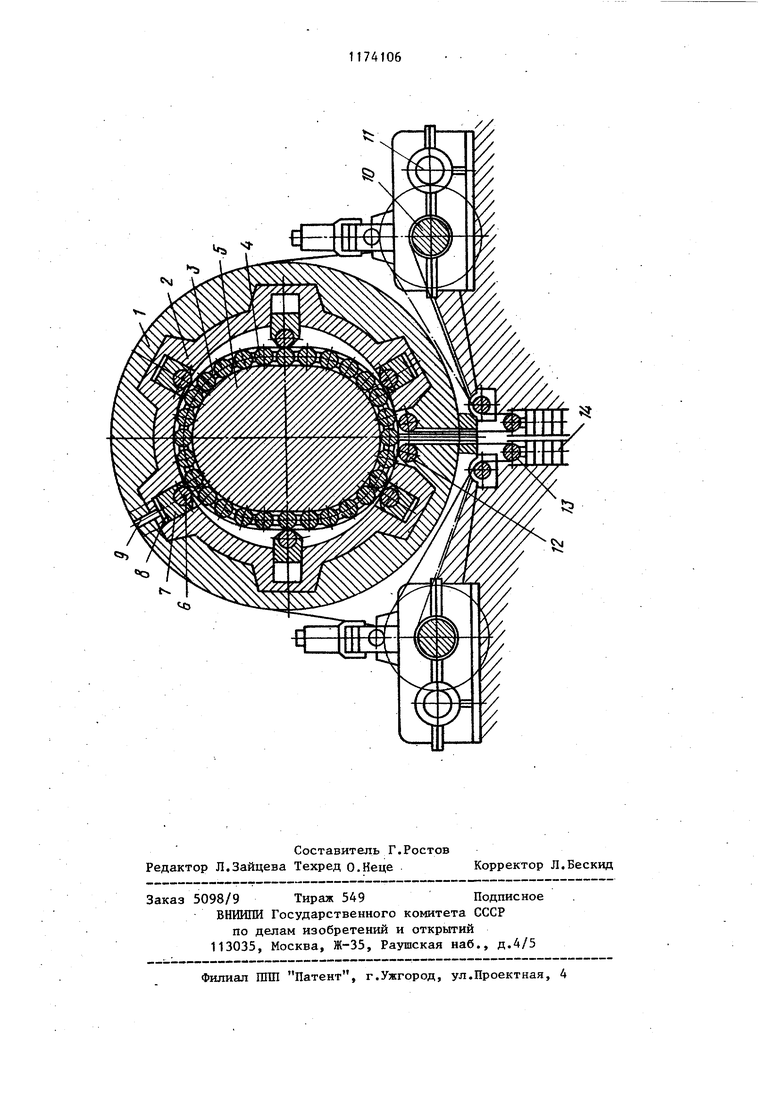
i1 Изобретение относится к прокатном производству, а именно к конструкция прокатных станов с волновым движением прокатьшаемого металла, и может быть использовано на машиностроитель ных и металлургических заводах преимущественно листовой прокатки. Известен прокатный стан, содержащий неподвижную станину с размещенны в ней С-образным профилированным вкладышем, охватывающим заключенные в поворотный сепаратор рабочие валки обкатывающиеся по опорному валку. В этом стане С-образный профилированный вкладыш выполнен в виде кольцевого сектора с концентричной относительно оси вращения сепаратора наружной поверхностью. Сектор опирается на ролики, контактирующие со станиной, и снабжен приводом возвратно-поступательного перемещения, включающим в себя пневмоцилиндр и демпфирующую пружину. Имеется также индивидуальный привод сепаратора. Благодаря замене трения скольжения прокатываемого металла о плиту трением качения сектора о станину,данный стан при высоком качестве проката одновременно обеспечивает увеличе ние обжатия за цикл Си« Однако скорость прокатки в стане ограничена инерционностью совершающих возвратно-поступательное движение элементов (кольцевой сектор, опорные ролики между сектором и стаНИНОЙ, поршень и шток пневмоцили«дра имеющих большую массу. Кроме того, ограничена длина рабочего участка С-образного профилированного вкладыша, так как оно не может превьш1ать расстояния между двумя соседними рабочими валками в сепараторе. Все это снижает производительность известного прокатного стана. Наиболее близким по технической сущности к изобретению является прокатный стан, содержащий неподвижную станину с размещенным в ней С-образным профилированным вкладышем, охватьшакщим заключенные в гибкое привод ное кольцо рабочие валки, обкатьшающиеся по опорному валку, выполненному в виде эллиптического цилиндра. В известном прокатном стане за счет волнового движения прокатьшаемо го металла исключается его трение о вкладыш, снижается масса движущихся элементов, увеличивается длина рабо6чего участка вкладьш1а и обжатие может достигать 95-98% без опасности потери устойчивости прокатываемого металла, как это может иметь место в планетарных прокатных станах C2j. Однако в известном прокатном стане для организации волнового движения прокатываемого металла необходимо охватывание рабочих валков петлей прокатьгааемогр металла, что достигается обеспечением переднего и заднего натяжений. При этом заднее натяжение создает момент, препятствующий моменту, создаваемому приводом, .вращать опорный валок. Увеличение толщины прокатываемой заготовки влечет за собой увеличение требуемого приводного момента, а следовательно, увеличение мощности привода, габаритов и массы конструкции стана. Все это ограничивает повьш1ение производительности стана за счет увеличения массы прокатьшаемой заготовки. Целью изобретения является повышение производительности путем увеличения массы прокатываемой заготовки. Поставленная цель достигается тем, что прокатный стан, содержащий неподвижную станину с размещенным в ней С-образным профилированным вкладышем, охватывакицим заключенные в гибкое приводное кольцо рабочие валки, об- , кЪтьшающиеся i по опорному валку, выполненному в виде эллиптического цилиндра, снабжен нажимными роликами с обоймами, входящими с возможностью возвратно-поступательного перемещения в радиальные камеры, выполненные в станине и соединенные с источником давления. На чертеже схематично изображен предлагаемый прокатный стан, продольный разрез. Прокатный стан содержит неподвижную станину 1 с размещенным в ней С-образным профилированным вкладьш1ем 2, охватываищим заключенные в гибкое приводное кольцо 3 рабочие валки 4, обкатывающиеся по опорному валку 5, выполненному в виде эллиптического цилиндра. Для повышения производительности за счет увеличения массы прокатьшаемой заготовки прокатный стан снабжен нажимными роликами 6 с обоймами 7, входящими с возможностью возвратно-поступательного перемещения в радиальные камеры 8, выполненные в станине 1 и соединенные с источником давления, например