Изобретение относится к швейным машинам с электронным управлением, программируемым на выполнение заданного числа стежкон в luae и применяемым на операциях стачивания деталей при изготовлении одежды, обуви, кожга. 1антерейных и других изделий легкой промып лениости.
Целью изобретения является новы пение пр(изводительности путем выпо;|пения вспо- м()г;гге, 1ьных операций во время выбега глав- поТо вала мап1ины.
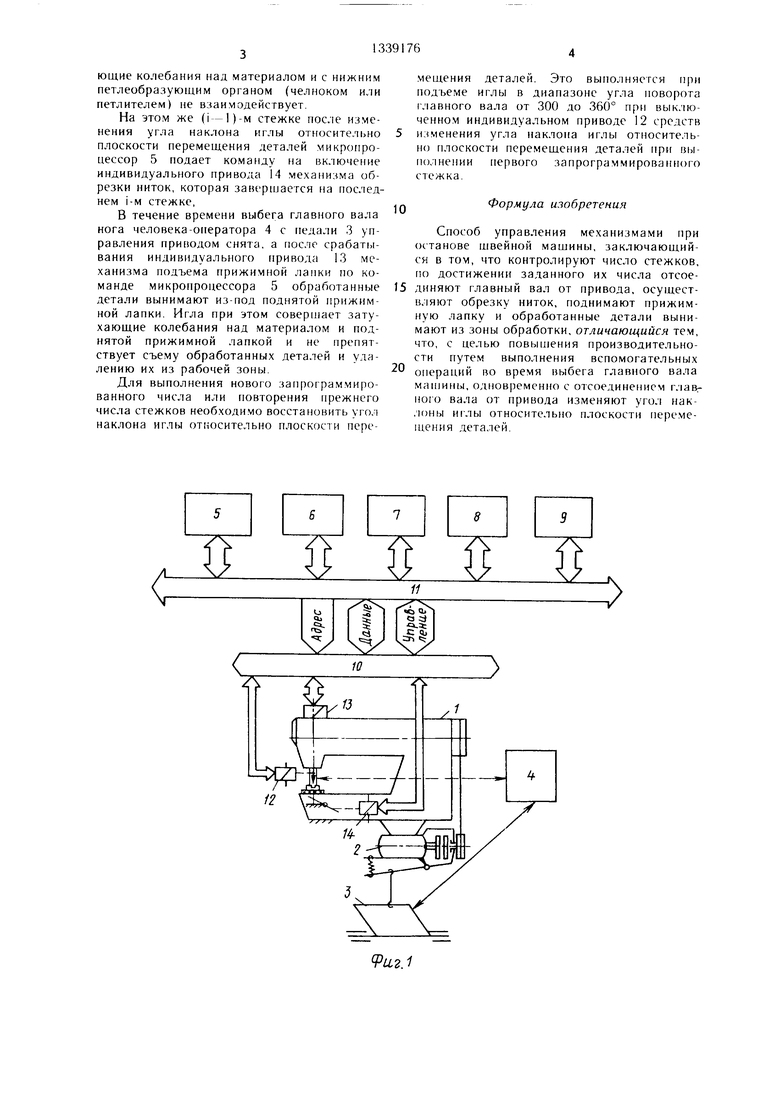
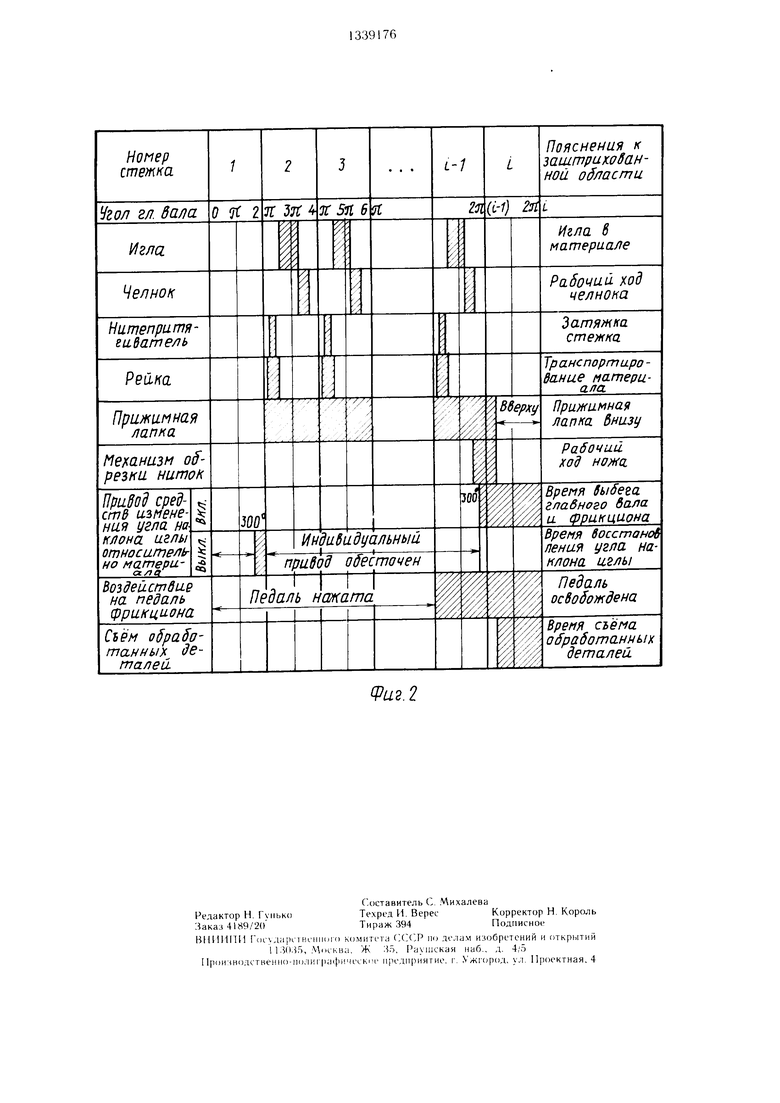
На фиг. I приведена схема устройства, при помощи которого может быть реализован предлагаемый способ; на фиг. 2 - циклограмма работы пшейной машины, реализующей данный способ.
Швейная машина 1 с фрикционным э:1ек- тронриводом 2 и педалью 3 управлепия прпводом (позицией 4 обозначен человек- оператор/ снабжена микропрограммным устройством управлепия, содержаплим микропроцессор 5, оперативное запомипаюшее уст- ройство (ОЗУ) 6, постояннее запоминаю- шее устройство (ПЗУ) 7, пульт 8 управления, источник 9 питания, а также интерфейс 10 исполнительных .механизмов выполнения вспомогательных операций и дат- чиков П(;л()же11ия исполнительных механизмов.
