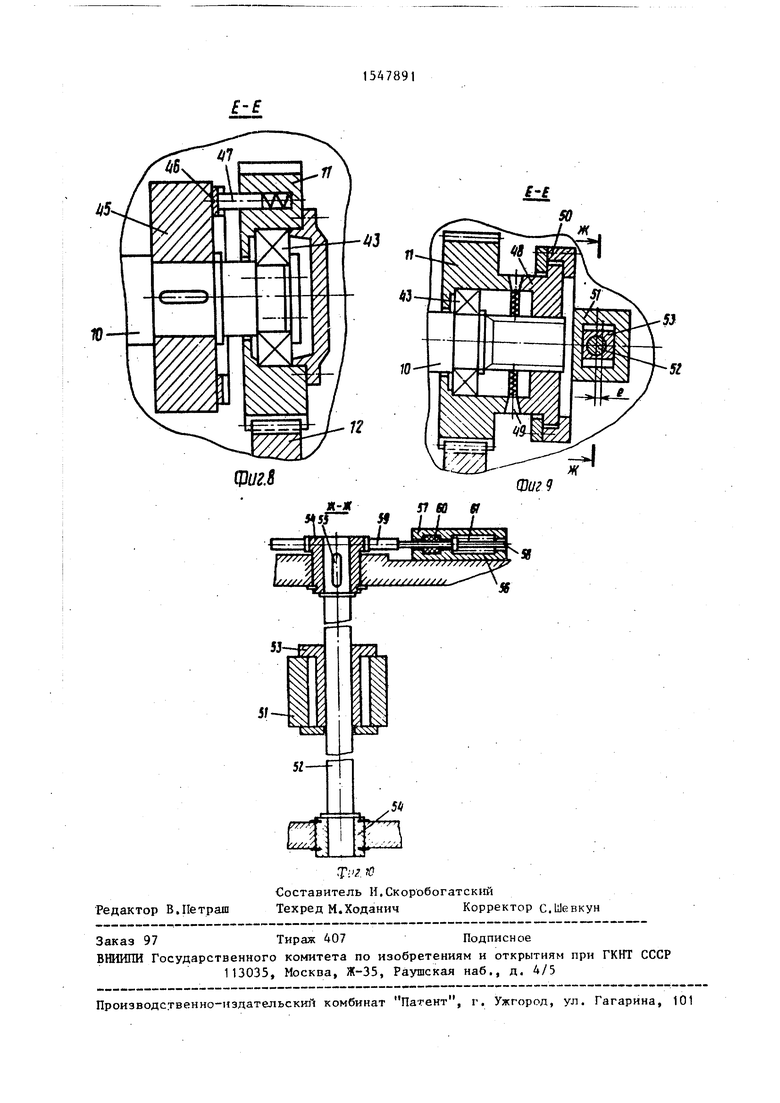
клеть находится в исходном положении, ось двуплечего рычага размещена на оси симметрии осей цапф кулис; на фиг. 2 - то жеs клеть находится в по- ,5 ложении, соответствующем окончанию рабочего хода, ось двуплечего рычага смещена относительно оси симметрии осей цапф кулис; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - вид Б 40 на фиг.З; на фиг. 5 - разрез В-В на фиг. 3} на фиг. b - разрез Г-Г на фиг. 3; на фиг. 7 - вид Д на фиг.1; на фиг. 8 - разрез Е-Е на фиг. 1, средство включения выполнено в виде храпового механизма одностороннего действия; на фиг. 9 - то же, средство включения выполнено в виде управляемой муфты включения; на фиг.10 - разрез Ж-Ж на фиг. 9.™
Стан содержит корпус 1 клети, образованный двумя кольцами и установленный на двух направляющих 2, закрепленных в траверсах 3 и 4. Внутри корпуса 1 клети на роликовых опорах 5 размещена обойма 6, с жестко наса- жеиным червячным колесом 7, входящим в зацепление с самотормозящимся червяком 8, кинематически связанным
55
5 0
5
с редукторами 9. Выходные валы 10 редукторов 9 снабжены шестернями 11, образующими постоянное зубчатое зацепление с рейками 12, смонтированными в направляющих 13 с возможностью осевого перемещения.
Рейки 12 кинематически связаны с корпусом 1 клети посредством двуплечих рычагов 14, жестко связанных между собой осью 15 кулис 16, сопрягающихся с цилиндрическими участками плеч двуплечих рычагов 14 и смонтированных с помощью жестко скрепленных с ними цапф 17 и втулок 18 в разъемных корпусах 19, закрепленных соответственно на корпусе 1 клети и торцах реек 12, при этом оси расточек и цапф 1/ каждой кулисы 16 пересекаются однс с другой под прямым углом.
