113
Изобретение относится к нанесению гальванических покрытий и обработке поверхностей деталей немеханическими способами, в частности к приспособлениям для анодного растворения металлов, и является усовершенствованием устройства по авт,ев.№829733
Целью изобретения является повышение качества покрытия путем увеличения контакта анодного материала со стенками контейнера.
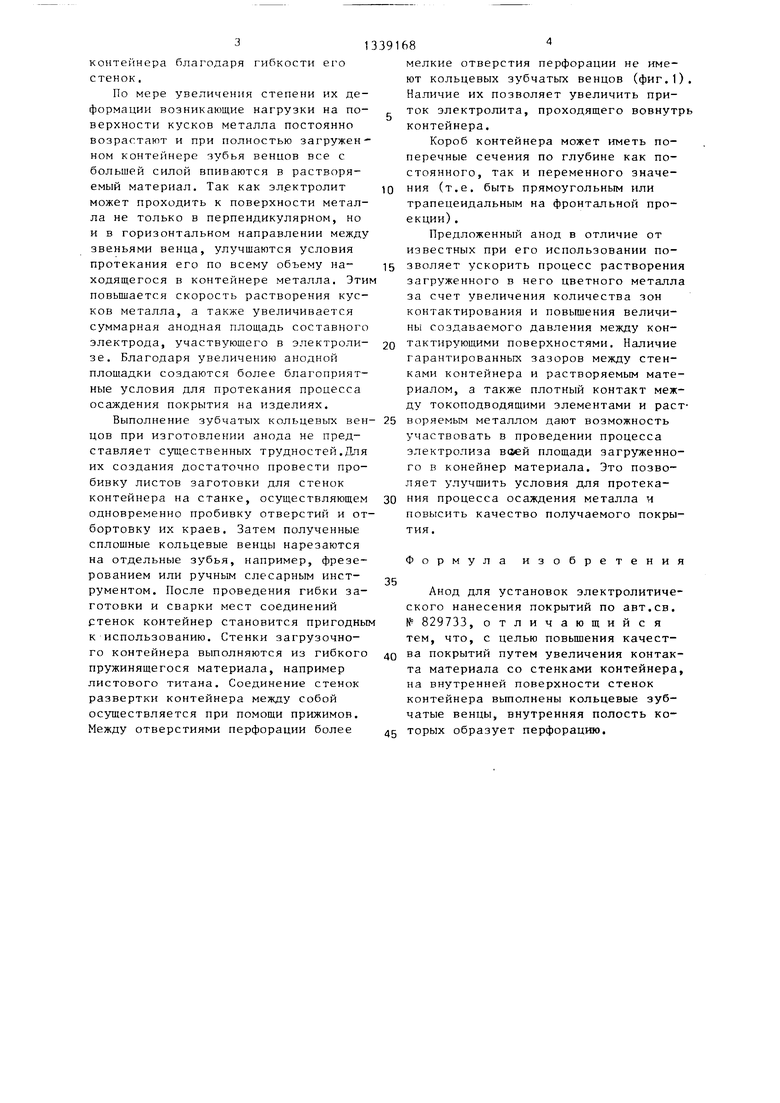
На фиг.1 представлен анод, общий вид; на фнг,2 - вид А на фиг.1; на фиг.З - узел I на фиг.1 (стрелками обозначены пути подхода находящегося в ванне электролита к помещенному ы KOHTeiiHep материалу) .
Анод содержит перфорированный
контейнер 1, который выполнен из гиб-20 стью кольцевых зубчатых венцов 8,
кого пр 7кинящего листового материала, загружают куски цветного металла 2, например титана. При изготовлении его используется перфорированный лист, имеющий форму развертки прямоугольного параллелепипеда. Он сгибается по ребрам и одна из его граней соединяется с соседними при помощи прижимов 3. Токовый подвод от анодной штанги А гальванической ванны к стенкам контейнера 1 осуществляется с помощью контактных элементов 5, выполненных в виде крюков, через прокладки 6. Соединение стенок контейнера 1 с прокладками 6 и токоподводящими элементами 5 производится заклепками 7. Крюки 5, прокладки 6 и заклепки 7 выполнены из материала, имеющего малое удельное сопротивление, например меди, или латуни. На внутренней поверхности стенок контейнера размещаются кольцевые зубчатые венцы 8, внутренняя полость KOTopbix является отверстием 9 перфорации.