Исполнительные механизмы и датчики сопрягаются с микропрограммным устройством управления при помощи интерфейса 10 и обп1ей П1ины 11 микропрограммного устройства, которая также организует обмен инф(5рмацией между основными блоками микропро раммпого устройства.
Исполнительные механизмы выполнения вспомогательных операций содержат инди- видуальпый нг/ивод 12 средства изменения угла наклг)на иглы относительно п. юскости перемепк ния деталей и индивидуальные привод1)| 13 и 14 механизмов под 1)ема прижимной лапки и обрезки ниток соответ- CTLHMino. Датчил1 положения исполнительных механизмов (не показаны) отбирают инфор мацию о положении испол)ительных меха- Mii.iMOB и 4ejH 3 иптерфейс 10 передают в микропрО )аммное устройство управлепия.
Программа управления мехапизмами швейной машипы храпится в И.ЗУ микро- п|)()| раммного устройства. П)и работе ма- шип.ы микропроцессор 5 вьпюлняе коман- д|,| УТОП п(к)грамм1)1, ис11о;1ьзуя при рабочие ячейки ОЗУ 6. Ир()|рамма сгрочки хранит гакже ин()ормапию о количестве стежков в П1ве, п)ичем первый и два i 1 и i п()с.1едних стежка являются специальн1 1- ми и не учигываются при отработке П1ва, так как oiin необходи.м1л д,1я ор| анпзации . механизмами швейной ма1ПИ1П)1 в нача,1е и конце njEia соответственно.
