aKesf,
sss
рй8
f
14
Изобретение относится к птейной промьшшенности и может использоваться в пшейных машинах с электронным программным управлением, программирумых на выполнение строчек заданной длины и применяемых на операциях стачивания, отделки и т.п. деталей при изготовлении одежды, обуви, кожгалан терейных и других изделий легкой промышленности.
Целью изобретения является повьше ние точности прокладывания строчек.
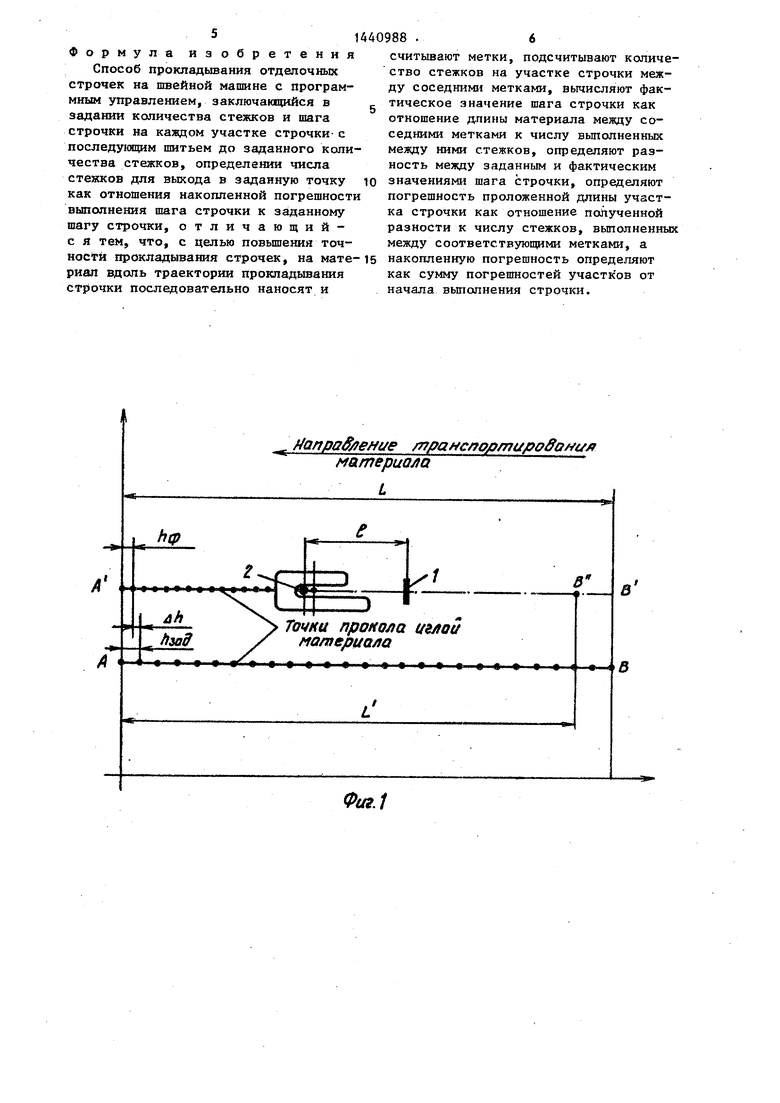
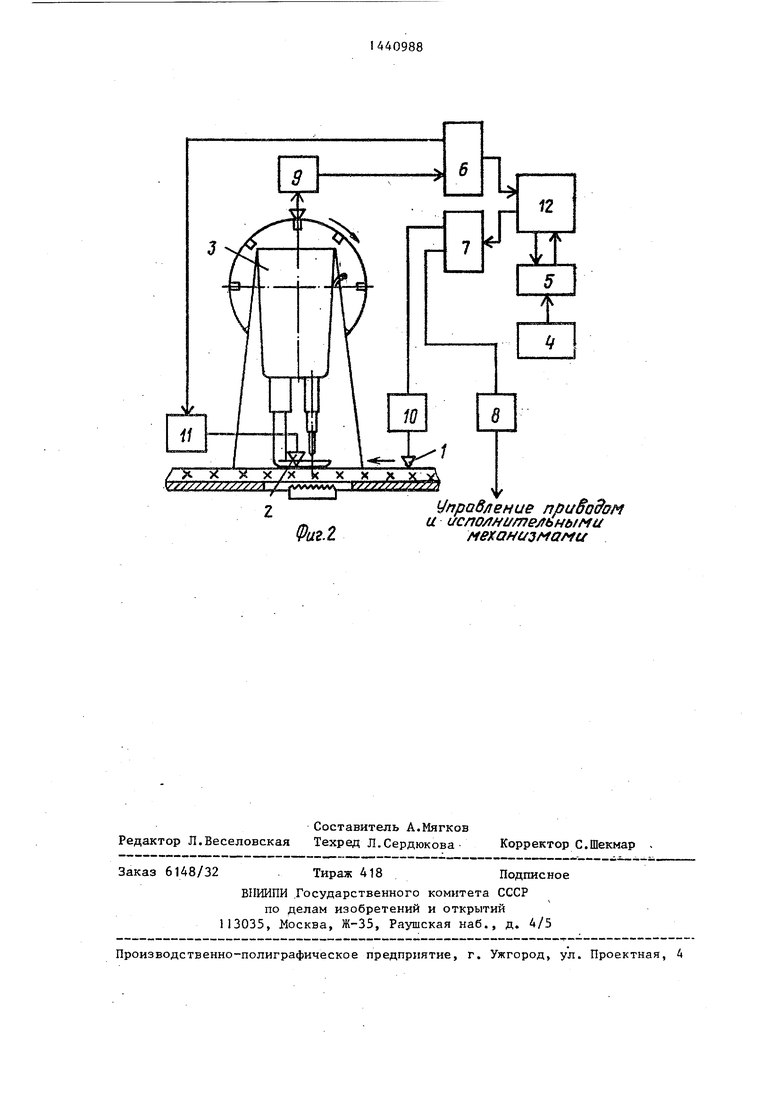
На фиг, 1 приведена схема, иллюстрирующая прокладьшание строчки с ис- пользованием предлагаемого способа, на фиг. 2 - схема швейной машины с электронным программным управлением, на которой может быть реализован предложенньй способ.
Способ прокладывания отделочных строчек на швейной машине с электронным программным управлением осуществляется следуницим образом.
На швейной машине с программным управлением программируют строчку АВ длиной L (фиг.1). Количество стежков которое необходимо отработать для выхода в заданную точку В строчки,за дают как частное от деления длины требуемого участка строчки L на за- данньв шаг строчки
; . L
Подсчет числа оборотов главного вала прекращают одновременно со считыванием этой метки, запоминают его и одновременно начинают подсчет числа оборотов главного вала с момента нанесения новой метки, которое также прекращают по считыванию этой метки и запоминают, т.е. последовательно подсчитывают число стежков на участках между следующими друг за другом метками. Причем к моменту считьтания метки вычисляют фактическое значение шага строчки на участке между предьщущей и считанной метками как отношение длины материала между ними к числу оборотов главного вала за время транспортирования материала на указанное расстояние. скольку расстояние между отметчиком 1, проставляюЕцим метки и датчиком 2, их считьшаюпц м, постоянно и равно некоторой величине 1 (см.фиг, 2), то фактическое значение шага строчки может быть вычислено
h -j..
Вычислив разность между заданным и фактическим значениями шага строчки
ЛЬ h
3«А
h,