Между этими отверстиями 9 перфорации в стенах анода имеются отверстия 10 меньшего диаметра для увеличения суммарной цлощади сообщения с электролитом.
Работа предлагаемого анода осуществляется следующим образом.
Растворяемые куски металла 2 загружаются s перфорированный контейнер 1, раздвигая изнутри и деформируя его гибкие пружинящие стенки, которые при этом приобретают криволинейные очертания. При этом в поверхность крайних кусков металла.
непосредственно контактирующих со стенками контейнера 1,впиваются зубья кольцевых венцов 8. Заглубление их определяется величиной приложенных при укладке усилий и упругостью самих составляющих контейнер стенок.
При завешивании анода на контактных крюках 5 в гальваническую ванну потенциал положительной полярности подается от штанги 4 к токоподводя- щим стенкам контейнера 1, а затем на контактирующие со стенкой куски металла 2.Заливаемый в ванну электролит проходит к растворяемому в аноде металлу через отверстия 10, а также через отверстия 9 перфорации, являющиеся внутренней поло25
И промежутки между их зубьями (направление движения потоков электролита внутри контейнера показано стрелками, фиг.З).
При растворении кусков металла и уменьшении их общего объема зубья кольцевых венцов 8 перемещаются в новое положение, передвигаясь заод30 но целое с гибкой пружинящей стенкой, которая стремится принять свою первоначальную плоскую форму по мере уменьшения величины распирающих контейнер усилий.
35 Так как введение в конструкцию устройства зубчатых кольцевых венцов способствует появлению гарантированных зазоров между стенками загрузочного контейнера и поверхностью
40 кусков металла, то последние со всех сторон омываются подходящим к ним из ванны электролитом.
При указанном конструктивном выполнении анода на поверхности помеща45 емых во внутреннюю часть анода кусков металла будут давить уже не одни только плоскости гибких стенок контейнера, а и многочисленные острые зубцы кольцевых венцов. При этом уве50 личивается как суммарное количество точек такого контактирования (практически каждый зубец вступает в контакт с поверхностью какого-либо куска металла, находящегося в контейне55 Р) и величина самого контактного давления.
Острые зубья кольцевых венцов при закладке металла не оказывают серьезного препятствия процессу наполнения
31
контеГшера благодаря гибкости его стенок,
По мере увеличения степени их деформации возникающие нагрузки на поверхности кусков металла постоянно возрастают и при полностью загруженном контейнере зубья венцов все с большей силой впиваются в растворяемый материал. Так как эл.ектролит может проходить к поверхности металла не только в перпендикулярном, но и в горизонтальном направлении между звеньями венца, улучшаются условия протекания его по всему объему на- ходящегося в контейнере металла. Эти повышается скорость растворения кусков металла, а также увеличивается суммарная анодная площадь составного электрода, участвующего в электроли- зе. Благодаря увеличению анодной площадки создаются более благоприятные условия для протекания процесса осаждения покрытия на изделиях.
Выполнение зубчатых кольцевых вен цов при изготовлении анода не представляет существенных трудностей.Для их создания достаточно провести пробивку листов заготовки для стенок контейнера на станке, осуществляющем одновременно пробивку отверстий и от бортовку их краев. Затем полученные сплошные кольцевые венцы нарезаются на отдельные зубья, например, фрезерованием или ручным слесарным инст- рументом. После проведения гибки заготовки и сварки мест соединений стенок контейнер становится пригодны к использованию. Стенки загрузочного контейнера выполняются из гибкого пружинящегося материала, например листового титана. Соединение стенок развертки контейнера между собой осуществляется при помощи прижимов. Между отверстиями перфорации более
68
мелкие отверстия перфорации не имеют кольцевых зубчатых венцов (фиг.1) Наличие их позволяет увеличить приток электролита, проходящего вовнутр контейнера.
Короб контейнера может иметь поперечные сечения по глубине как постоянного, так и переменного значения (т.е. быть прямоугольным или трапецеидальным на фронтальной проекции) .
Предложенный анод в отличие от известных при его использовании позволяет ускорить процесс растворения загруженного в него цветного металла за счет увеличения количества зон контактирования и повышения величины создаваемого давления между контактирующими поверхностями. Наличие гарантированных зазоров между стенками контейнера и растворяемым материалом, а также плотный контакт между токоподводящими элементами и растворяемым металлом дают возможность участвовать в проведении процесса электролиза воей площади загруженного в конейнер материала. Это позволяет улучшить условия для протекания процесса осаждения металла и повысить качество получаемого покрытия.