Ось 15 двуплечих рычагов 14 установлена с помощью втулок 20 в расг точках опоры 21, смонтированной в неподвижной стойке 22 с возможностью вертикального перемещения посредством механизма 23 перемещения, содержащего червячную передачу 24, в расточке червячного колеса 25 которой выполнены резьбовые элементы, сопрягающиеся с резьбовыми элементами хвостовика 26 опоры 21, и привод вращения червяка (не показан). На ось 15 двуплечих рычагов 14 насажена шестерня 27, образующая зубчатое зацепление с рейкой 28, установленной на съемных направляющих 29 с возможностью осевого перемещения. К торцам направляющих 29 прикреплены упоры 30 крайних положений рейки 28 со смонтированными на них конечными выключателями 31 крайних положений корпуса 1 клети на направляющих 2.
Рабочие секторные валки 32 клети через рычаги 33 шарнирно соединены с обоймой 6 и установлены в подушках 34 на взаимно перпендикулярных осях 35. Оси 35, подушки 34 и валки 32 расположены в несущей их кассете 36, имеющей привод осевого перемещения в виде поршневых цилиндров 37, установленных на кронштейнах 38, прикрепленных к кассете 36. Кассета 36 с валками 32 установлена в обойме 6 посредством подшипников 39 качения.
От поворота касета 36 в обойме 6 зафиксирована посредством профильных восьмигранных соответстующих одна другой поверхностей кассеты 36 и обоймы 6. Перемещение клетм осуществляется поршневыми цилиндрами 40, штоки 41 которых проходят внутри полых направляющих 2 и соединяются с корпусом 1 пальцами 42.
Шестерни 11, установленные на выходных валах 10 редукторов 9 на подшипниках 43, снабжены средствами 44 включения с упомянутыми валами 10, которые в зависимости от режима прокатки выполнены в двух конструктивных исполнениях.
В случае реализации технологического режима прокатки с кантовой в каждом проходе средство 44 включения содержит храповой механизм 45 одностороннего действия, включающий например, торцовый храповой венец 4ь, установленный на выходном валу 10 редуктора 9, и подпружиненные храповые собачки 47, смонтированные в расточках шестерни 11.
При осуществлении режима прокатки, например, предназначенного для производства периодических, в том числе винтовых профилей, средство 44 включения содержит подвижную в осевом направлении муфту 48, торец которой снабжен соединительными зубчатыми элементами 49, например кулачками, взаимодействующими с аналогичными элементами, выполненными на торце шестерни 1I, и разъемную втулку 50 с рамкой 51, взаимодействующей с цилиндрической направляющей 52 через ползушку 53. Направляющая 52 смонтирована в расточках траверс 3 и 4
10
15
20
25
30
35
40
45
50
ством 5Ь ее поворота, выполненным в виде корпуса 57, тяги 58, жестко скрепленной с рейкой 59 электромагнита 60, и пружины 61.
Величина эксцентрн :итета е экс- цен триковых втулок 54 выполнена бол ше половины высоты торцового соединительного элемента 49 втулки 48. Стан работает следующим образом. Перед началом работы стана устанавливается заданная величина L ход рабочей клети по направляющим 2, которая зависит от величины подачи, определяемой сортаментом стана. С другой стороны, величина хода кле ти определяется углом поворота дву- плечих рычагов 14 и расстоянием меж ду осью расточек опоры 21 для разме щения оси 15, жестко связывающей двуплечие рычаги 14, и осью цапф 17 кулис 16, размещенных в разъемных корпусах 19, скрепленных с корпусом 1 клети. При этом в силу того, что угол поворота дву-плечего рычага 14, определяемый величиной хода рейки 2 или установкой нерегулируемых упоров 30 с конечными выключателями 31 на съемных направляющих 29, являетс постоянным, а оси цапф 17 пересекаются с осями цилиндрических расточек кулис 1Ь под прямым углом, величина подачи L определяется как Ц h, tgc, где h, - расстояние от оси 15 двуплечих рычагов 14 до осей цапф 17 кулис 16; t - угол поворота двуплечих рычагов 14 или шестерни 27, определяемый величиной хода рейки 28. т.е. положением неподвижных упоров 30 с конечными выключателями 31 .
Таким образом, для изменения величины перемещения клети достаточно изменить высотное положение опоры 21 Для этого включается привод (не показан) механизма 23 перемещения, и вращение червячного колеса 25 посредством передачи винт - гайка и соединения паз - выступ преобразуется в поступательное (вертикальное) перемещение опоры 21 в стойке 22. Контроль за вертикальным положением опоры 21 осуществляется с помощью соответствующих указателей, установленных, например, на пульте уппосредством эксцентриковых втулок 54 55 равления (не показано). Далее вклю0
5
0
5
0
5
0
5
0
ством 5Ь ее поворота, выполненным в виде корпуса 57, тяги 58, жестко скрепленной с рейкой 59 электромагнита 60, и пружины 61.
