п
Vutf
Изобретение относится к прокатному производству, а ИМЕННО к конструкциям ррокатных станов с волновым движением прокатываемого металла, и может быть использовано на машиностроительных и металлургических заводах преимущественно для листовой прокатки трудно- деформируемых заготовок.
Целью изобретения является повы- шение производительности.
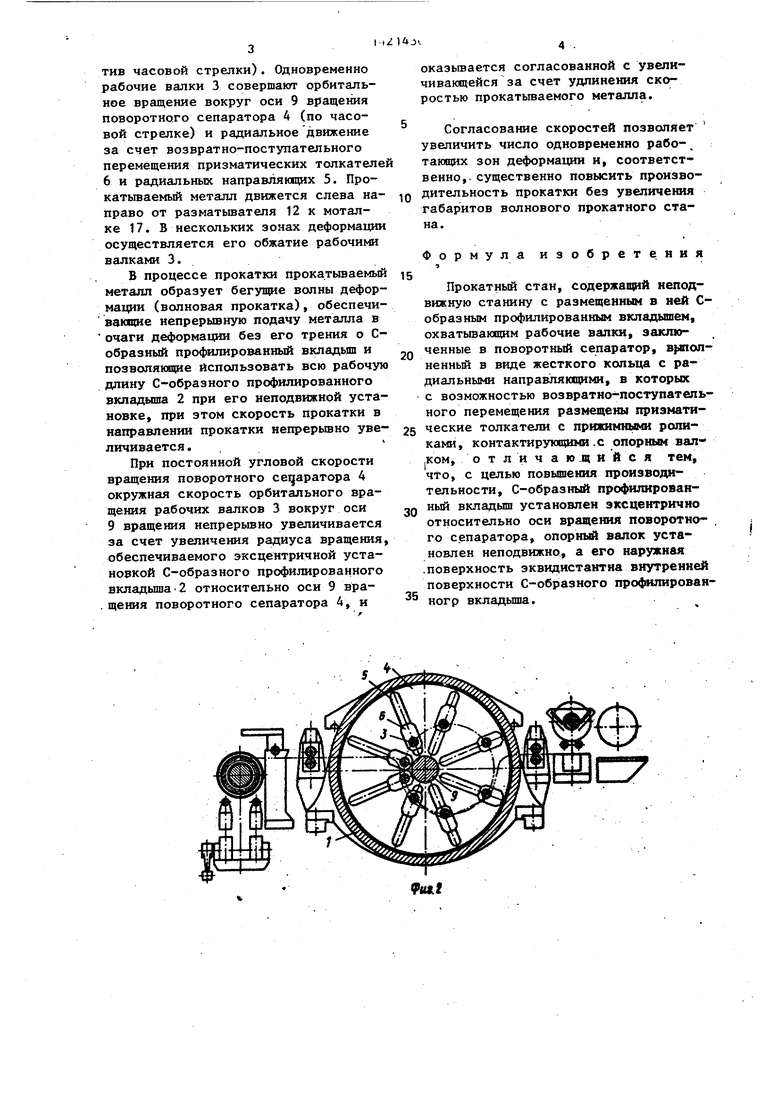
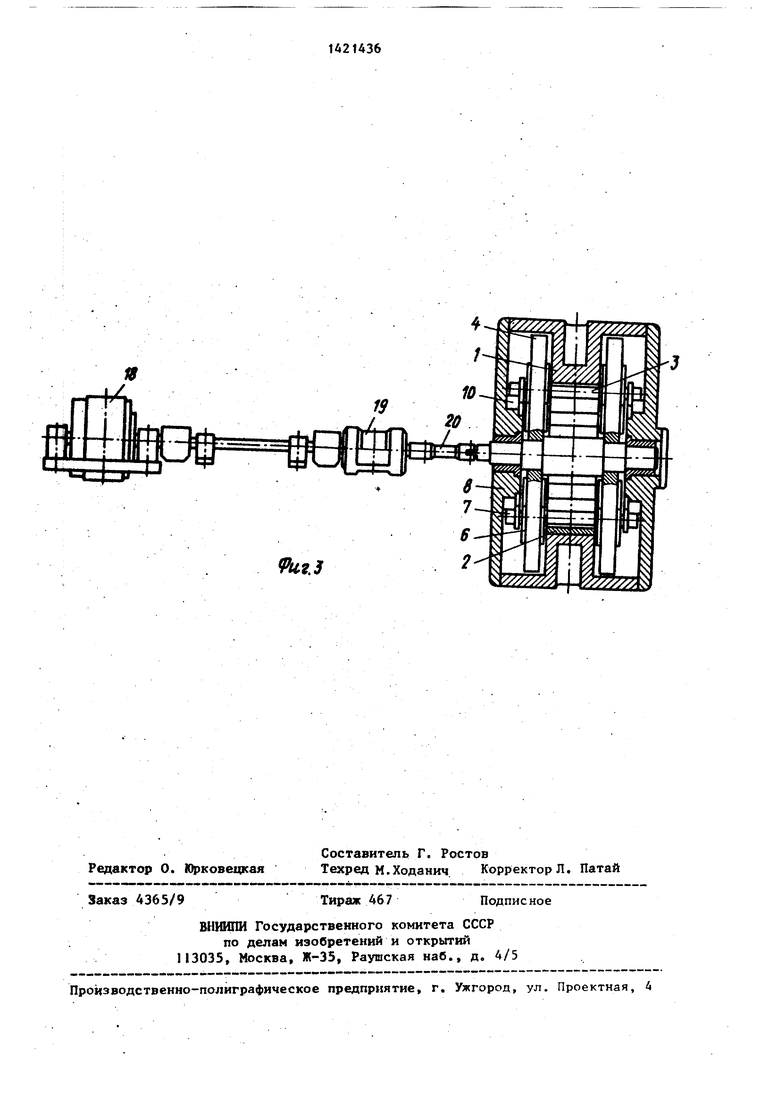
На фиг. 1 изображен прокатный стан, продольный разрез по С-об.раз- ному профилированному вкладышу; на ;фиг. 2 - то же, продольный разрез по (поворотному сепаратору; на фиг. 3 - поперечный разрез по оси вращения поворотного сепаратора.
Прокатный стан содержит неподвиж- иую станину 1 с размещенным в ней С-образным профилированным вклады- 1шем 2, охватывающим рабочие валки 3, заключенные в поворотный сепаратор А, выполненный в виде жесткого кольца с радиальными направляющими 5, в которых с возможностью возвратно- поступательного перемещения размещены призматические толкатели 6 с прижимными роликами 7, контактирующими с опорным валком 8. е образный профи- лированный вкладыш 2 установлен эксцентрично относительно оси 9 вращения поворотного сепаратора 4, опорный валок 8 установлен неподвижно, а его наружная поверхность 10 эквидистантна внутренней поверхности 11 С-образного профилированного вкладьша. 2.
В прокатном стане предусмотрены разматыватель 12, тянущие ролики 13 и 14, роликовые проводки 15 и 16 и моталка 17,
Поворотный сепаратор 4 нриводится во вращение от электродвигателя 18 через редуктор 19 и шпиндель 20.
Рабочий калибр образован ручьями, вьшолненными на рабочих поверх- ностях С-образного профилированного вкладьша 2 и рабочих валков 3 (не-показан) . Профиль С-образного профилированного вкладьппа 2 соответствует выбранному закону деформации прокаты ваемого металла. Например, при листовой прокатке профиль может быть выполнен по архимедовой спирали.
В прокатном стане допол1Й1тельно могут быть предусмотрены средства для измерения и малоинерционного регулирования скорости прокатки, переднего и заднего натяжений, температуры
проката и других параметров, средств для подачи смазки, эмульсий и т.п.
Прокатный стан работает следующим образом.
