1
Изобретение относится к прокатному производству, а именно к конструкциям прокатных станов с волно- вьм движением прокатываемого металла, и может быть использовано на машиностроительных и металлургических заводах преимущественно для листовой прокатки труднодеформируемых заготовок.
Цепью изобретения является расширение сортамента прокатываемых полос и повышение производительности стана за счет разупрочнения металла в процессе прокатки путем его многократного знакопеременного изгиба.
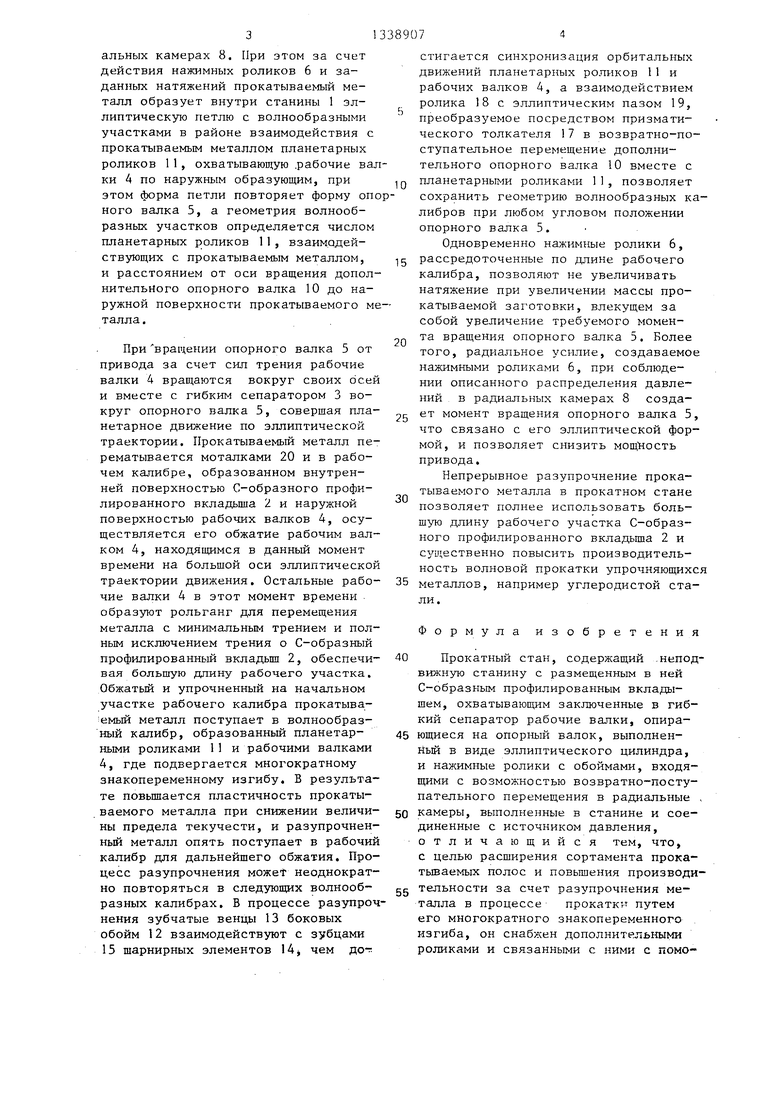
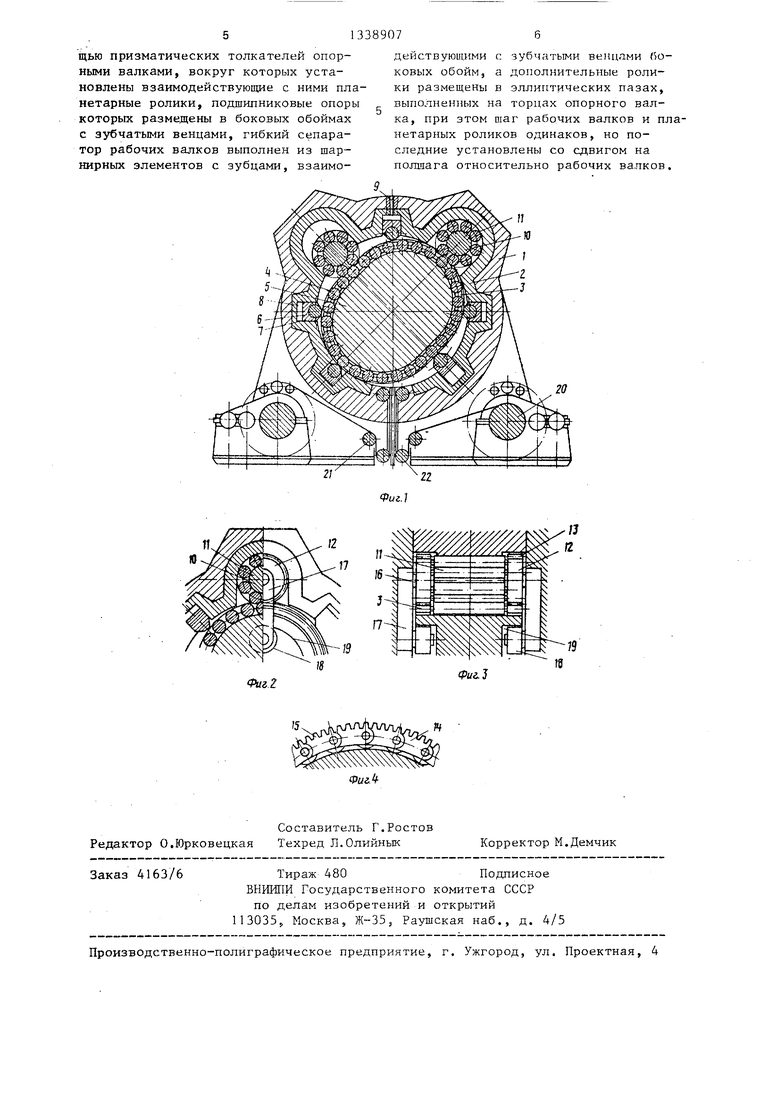
На фиг. 1 изображен прокатный стан, продольный разрез; на фиг, 2 -- дополнительный ролик с планетарными роликами, вид сбоку; на фиг„ 3 - то же, вид спереди; на фиг. 4 - фрагмент гибкого сепаратора.
Прокатный стан содержит неподвижную станину 1 с размещенным в ней С-образным профилированным вкладышем 2, охватывающим заключенный в гибкий сепаратор 3 рабочие валки 4, обкатывающиеся по опорному валку 5, выполненному в виде эллиптического цилиндра, и нажимные ролики 6 с обоймами 7, входящими с возможностью возвратно-поступательного перемещения в радиальные камеры 8, выполненные в станине 1 и соединенные с источником давления, например компрессором (не показан), пос-редством каналов 9,
Для расширения сортамента прокатываемых полос и повышения производительности стана за счет разупрочнения металла в процессе прокатки путем его многократного знакопеременного изгиба прокатный стан снабжен дополнительными опорными валками 10, вокруг которых установлены взаимодействующие с прокатываемым металлом пданетарные ролики I1, подшипниковые опоры которых