Величина эксцентрн :итета е экс- цен триковых втулок 54 выполнена больше половины высоты торцового соединительного элемента 49 втулки 48. Стан работает следующим образом. Перед началом работы стана устанавливается заданная величина L хода рабочей клети по направляющим 2, которая зависит от величины подачи, определяемой сортаментом стана. С другой стороны, величина хода клети определяется углом поворота дву- плечих рычагов 14 и расстоянием между осью расточек опоры 21 для размещения оси 15, жестко связывающей двуплечие рычаги 14, и осью цапф 17 кулис 16, размещенных в разъемных корпусах 19, скрепленных с корпусом 1 клети. При этом в силу того, что угол поворота дву-плечего рычага 14, определяемый величиной хода рейки 28 или установкой нерегулируемых упоров 30 с конечными выключателями 31 на съемных направляющих 29, является постоянным, а оси цапф 17 пересекаются с осями цилиндрических расточек кулис 1Ь под прямым углом, величина подачи L определяется как Ц h, tgc, где h, - расстояние от оси 15 двуплечих рычагов 14 до осей цапф 17 кулис 16; t - угол поворота двуплечих рычагов 14 или шестерни 27, определяемый величиной хода рейки 28. т.е. положением неподвижных упоров 30 с конечными выключателями 31 .
Таким образом, для изменения величины перемещения клети достаточно изменить высотное положение опоры 21. Для этого включается привод (не показан) механизма 23 перемещения, и вращение червячного колеса 25 посредством передачи винт - гайка и соединения паз - выступ преобразуется в поступательное (вертикальное) перемещение опоры 21 в стойке 22. Контроль за вертикальным положением опоры 21 осуществляется с помощью соответствующих указателей, установленных, например, на пульте уп5 равления (не показано). Далее вклю


| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Прокатно-ковочный стан | 1980 |
|
SU937067A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1362515A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Прокатный стан | 1989 |
|
SU1667961A1 |
Изобретение относится к металлургии, а именно к обработке металлов давлением, и может быть использовано для производства заготовок простых, фасонных и периодических, например, винтовых профилей, получаемых на прокатных станах шаговой деформации, устанавливаемых вместе с машинами непрерывного литья заготовок (МНЛЗ). Цель изобретения - повышение надежности в работе стана при упрощении его конструкции. При захвате и деформации заготовки клеть 1 перемещается от гидроцилиндров со скоростью, равной скорости заготовки, при этом за счет поворота двуплечих рычагов 14 рейки 12 перемещаются в направлении, противоположном направлению перемещения клети, а самотормозящийся червяк и обойма 6 находятся в застопоренном положении, так как кинематические цепи механизмов возвратно-поступательного перемещения клети и поворота обоймы посредством средств 44 включения разомкнуты. Движение клети с заготовкой осуществляется до завершения реверса кассеты с валками, в результате чего образуется зазор между валками и заготовкой. После этого клеть возвращается в исходное положение, а средства включения замыкаются, соединяя червяк с рейкой 12, кантовка обоймы 6 завершается с установкой клети в исходное положение, в котором валки смещены относительно заготовки на величину подачи. Величина перемещения клети регулируется за счет изменения высотного положения опоры 21 с установленной в ней осью 15 двуплечего рычага 14. Это позволяет снизить затраты на эксплуатацию стана и повысить его производительность. 3 з.п. ф-лы, 10 ил.
и сопряжена с ними, например, шпоночным соединением 53. Одна из эксцентриковых втулок 54 снабжена средчаются цилиндры 37, под действием которых кассета 36 с валками 32 совершает управляемые возвратно-постунательные перемещения, и заготовка, выходящая со скоростью разливки на МНЛЗ, поступает к валкам 32. В момент захвата заготовки валками 32 включаются цилиндры 40 и клеть со скоростью, равной скорости заготовки, деформируя заготовку, перемещается в прямом направлении, при этом за счет поворота двуплечих рычагов 14 рейки 12 перемещаются в направлении, противоположном направлению перемещения клети,- а самотормозящийся червяк 8 и обойма 6 относительно корпуса 1 клети неподвижны, так как кинематические цепи механизмов воз- ратно-постунательного перемещения корпуса 1 и поворота обоймы б посредством средств 44 включения храповых механизмов 45 одностороннего деист- вия (фиг, 8) или управляемых муфт 48 включения (фиг. 9) разомкнуты. Это движение клети .вместе с заготовкой осуществляется до завершения реверса кассеты 36 с валиками 32 ци- линдрами 37, в результате которого образуется зазор между валками 32 и заготовкой. После этого клеть посредством цилиндров 40 возвращается в исходное положение.