После задачи заготовки одним из известных способов устанавливаются необходимые переднее и заднее натяжения и требуемая скорость вращения электродвигателя 18. При этом прокатываемый металл образует внутри неподвижной станины 1 многоугольную петлю, охватывающую рабочие валки 3 по наружным образукщим.
Число зон деформации определяется числом рабочих валков 3, охваченных С-образным профилированным вкладышем 2. В рассматриваемом случае число зон деформации равно четырем.
При включении электродвигателя 18 в прокатном стане осуществляется волновая прокатка с возрастакяцей вдоль С-образного профилированного вкладыша 2 скоростью. Амплитуда бегущей волны деформации равна высоте сегмента, образованного дугой С-образно- па профилированного вкладыша 2 и со; ответствующей хордой прокатываемого. . металла мекду двумя соседними рабочими валками 3. Частота бегущей волны деформа ции равна частоте вращения поворотного сепаратора 4 вокруг оси 9 вращения. Перемещение металла определяется разностью длин указанных дуги и хорды. Возрастание скорости прокатки определяется увеличением радиуса орбитального вращения рабочих валков 3 вокруг оси 9 вращения.
Электродвигатель 18 через редуктор 19 и шпиндель 20 приводит поворотный сепаратор 4 во вращение.вокруг оси 9 вращения.
Прижимные, ролики 7 обкатываются по опорному валку 8 и прижимают рабочие валки 3 к С-образному профилированному вкладьш1у 2 непосредственно и через прокатьшаемый металл в зоне рабочего калибра. Эквидистантность наружной поверхности 10 опорного валка 8 внутренней поверхности 11 С-образного профилированного вкладьш1а 2 обеспечивает непрерывное контактирование рабочих валков 3 с С-образным профилированным вкладьш1ем 2 при его эксцентричной установке относительно оси 9 вращения поворотного сепаратора 4.
За счет сил трения рабочие валки 3 вращаются вокруг своей оси (против часовой стрелки). Одновременно рабочие валки 3 совершают орбитальное вращение вокруг оси 9 вращения поворотного сепаратора А (по часовой стрелке) и радиальное движение за счет возвратно-поступательного перемещения призматических толкателе 6 и радиальных направляющих 5. Прокатываемый металл движется слева направо от разматьшателя 12 к моталке 17. В нескольких зонах деформации осуществляется его обжатие рабочими валками 3.
В процессе прокатки прокатьшаемый металл образует бегущие волны дефор- ма1щи (волновая прокатка), обеспечи- вакщие непрерывную подачу металла в очаги деформации без его трения о С- образный профилированный вкладьш и позволяю цие использовать всю рабочую длину С-образного профилированного вкладыша 2 при его неподвижной установке при зтом скорость прокатки в направлении прокатки непрерьшно увеличивается.
При постоянной угловой скорости вращения поворотного сепаратора 4 окружная скорость орбитального вращения рабочих валков 3 вокруг оси 9 вращения непрерьтно увеличивается за счет увеличения радиуса вращения, обеспечиваемого эксцентричной установкой С-образного профилированного вкладыша2 относительно оси 9 вращения поворотного сепаратора 4, и
оказьтается согласованной с увеличивающейся за счет удлинения скоростью прокатьшаемого металла.
Согласование скоростей позволяет увеличить число одновременно рабо-, тающих зон деформации и, соответственно,, существенно повысить производительность прокатки без увеличения габаритов волнового прокатного стана.
Формула изобретения
.