размещены в боковых обоймах 12 с зубчатыми венцами 13, гибкий сепаратор 3 выполнен из шарнирных элементов 14 с зубцами 15, взаимодействуюш ми с зубчатыми венцами 13 боковых обойм 2, а оси 16 дополнительных опорных валков 10 посредством призматических толкателей 17, проведенных в пазах станины 1, соединены с роликами 18, размещенными в эллиптических пазах
5
0
5
0
5
0
5
0
19, выполненных на торцах опорного валка 5, при этом планетарные ролики 1 размещены между рабочими валками 4.
Для обеспечения перемотки прокатываемой ленты и создания требуемых натяжений стан снабжен также моталками 20 и отклоняющими 21 и натяжными 22 роликами.
В простейшем случае .эллиптический паз 19 повторяет профиль опорного валка 5 так, что в процессе прокатки расстояние от оси вращения дополнительного опорного валка 10 до наружной поверхности прокатываемого металла остается неизменным. При этом призматический толкатель 17 совершает возвратно-поступательное перемещение в пазу станины 1. Эллиптический паз 19 может быть двухсторонним, ограничивающим ролик 18. как сверху, так и снизу. Призматический толкатель 17 может быть выполнен раздвижным и снабженным дистанционно управляемым нажимным механизмом для облегчения задачи прокатываемой полосы и регулировки волнообразного калибра, образованного рабочими валками 4 и планетарными роликами 11. Диаметр дополнительного опорного валка 10 может быть увеличен так, что с прокатываемым металлом взаимодействуют более двух планетарных роликов 11. В зависимости от длины рабочего участка С-об- разного профилированного вкладьш1а 2 число дополнительных опорных валков 10 может быть различным.