При перемещении клети в исходное положение кинематические цепи механизмов возвратно-поступательного перемещения корпуса 1 и поворота обоймы Ь посредством средств 44 включения, т.е. храповых механизмов 45 од- постороннего действия или управляемы муфт 48 включения, замыкаются. При этом вследствие того, что угол поворота двуплечих рычагов 14 - величина постоянная, оси цапф 17 кулис 16 пересекаются с осями их цилиндрических расточек под прямым углом, а угол кантовки обоймы 6 определяется выражением ., где L1 - величина хода рейки 12, величина которого не зависит от соотношения его составляющи величин, кантовка обоймы 6 будет завершаться одновременно с установкой клети в исходное положение, и кото- ром валки 32 смещены относительно заготовки на величину подачи.
Операции по замыканию и размыканию указанных кинематических, цепей производится известным образом. Так, при исполнении средств 44 включения по типу храпового механизма 45 замыкание кинематической цепи обеспечивается сопряжением рабочих поверхнос
5
0
S
тей собачек 47 и венцов 46. Указанные операции осуществляются автоматически (свойства храповых механизмов одностороннего действия). При выполнении средств 44 включения по типу муфты 48 замыкание кинематической цепи производится включением электромагнита 60, а размыкание - пружиной 61,
Плавное торможение подвижных масс клети при ее остановках и кантовке обоймы 6 обеспечивается с помощью гидроаппаратуры поршневых цилиндров 40 и 37 клети и кассеты ЗЬ.
Синхронизация движения клети и кассеты обеспечивается средствами автоматизации стана (электрической схемой управления).
Изобретение применимо при установке прокатно-ковочного стана вне технологических линий МНЛЗ, например, в составе специализированных участков для производства рациональных заготовок п условиях машиностроительных предприятиях, что позволит упростить оборудование путем исключения одного устройства кантовки.
Упрощение конструкции стана достигается за счет исключения дорогостоящего и материалоемкого .регулируемого привода устройства кантовки обоймы, исключения индивидуальных механизмов плавного торможения обоймы в корпусе при ее кантовке, так как в качестве тормозного механизма используется существующая гидроаппаратура поршневого привода клети, а фиксация обоймы от произвольного поворота в процессе работы стана осуществляется установкой самотормозящегося червяка.
Повышение надежности работы стана обеспечивается упрощением системы управления, исключением операции по согласованию работы привода перемещения клети и устройства кантовки.
Предлагаемый прокатный стан позволяет в результате повышения надежности в работе (уменьшение внеплановых остановок, снижение трудозатрат на эксплуатацию и т.п.) обеспечить повышение производительности до 1,6%.
Формула изобретения
корпус клети, поворотную относительно корпуса обойму, размещенную в обойме посредством тела качения и зафиксированную относительно нее от поворота кассету с секторными рабочими валками, шарнирно соединенными рычагами с обоймой, средство поворота обоймы относительно корпуса, выполненное в виде зубчатой передачи, ведомое звено которой жестко скреплено с обоймой, а ведущее смонтировано на корпусе и связано с приводом поворота, механизмы торможения обоймы в корпусе при ее повороте и фик- сации от произвольного поворота в процессе работы стана, поршневые механизмы перемещения корпуса и кассеты относительно обоймы, систему управления станом с конечными выключателями, отличающийся тем, что, с целью повышения надежности работы стана при одновременном упрощении его конструкции, средство поворота обоймы выполнено в виде самотормозящейся червячной передачи и снабжено зубчатой передачей, выполненной в виде реек, смонтированных на собственных направляющих с возможностью перемещения относитель- но корпуса клети и взаимодействующих с шестернями, установленными на выходных валах упомянутого ведущего звена, и кинематической связью с корпусом, выполненной в виде двуплечего рычага, ось поворота которого установлена в опоре на неподвижной стойке, а плечи смонтированы в кулисах,
ti
S
19
Q 5 30
0
5
установленных соответственно на упомянутых рейках и в корпусе, при этом ось поворота двуплечего рычага установлена с возможностью вертикального перемещения и связан, со средством его подъема-опускания, выполненным в виде передачи винт - гайка, а шестерни реечных передач смонтированы с возможностью взаимодействия с выходными валами самотормозящегося червяка ведущего звена и снабжены средством включения.
Я.
п г ад/4
ШгЗ
/1
BudS
Фиг. 5
12
V//////////y///////////S/S//////////////////////r////////A
Фие.7
Фиг. 6
Я-У7,
51Щ
I
Ј-Ј
