J
Л7
/2
1Ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для осевой настройки прокатной клети | 1977 |
|
SU682296A1 |
| Устройство для осевой настройкипРОКАТНОй КлЕТи | 1979 |
|
SU839640A1 |
| Способ настройки роликовой проводки прокатной клети и устройство для его осуществления | 1981 |
|
SU975132A1 |
| Способ контроля осевой настройки прокатной клети и устройство для его осуществления | 1978 |
|
SU749474A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1378962A2 |
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Вводная роликовая коробка | 1977 |
|
SU958001A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
Изобретение относится к производству сортового проката в металлургии и может быть использовано в конструкциях валковой арматуры сортовых станов. Арматура позволяет ускорить замену арматуры при износе калибра или смене профиля и сократить простои сортового стана. Вводная роликовая кассета 6 установлена по направляющим зубьям плит 3 и 4, закрепленных на стенках корпуса. Плиты 3 и 4 имеют форму клина с подъемом в сторону валков клети. Эксцентриковый механизм закрепления кассеты 6 в корпусе с прижимной клиновой планкой 10 и валиком 11 кинематически связан с двуплечим рычагом 16, установленным шар- нирно на корпусе со стороны валков стана, который может выталкивать кассету 6 при ее раскреплении эксцентри- с ковым механизмом. 3 ил. -// (Л
фид.2
Изобретение относится к прокатно- t-ry производству и может быть использовано для прокатки профилей преимущественно- на непрерывных сортопрокатных станах.
Целью изобретения является ускорение смены кассеты вводной валковой арматуры сортовой прокатной клети.
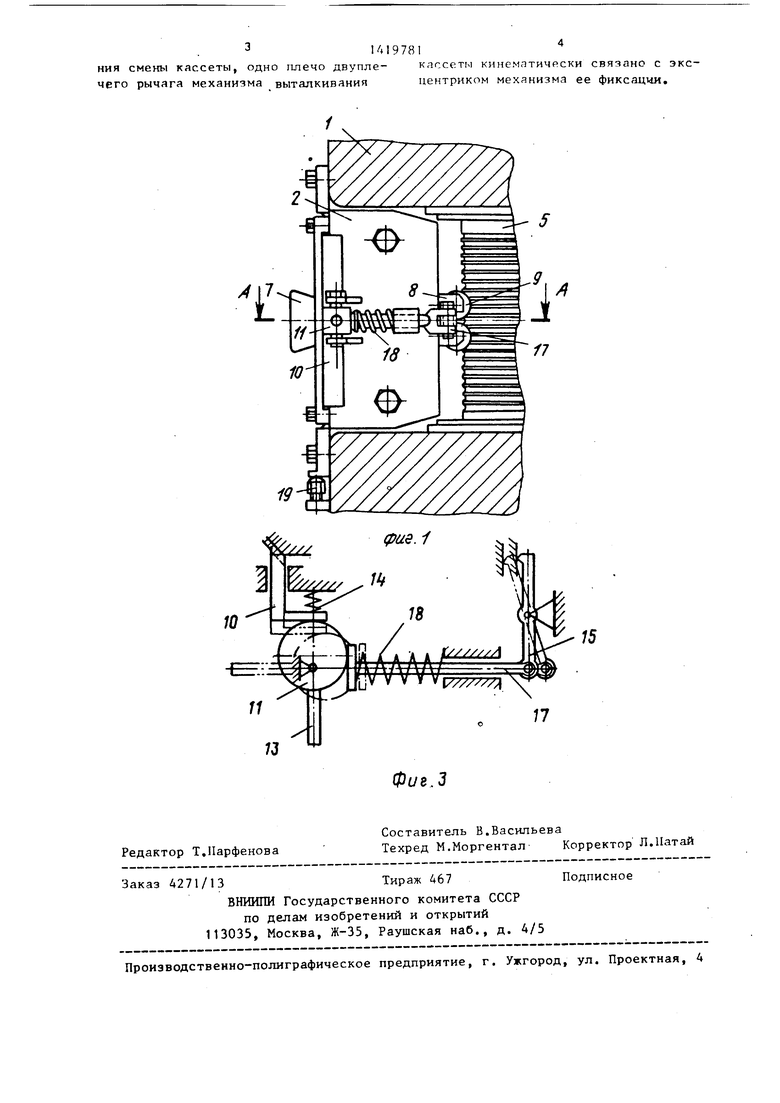
На фиг.1 показано предлагаемое устройство, общий вид; на фиг.2 - разрез А-А на Фиг.1; на Фиг.З - кинематическая схема механизма прижима и вытапкнваиия кассеты.