Для улучшения динамики системы стан может быть : Снабжен синхронизированным с вращением опорного валка 5 распределителем, обеспечиваюш;им повьш1ение давления в радиальных камерах 8 при прямом ходе обойм 7 (к центру опорного валка 5) и снижение давления в них при обратном ходе (от центра опорного валка 5). Распределитель (не показан) при прямом ходе подключает радиальные камеры 8 к компрессору, при обратном - к сливу.
Прокатный стан работает следующим образом.
gg После задачи заготовки одним из известных способов устанавливаются необходимые натяжения и скорости вращения привода опорного валка 5, а также необходимые давления в радиальных камерах 8. При этом за счет действия нажимных роликов 6 и заданных натяжений прокатываемый металл образует внутри станины 1 эллиптическую петлю с волнообразными участками в районе взаимодействия с прокатываемым металлом планетарных роликов 1 1 , oxвaтывaюD yю .рабочие валки А по наружным образующим, при этом форма петли повторяет форму опоного валка 5, а геометрия волнообразных участков определяется числом планетарных роликов 11, взаимодействующих с прокатываемым металлом, и расстоянием от оси вращения дополнительного опорного валка 10 до наружной поверхности прокатываемого металла .
При вращении опорного валка 5 от привода за счет сил трения рабочие валки 4 вращаются вокруг своих осей и вместе с гибким сепаратором 3 вокруг опорного валка 5, соверщая планетарное движение по эллиптической траектории. Прокатываемый металл перематывается моталками 20 и в рабочем калибре, образованном внутренней поверхностью С-образного профилированного вкладьша 2 и наружной поверхностью рабочих валков 4, осуществляется его обжатие рабочим валком 4, находящимся в данный момент времени на большой оси эллиптической траектории движения. Остальные рабочие валки 4 в этот момент времени образуют рольганг для перемещения металла с минимальным трением и полным исключением трения о С-образный профилированный вкладьш 2, обеспечивая большую длину рабочего участка. Обжатьй и упрочненный на начальном участке рабочего калибра прокатыва- емьш металл поступает в волнообразный калибр, образованный планетарными роликами 11 и рабочими валками 4, где подвергается многократному знакопеременному изгибу. В результате повышается пластичность прокатываемого металла при снижении величины предела текучести, и разупрочнен- ный металл опять поступает в рабочий калибр для дальнейшего обжатия. Процесс разупрочнения может неоднократно повторяться в спецующк х волнообразных калибрах. В процессе разупрочнения зубчатые венцы 13 боковых обойм 12 взаимодействуют с зубцами 15 шарнирных элементов 14 чем до
5
0
5
0
5
стигается синхронизация орбитальных движений планетарных роликов I1 и рабочих валков 4, а взаимодействием ролика 18 с эллиптическим пазом 19, преобразуемое посредством призматического толкателя 17 в возвратно-поступательное перемещение дополнительного опорного валка 10 вместе с планетарными роликами 11, позволяет сохранить геометрию волнообразных калибров при любом угловом положении опорного валка 5.
Одновременно нажимные ролики 6, рассредоточенные по длине рабочего калибра, позволяют не увеличивать натяжение при увеличении массы прокатываемой заготовки, влекущем за собой увеличение требуемого момента вращения опорного валка 5. Более того, радиальное усилие, создаваемое нажимными роликами 6, при соблюдении описанного распределения давлений в радиальных камерах 8 создает момент вращения опорного валка 5, что связано с его эллиптической формой, и позволяет снизить мощность привода.
Непрерывное разупрочнение прокатываемого металла в прокатном стане позволяет полнее использовать большую длину рабочего участка С-образного профилированного вкладьш1а 2 и существенно повысить производительность волновой прокатки упрочняющихся металлов, например углеродистой стали.