компрессором посредством канала 9, Для улучшения динамики системы стан может быть снабжен синхронизированным с врап1ением опорного валка 5 распределителем, обесп(ечиваю1цнм повьпиение давления в радиальных камерах 8 при прямом ходе обойм 7 (к центру опорного валка 5) и снижение давления в них при обратном ходе (от центра опорнЬго валка 5). Распределитель (не показан) при прямом ходе подключает радиальные камеры 8 к компрессору, при обратном - к сливу Для обеспечения перемотки прокатываемой ленты и создания требуемых натяжений стан снабжен также моталками 10 с приводами 11, отклоняющи ш 12 и натяжными 13 роликами с грузами 14, Прокатный стан работает следующим образом. После, задачи заготовки одним из известных способов устанавливаются необходимые натяжения скорости и направления вращения приводов опорного валка 5 и гибкого приводного кольца 3, а также необходимые давления в радиальных камерах 8. При этом за счет действия нажимных роликов 6 заданных натяжений прокатываемый нетапл образует внутри станины 1 эллиптическую петлю, охватывакяцую рабо чие валки 4 по наружным образующим и форма петли повторяет форму опор ного валка 5. При вращении опорного валка 5 от привода за счет сил трения рабочие валки 4 вращаются вокруг своей оси и вместе с гибким приводным кольцом 3 - вокруг опорного валка 5, соверша планетарное движение. ПрокатываемЕдй металл перематьтается моталками 10 и в рабочем калибре, образованном внутренней поверхностью С-образного профилированного вкладьша 2 и наружной поверхностью рабочих валков 4, осуществляется его обжатие рабочим валком 4, находящимся в данный момент времени на большой оси эллиптического цилиндра опорного валка.5. Остальные рабочие валки 4 в этот момент времени образуют рольганг для перемещения ме- талла с минимальным трением и полным исключением трения о С-обраэный профи лированньй вкладыш 2 обеспечивая большую длину рабочего участка. Одновременно нажимные ролики 6, рассредоточенные по ее длине, позволяют не увеличивать натяжение при увеличении толщины прокатываемой заготовки, влекущее за собой увеличение требуемого момента вращения опорного валка 5. Более того, радиальное усилие, создаваемое нажимными роликами 6, при соблюдении описанного распределения давления в радиальных камерах 8 само может создать момент вращения опорного ролика 5, что связано с его эллиптической формой и в ряде случаев отказаться от внешнего привода. Принудительное формирование деформационной петли прокатываемого металла в предлагаемом прокатном стане позволяет существенно повысить его производительность за счет увеличения массы заготовки, увеличивает удельную мощность стана, так как не требует при увеличении массы заготовки увеличивать мощность привода, габариты и массу конструкции. Это снижает металлоемкость конструкции и потребные производственные площади цеха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1984 |
|
SU1196045A1 |
| Прокатный стан | 1986 |
|
SU1338907A1 |
| Прокатный стан | 1983 |
|
SU1117096A1 |
| Прокатный стан | 1987 |
|
SU1421436A1 |
| Прокатный стан | 1986 |
|
SU1349810A1 |
| Прокатный стан | 1983 |
|
SU1135503A1 |
| Прокатный стан | 1987 |
|
SU1503909A1 |
| Прокатный стан | 1985 |
|
SU1274785A1 |
| Прокатный стан | 1987 |
|
SU1503908A1 |
| Прокатный стан | 1986 |
|
SU1342543A1 |
ПРОКАТНЫЙ СТАН, содержащий неподвижную станину с размещенным в ней С-образным профилированным г сггооз дя T;;;:::,;tjs ;.;: f:jt;:-Ps;;4 вкладышем, охватывающим заключенные в гибкое приводное кольцо рабочие валки, обкатывающиеся по опорному валку, выполненному в виде эллиптического цилиндра, отличающийся тем, что, с целью повышения производительности путем увеличения массы прокатываемой заготовки, он снабжен нажимными роликами с обоймами, входящими с возможностью возвратно-поступательного перемещения в радиальные камеры, выполненные в станине и соединенные с источником давления.
| Клеть планетарного стана | 1975 |
|
SU547243A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР по заявке 3645714/22-02, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ч | |||