Прокатный стан, содержали неподвижную станину с размещенным в ней С- образным профилированным вкладышем, охватьшающим рабочие валки, заключенные в поворотный сепаратор, щтоп- ненный в виде жесткого кольца с радиальными направлякщими, в которых с возможностью возвратно-поступательного перемещения размещены призматические толкатели с прижимными роликами, контактирующими.с опорным вал- .ком, отличаю.щийся тем, что, с целью повышения производительности, С-образный профилированный вкладьш установлен эксцентрично относительно оси вращения поворотного сепаратора, опорный валок установлен неподвижно, а его наружная .поверхность зквидистантна внутренней поверхности С-образного профилирован- ногр вкладьш1а.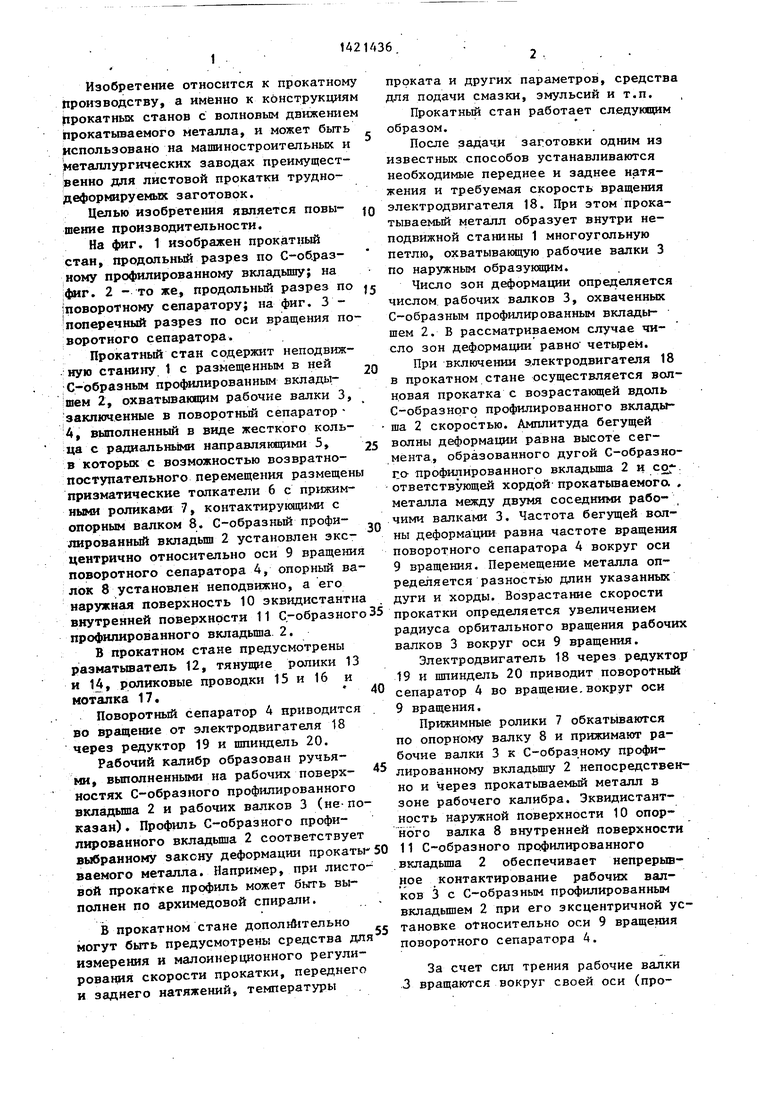
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1984 |
|
SU1174106A1 |
| Прокатный стан | 1983 |
|
SU1117096A1 |
| Прокатный стан | 1984 |
|
SU1196045A1 |
| Прокатный стан | 1986 |
|
SU1338907A1 |
| Прокатный стан | 1987 |
|
SU1503909A1 |
| Прокатный стан | 1986 |
|
SU1349810A1 |
| Прокатный стан | 1985 |
|
SU1247111A1 |
| Прокатный стан | 1983 |
|
SU1135503A1 |
| Прокатный стан | 1987 |
|
SU1503908A1 |
| Прокатный стан | 1985 |
|
SU1274785A1 |