Формула изобретения
Прокатный стан, содержащий .неподвижную станину с размещенным в ней С-образным профилированным вкладышем, охватывающим заключенные в гибкий сепаратор рабочие валки, опира- ющиеся на опорный валок, выполнен- ньй в виде эллиптического цилиндра, и нажимные ролики с обоймами, входящими с возможностью возвратно-поступательного перемещения в радиальные . камеры, выполненные в станине и соединенные с источником давления, отличающийся тем, что, с целью расширения сортамента прока- тьюаемых полос и повьш1ения производительности за счет разупрочнения металла в процессе прокатки путем его многократного знакопеременного изгиба, он снабжен дoпoлнитeльны fи роликами и связанными с ними с помо
щью призматических толкателей опорными валками, вокруг которых установлены взаимодействующие с ними планетарные ролики, подшипниковые опоры которых размедены в боковых обоймах с зубчатыми венцами, гибкий сепаратор рабочих валков выполнен из шарнирных элементов с зубцами, взаимозубчатыми венцами бодополнительные роли- эллиптических пазах, торцах опорного вал
ка, при этом щаг рабочих валков и планетарных роликов одинаков, но последние установлены со сдвигом на полшага относительно рабочих валков.
20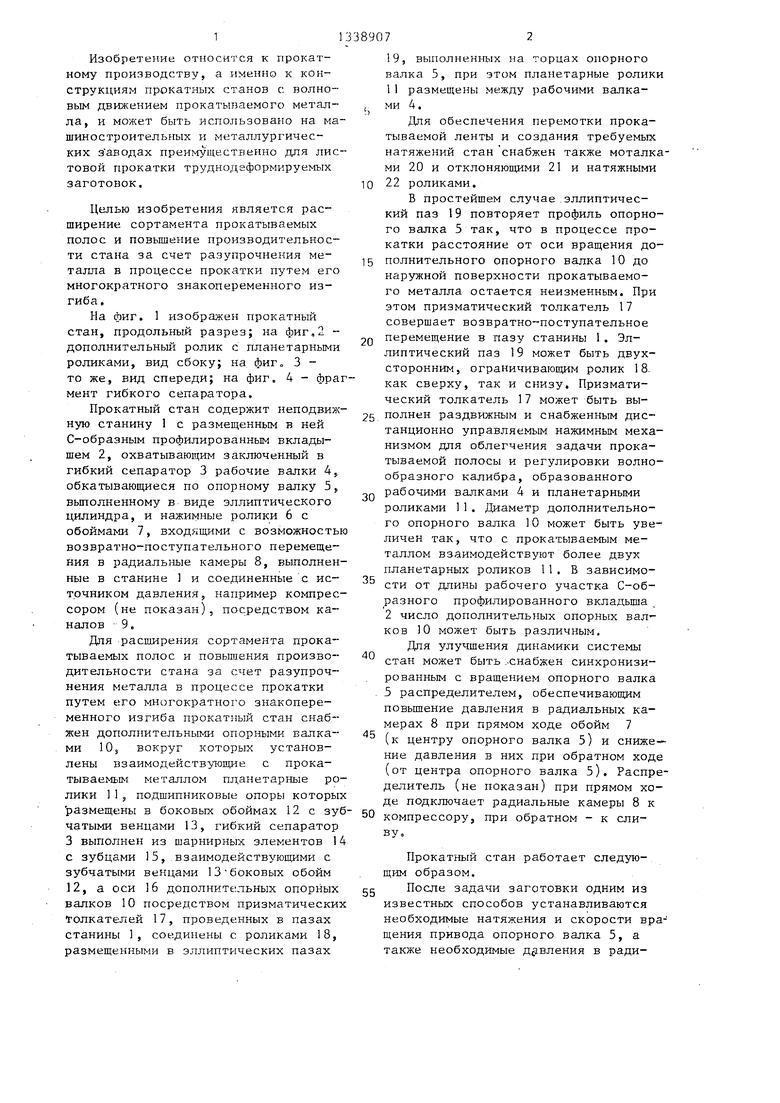
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1984 |
|
SU1174106A1 |
| Прокатный стан | 1984 |
|
SU1196045A1 |
| Прокатный стан | 1983 |
|
SU1117096A1 |
| Прокатный стан | 1987 |
|
SU1421436A1 |
| Способ продольного разделенияСОВМЕщЕННыХ пРОфилЕй и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU816581A1 |