На станине 1 прокатной клети установлен корпус 2, выполненный в виде прямоугольной рамы с выступами для его крепления. Внутри него установлены плиты 3 и 4 с направляющими зубьями вдоль оси прокатки. Шаг между зубьями на плитах выполнен равным или кратным шагу нареэки калибров на валках 5 клети. Плиты 3 и 4 выполнены клиновыми с подъемом клина в сторону валков 5. В направляющие пазы зубьев между плитами 3 и 4 установлена вводная роликовая кассета 6, содержащая направляющие проводки 7, роликодер- жатели 8 с роликами.9. Кассета 6 закреплена в корпусе прижимной клиновой планкой 10, которая прижата к скосу на задней стороне кассеты. Механизм фиксации кассеты 6 включает эксцентриковый валик I1, шарнир 12 и рычаг 13. Для раскрепления кассеты Ь планка 10 подпружинена относительно корпуса 2 пружиной 14. Механизм выталкивания кассеты содержит шарнир 15, на котором смонтирован двуплечий рычаг 16, одно плечо которого взаимодействует с кассетой 6, а другое че- реЗ толкатель 17 с пружиной 18 связано с эксцентриковым валиком 11 механизма фиксации кассеты. Для регулировки положения корпуса 2 с нижней его стороны установлена- колпачковая гайка 19.
Устройство работает следующим образом.
Вне линии стана устанавливают в корпусе 2 вводную роликовую кассету 6 (а также выводную с выходной стороны клети) и настраивают клеть перемещением корпуса 2, добиваясь совмещения оси кассеты 6 с осью нужного калибра. При повороте эксцентрикового валика 11 планкой 10 закрепляют касгету 6. В этом положении двуплечий рычаг 16 отжат толкателем 17 и
0
5
0
5
0
5
0
5
0
5
пружиной 18, . его конец не взаимодействует с кассетой. Клеть устанавливают в линию стана и прокатывают - требуемые профили. При износе калибра валков 5, роликов 9 кассеты или смене профиля и переходе на дпугой калибр при помощи рычага 13 и эксцентрикового валика 11 раскрепляют кассету, одновременно с этим толкатель 17 перемещает двуплечий рычаг 16, который выталкивает кассету из клинового гнезда на 4-10 мм (в зависимости от эксцентриситета механизма и соотношения длины плеч рычага 16), Этой величины достаточно, чтобы расклинить кассету 6, которая может быть заклинена меяду зубьями плит 3 и 4 в результате нагрева или бурения раската в кассете. Далее кассету вынимают и переставляют на другой калибр, при этом установку производят в соответствущие калибру направляющие зубья плит 3 и А. Так как шаг между зубьями плит равен или кратен шагу нарезки калибров на валках, то установка кассеты на эти зубья гарантирует совмещение осей кассеты и нужного для прокатки калибра. Кассету закрепляют и производят прокатку на новом калибре.
Установка роликовой кассеты по направляющим зубьям клиновых плит бруса, соответствующим нарезке прокатных валков стана, позволяет повы- , сить точность этой установки. Выполнение зубчатых плит в виде односторонних клиньев, а также конструкция эксцентрикового механизма закрепления кассеты позволяют облегчить освобождение кассеты при ее переустановке или замене, что сокращает простои стана. Операции по установке и замене арматуры сокращаются в 1,5-2 раза, при этом простои стана сокращаются на , что, например, для стана 250 составляет 35-40 ч в год.
Формула изобретения
Вводная валковая арматура сортовой прокатной клети, содержащая корпус, в котором в клиновых направляющих установлена кассета с направляющими пропусками и роликодержателями с роликами, эксцентриковьпЧ механизм ее фиксации, механизм ее выталкивания с двуплечим рычагом, отличающаяся тем, что, с целью ускоре 1419781
ния смены кассеты, одно гглечо двупле- кассеты кинематически связано с экс- чего рычага механизма выталкивания центрнком механизма ее фиксации.
17
| Устройство для гидропрессования с волочением | 1980 |
|
SU952400A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ПРОВОДКИ ПРОКАТНОГО СТАНА | 0 |
|
SU349433A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