Изобретение относится к прокатному производству, -., а именно к конструкциям прокатных станов с волновым движением прокатьшаемого металла, и может быть использовано на машиностроительных и металлургических заводах преимущественно для листовой прокатки труднодеформируемых заготовок. Цель изобретения - повьппение производительности. При прокатке сидящие на одной оси с рабочими валками 3 прижимные ролики обкатьшаются по неподвижному-опорному валку 8, Балки 3 прижимаются к С-образному профил1фованному вкладышу 2 непосредственно и через прокатьшаемый металл. Валки 3, вращаясь за счет сил трения вокруг своей оси, совершают орбитальное движение вокруг оси 9 и радиальное в лазах сепаратора. При постоянной угловой скорости вращения сепаратора окружная скорость орбитального вращения рабочих валков 3 вокруг оси 9 увеличивается за счет увеличения радиуса вращения и оказывается согла сованной с увеличивающейся за счет удлинения скоростью прокатываемого металла. Это условие позволяет организовать в прокатном стане несколько следующих один за другим очагов деформации без образования неустранимых деталей металла и тем самым существенно повысить производительность прокатки. 3 ил. (Л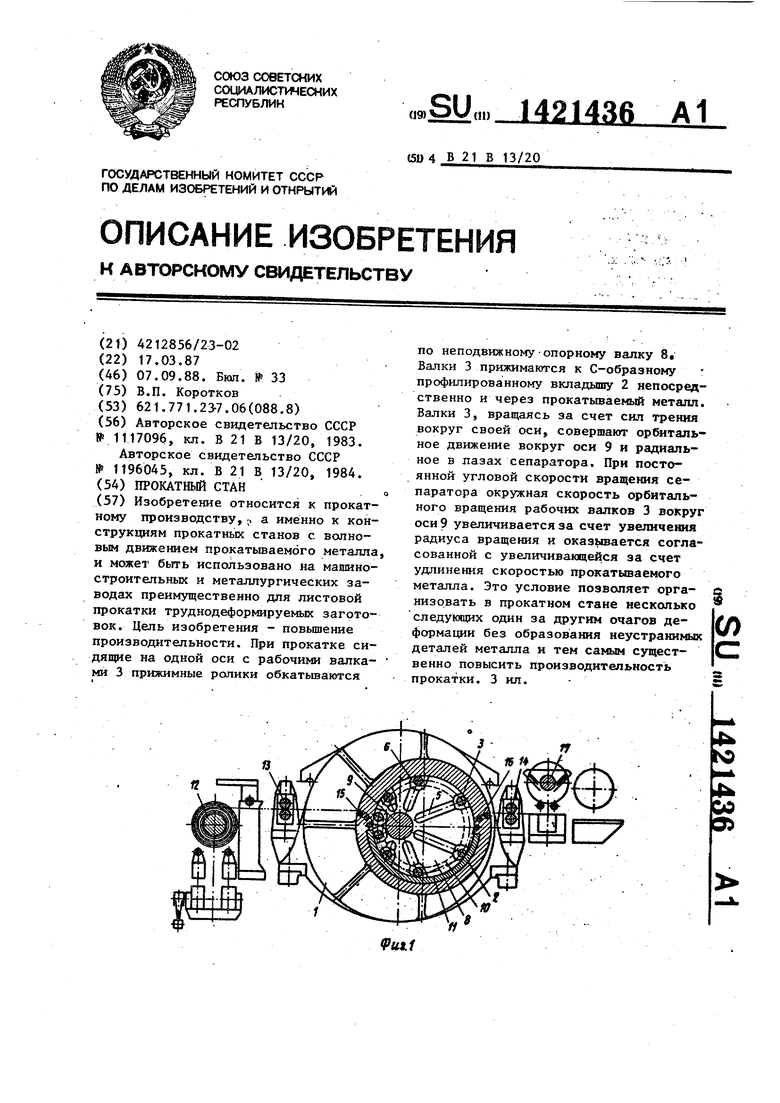
18
t3
Редактор О. Юрковецкая
Составитель Г. Ростов
Техред М.Ходанич. Корректор Л. Патай
Заказ 4365/9
Тираж 467
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Прокатный стан | 1983 |
|
SU1117096A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный стан | 1984 |
|
SU1196045A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