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокладывания отделочных строчек на швейной машине с программным управлением | 1983 |
|
SU1124056A1 |
| Швейный полуавтомат для шитья по контуру | 1989 |
|
SU1730280A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1969 |
|
SU237577A1 |
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 2010 |
|
RU2415209C1 |
| УСТРОЙСТВО ДЛЯ ОЦЕНКИ ПОВРЕЖДАЕМОСТИ НИТЕЙ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ ПРИ ШИТЬЕ | 2013 |
|
RU2516894C1 |
| Устройство для регулирования геометрической формы строчки на швейной машине | 1982 |
|
SU1390271A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1964 |
|
SU166226A1 |
| МЕХАНИЗМ "ЗИГ-ЗАГ" ДЛЯ ШВЕЙНОЙ МАШИНЫ | 1993 |
|
RU2065899C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ЭЛЕКТРОПРИВОДА ШВЕЙНОЙ МАШИНЫ | 1992 |
|
RU2043436C1 |
| Швейная машина зигзаг | 1982 |
|
SU1089189A1 |
Изобретение относится к швейным машинам с электронным программным управлением, программируемым на выполнение строчек заданной длины и применяемым на операциях стачивания, отделки и т.п. деталей при изготовлении одежды, обуви, кожгапантерей- ных и других изделий легкой промьш- лбнности. Целью изобретения является повышение точности прокладывания строчек. В процессе шитья на материал вдоль проклядывасно/ стгч- -а ппио- сят и счИхТывают т- е гки„ под.счптып иог количество стежков ил участ сс ;e-K,iy следующШ Ш друг за другог ьшт- KaNiH и вьгчясляют фактическс е зиачп кие шага строчки как от Т;л:1 ,: материала ме-тату соседш ; . числу выполиеяиых ме:жду нпм определяют разность ; и фактическнь зиача15ия Г1 :п- кн, а затем путем rfepCMJio L ченнон разности на. количс - . ков между соседниго г-гетками сиреч - Ь1-- ют погрешность длины проклй/и и-аег пи строчки на данном участки. Ягу лпдп-- чину запо№1нают и накашпп-д т пз мере считывания очередньк т-шток, После выполнения заданного числа стежков для выхода в заданную точку осу шее/; ;- ляют обработк г недостающего чис.тгп стежков, число которых определяют как частное от деления суммаркю накопленной погрешности на y-iac-тках строчки между Bcei-ni ьшткаь и па .н1:и шаг строчки, 2 ил.