| Прокатный стан | 1986 |
|
SU1349810A1 |
| ПОЛОСОВОЙ ПЛАНЕТАРНЫЙ ПРОКАТНЫЙ СТАН | 1970 |
|
SU263533A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| Прокатный стан | 1983 |
|
SU1135503A1 |
Изобретение относится к прокатному производству, а именно к конструкциям прокатных станов с волновым движением прокатываемого металла, и может быть использовано на машиностроительных и металлургических заводах преимущественно для листовой прока-тки труднодеформируемых заготовок. Цель изобретения - расширение сортамента прокатываемых полос и повьшение производительности за счет разупрочнения металла в процессе прокатки путем его многократного знакопеременного изгиба. Дополнительные планетарные валки образуют с рабочими волнообразные калибры, где металл подвергается многократному знакопеременному изгибу. В результате повышается пластичность прокатываемого металла при снижении величины предела текучести. Синхронизация работы планетарных и рабочих валков достигается взаимодействием зубчатых венцов обоймы, планетарных валков и Сепаратора рабочих. 4 ил. Ш СО :о : 00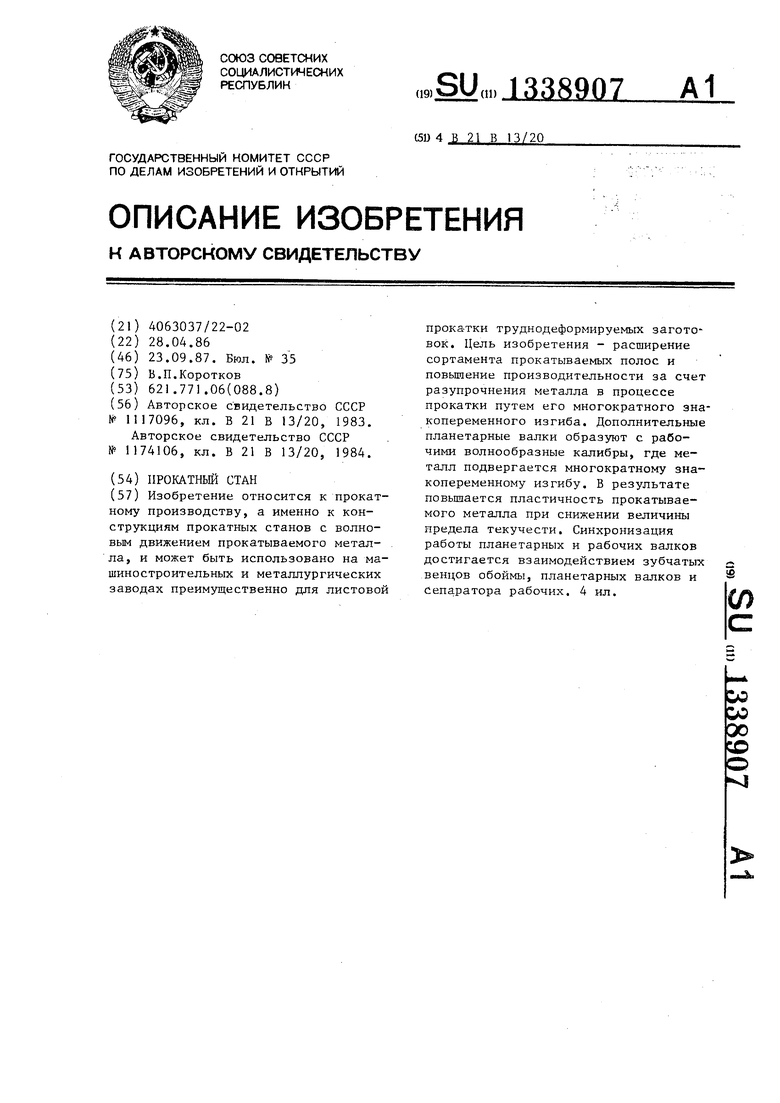
10
Фи&г
Фиг.}
Составитель Г.Ростов Редактор О.Юрковецкая Техред Л.Олийнык
Заказ 4163/6
Тираж 480Подписное
ВНИИГ1И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Демчик
| Прокатный стан | 1983 |
|
SU1117096A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный стан | 1984 |
|
SU1174106A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