Формула изобретения
Анод для установок электролитического нанесения покрытий по авт.св. № 829733, отличающийся тем, что, с целью повьщ ения качества покрытий путем увеличения контакта материала со стенками контейнера, на внутренней поверхности стенок контейнера вьтолнены кольцевые зубчатые венцы, внутренняя полость которых образует перфорацию.
Вид А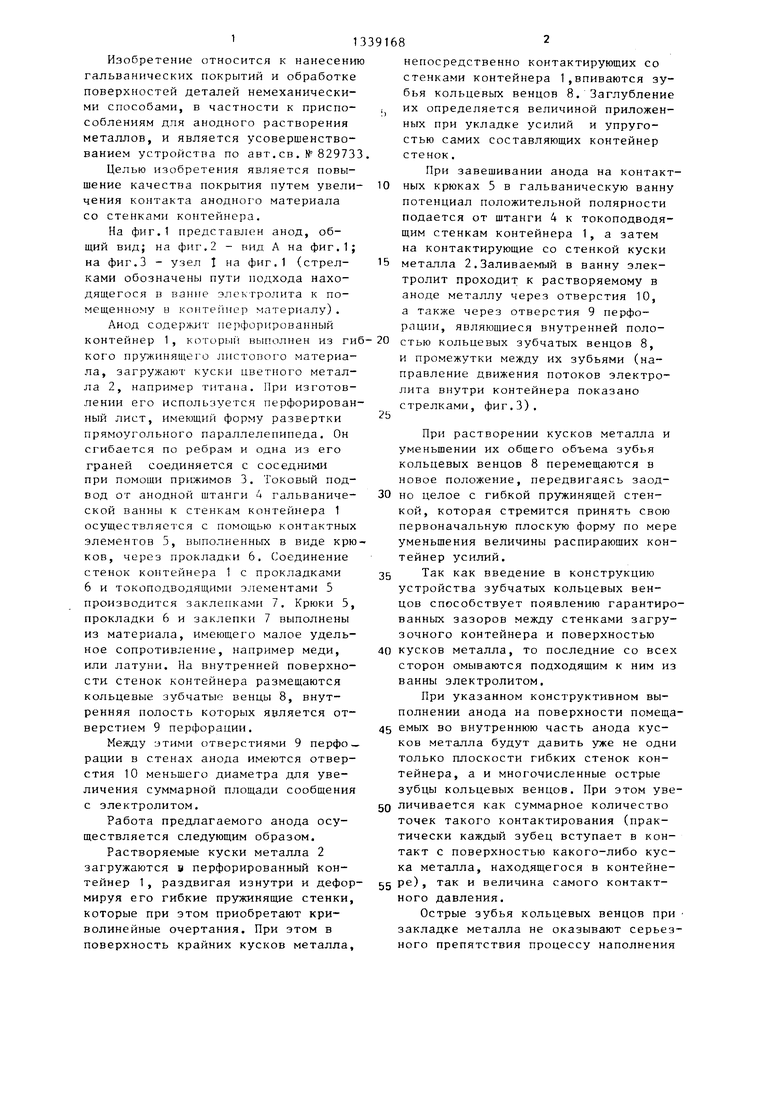
| название | год | авторы | номер документа |
|---|---|---|---|
| Анод для установок электролитическогоНАНЕСЕНия пОКРыТий | 1979 |
|
SU829733A1 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1713991A1 |
| АНОД ДЛЯ ЭЛЕКТРОЛИТИЧЕСКИХ ВАНН | 2018 |
|
RU2708725C1 |
| Анод для установок электролитического нанесения покрытий | 1982 |
|
SU1071670A1 |
| АНОД ДЛЯ ЭЛЕКТРОЛИТИЧЕСКИХ ВАНН | 1997 |
|
RU2112088C1 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1691430A1 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1754803A1 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1713992A1 |
| Контейнер для растворимых анодов гальванических ванн | 1988 |
|
SU1530643A1 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1756387A1 |
Изобретение относится к гальва- ническо обработке изделий, в частности к аноду для установок электролитического нанесения покрытий.