(д1ОС1)б осуществляют с..1едук)щим об- ра ЮМ.
Ч(човек-оператор 4 включает источник 9 питания и с пульта 8 управлен)1я программирует число стежков в шве с учетом приведенных ограничений.
Процесс шитья выполняется в соответствии с циклограммой, приведенной на фиг. 2. Для удобства рассмотрения реализации способа примем, что в исходном состоянии перед выполнением первого стежка игла находится под углом 90° относительно плоскости пе)емен1ения деталей, т.е. ось И1 , 1ы и траектория ее перемещения со в г а да ют.
Человек-оператор 4 нажатием ноги на педаль 3 управления приводом присоеди- пяет главный вал гпвейной магпины I к приводу 2. Выполняется шов с заданным чис- , 1ом стежков. К(х:1ичество отработанных стежков контролируется микропроцессором 5 по сигналам сл датчика г.чавгюго вала (ге показан). При достижении заданного числа стежков на предпоследнем (i-1)-м стежке отсоединяют главный вал от привода 2 путем снятия ноги с педали 3 управления приводом. Для обеспечения отсоединения главного вала именно на (i-1)-м стежке возможно выполнение этого приема при ггомоши, например, дополнительного испол- ггительпого механизма (тяг ового электромаг- ггита и т.п), механически связанног о с педалью 3 управления приводом, а электрически и программно через интерфейс 10 с микропрО1г,ессором 5. В таком случае ггри подаче команды микропроцессором 5 на отсоединение привода указанный исгголни- тельный механизм принудительно возвра- цает (подтягивает вверх) в исходное сос- гояние педаль 3 управления приводом и, тем са.мым, отсоединяет главный вал от привода 2. При этом человек-оператор 4 снимает ногу с ггедали 3 управления приводом.
Одновременно с отсоединением главног о вала от ггривода 2 микропроцессор 5 iro- дает комапду }ia включение индивидуального привода 12 средств изменения yrvia наклона иглы относительно плоскости гге- ремегцеги1я деталей.
Изменение уг ла наклона иглы относительно нлоскости перемещения деталей во.зможно при иахождении иглы над материалом при под ьеме ее пос,че выхода острия из материа;1а 11|)и повороте главного вала на уг ол 270 360°. После изменения угла нак:1ог1а иглы относительно нлоскости пере- .мегцения деталей, что происходит в диапазоне поворота главного вала от 300 до 360, гга предггос геднем (i -1)-м стежке, так как около 30° уг. га поворота главного вала буется для догголпите. гьного подт,ема игльг па высоту ггод1,ема и толщипу подопгвы грижимной лапки, г лавный вал по инерции совергпает несколько оборотов, число которых зависит от скорости шитья па заключительном этапе перед отсоедппением г,:1ав- iroro вала от привода 2. После изменения наклог1а относительно нлоскости пере- мегцения деталей игла совершает затухающие колебания над материалом и с нижним петлеобразующим органом (челноком или петлителем) не взаимодействует.
На этом же (i - 1)-м стежке после изменения угла наклона иглы относительно плоскости перемещения деталей микропроцессор 5 подает команду на включение индивидуального привода 14 механизма обрезки ниток, которая завершается на последнем i-M стежке,
В течение времени выбега главного вала нога человека-оператора 4 с педали 3 управления приЕюдом снята, а после срабатывания индивидуального привода 13 механизма подъема прижимной лапки по команде микропроцессора 5 обработанные детали вынимают из-под поднятой прижимной лапки. Игла при этом совер1пает затухающие колебания над материалом и поднятой прижимной лапкой и не препятствует съему обработанных деталей и удалению их из рабочей зоны.
Для выполнения нового запрограм.миро- ванного числа или повторения прежнего числа стежков необходимо восстановить угол наклона иглы относительно плоскости пере0
5
0
мещения деталей. Это выполняется при подъеме иглы в диапазоне угла новорота главного вала от 300 до 360° при выключенном индивидуальном приводе 12 средств изменения угла наклона иглы отпоситель- но плоскости перемещения деталей при выполнении первого запрограммироваппого стежка.
Формула изобретения
Способ управления механизмами при останове щвейпой машины, заключающийся в том, что контролируют число стежков, по достижении заданного их числа отсоединяют главный вал от привода, осуществляют обрезку ниток, поднимают прижимную лапку и обработанные детали вынимают из зоны обработки, отличающийся тем, что, с целью повьпления производительности путем выполнения вспомогательных онераций во время выбега главного вала мап1ины, одновременно с отсоединением г.чавг пого вала от привода изменяют угол нак- . И)ны иглы относительно плоскости перемещения деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Швейная машина с программным управлением | 1986 |
|
SU1641913A1 |
| БЫТОВАЯ СТАЧИВАЮЩЕ-ОБМЕТОЧНАЯ МАШИНА | 1995 |
|
RU2078165C1 |
| КРАЕОБМЕТОЧНАЯ ШВЕЙНАЯ МАШИНА | 2011 |
|
RU2493302C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАСПУСКАНИЯ ШВА, УСТРОЙСТВО ПРЕДОТВРАЩЕНИЯ РАСПУСКАНИЯ ШВА И ТИП ШВА | 2012 |
|
RU2555807C1 |
| Способ прокладывания отделочных строчек на швейной машине с программным управлением | 1986 |
|
SU1440988A1 |
| СИСТЕМА УПРАВЛЕНИЯ ШВЕЙНОЙ МАШИНОЙ | 1993 |
|
RU2106443C1 |
| Способ предотвращения распускания шва многониточного цепного стежка, устройство предотвращения распускания шва для швейной машины многониточного цепного стежка и конструкция многониточного цепного стежка | 2012 |
|
RU2607318C2 |
| ШВЕЙНАЯ МАШИНА С МНОГОНИТОЧНЫМ ЦЕПНЫМ СТЕЖКОМ И УСТРОЙСТВОМ ПРЕДОТВРАЩЕНИЯ РАСПУСКАНИЯ ШВА | 2012 |
|
RU2563755C1 |
| МЕХАНИЗМ "ЗИГ-ЗАГ" ДЛЯ ШВЕЙНОЙ МАШИНЫ | 1993 |
|
RU2065899C1 |
| Устройство для управления закрепочным полуавтоматом | 1987 |
|
SU1413166A1 |
Изобретение относится к швейным ми- шинам с электронным управлением. Цел) изобретенияповышение производительности путем вьшо.1непия вспомогате,тьных операций во время Bi ioera главног о вала машины. Управ. кмше ме.хаиизмами при останове швейной машин1 1 осуществляют таким образом, что но время выбега главного вала выполняют вспомсм ате.чьшие оперлппп окончания шитья. Способ управления механизмами зак. почается li том, что контролируют число стежков, при досгижении за- данно1 о их чис, 1а отсоединяют главный ва,1 от нривода и одновременно нзмеияют угол нак. юна нглы относительно п,тоскости перемещения деталей. В течение времени выбега нран1аю1цпхся масс мехаршзмов швейной машины и фрикциона ось иг,:1ы находится под углом к плоскости перемепн - ния обрабатываемых деталей и нг,па совер- 1нает затухающие ко, 1ебания над поднятой ввер.х прижимной , 1апкой, материалом и иго.тьной пластиной и с петлеоб|1азу101ипм органом (пет. 1ителем пли че.шоком) не взаимодействует. Стачиваемые детали снимают с машины до окончания времеии выбега и останова главного вала, приче.м положение главного вала мап1ины в момент снятия стаченньгх деталей может быть .ио- бым. 2 ил. о О) со со со Oi
//
г
10
л.
9U2.1
(PU2.2