Цель изобретения - повышение качества покрытия путем увеличения контакта аноднотч) материала со стенками контейнера. В перфорированный контейнер 1 , коюрый выполнен из гибкого пружинящего листового материала, например титана, загружают куски цветного металла 2. Они раздвигают гибкие стенки контейнера изнутри и деформируют их. При этом в крайние куски металла будут впиваться зубья кольцевые венцов 8, размещенных на внутренней поверхности стенок. Лнод завешивают на контактных крюках 5 в гальваническую ванну. Токовый подвод от анодной штанги и гальванической ванны к стенкам контейнера 1 ос 1цествляется с помощью контактных элементов 5 через прокладки 6. Соединение стенок контейнера 1 с прокладками 6 и токопроводяшими элементами 5 производится заклепками 7. Крюки 5, прокладки 6 и заклепки 7 выполнены из материала, имеющего малое удельное сопротивление, например меди или латуни. Заливаемый в ванну электролит проходит к растворяемому металлу через отверстия 10 и отверстия перформации, являющиеся внутренней полостью кольцевых зубчатых венцов 8, За счет наличия кольцевых зубчатых венцов и больщой площади сообщения с электролитом обеспечивается увеличение контакта стенок контейнера с анодным материалом.3 ил. (С (Л оо 00 о Oi 00 N)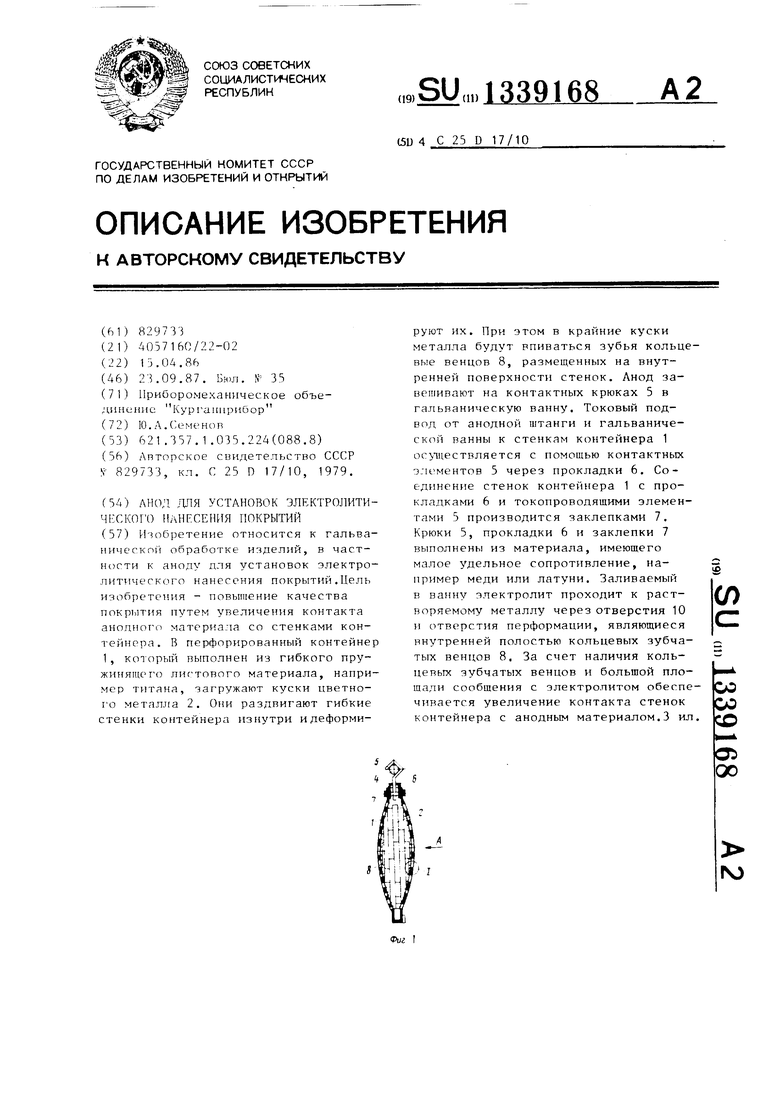
Редактор Н.Гунько
Составитель И.Саакова
Техред Л.Сердюкова Корректор И.Король
Заказ 4187/19 Тираж 612Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.-WS
Производстненно-иолиграфическое предприятие, f.Ужгород, ул.Проекiпая,4
Фиг.З
| Анод для установок электролитическогоНАНЕСЕНия пОКРыТий | 1979 |
|
SU829733A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