i-i т:
ЗЫл
В процессе шитья вследствие физи- ко-мехаютческих свойств материала и возникающих в связи с этим изменений в длине программируемых участков материала (например, проскальзывания под прижимной лапкой и т.д.), а также вследствие неточности кроя, по«- грешности предыдущей обработки и т.п фактическая длина стежка Ьф будет меньше заданной на некоторзпо величину ;3h. Таким образом, в результате отработки заданного п числа стежков игла выйдет не в заданную точку В строчки, хотя и будет отработано заданное число стежков, а в некоторую точку в, отстоящую от точки А на расстояние L .
В предлагаемом способе на строчку А В в процессе шитья последовательно наносят и считывают метки, причем каждую новую метку наносят в момент считывания предыдущей. Одновременно с простановкой метки начинают подсчет числа оборотов главного вала машины (К). ;
и перемножив эту разность на 1исло стежков между соседними метками, определяют погрешность длины прокладываемой на данном участке строчки между двумя соседними метками и запоминают ее
41 4h -К .
Подсуммировав эти накопленные по всем участкам по мере считывания меток погрешности, отрабатывают недостающее .(4h) в строчке число стежков, которое вычисляют как частное от деления суммарной накопленной погреш- UL на участках строчки между метками на заданный шаг строчностивсеми ки
dlv- К/
-к.
h,a
Предлагаемый способ может быть реализован, например, на швейной шине с электронным программным управлением. На фиг. 2 показана швей10
15
20
25
30
ная машина 3, позитдаей 4 условно обозначен оператор. Машина 3 оснащена микропроцессорным устройством управения, содержащим пульт 5 управления, устройство 6 ввода информации, устройство 7 вывода информации, блок 8 управления привода, датчик 9 числа оборотов главного вала, блок 10 нанесения меток с отметчиком 1, блок 11 считывания меток с датчиком 2 обнаружения меток и микроЭВМ 12. Расстояние между отметчиком 1 и датчиком 2 обнаружения меток постоянно и в процессе шитья не изменяется. Регулировка этого расстояния необходима при значительном изменении шага строчки, например при переходе с одного изделия на другое. Для обеспечения требуемой точности и получегаш указанного эффекта необходимо, чтобы это расстояние было хотя бы на порядок больше заданного шага строчки. Оператор 4 программирует с пульта
управления число участков строчки и число стежков на каждом участке. Причем число стежков на каждом программируемом участке строчки устанавливают равным отношению длины программируемого участка к заданному шагу строчки. Эти данные и управляющая программа хранятся в памяти микроэвм 12. Далее начинают шитье. Одновременно с вьтолнением первого стежка микроЭВМ вьщает через устройство 7 вьюода информации команду блоку 10 нанесения меток на простановку отметчиком 1 метки. Метки
могут быть электростатическими, наноситься краской и удаляться впослед- 40 ствии при помощи влажно-тепловой обработки или вообще не удаляться, если наносятся на изнаночную сторону материала. Одновременно с простановкой метки импульсы от датчика 9 числа оборотов главного вала через устройство 6 ввода информации поступают в микроэвм 12, где производится их подсчет.
После того, как ткань в процессе шитья переместится на расстояние, равное расстоянию между отметчиком 1 и датчиком 2 обнарз ения меток, метка будет считана и информация о ней через блок- 11 считьшания меток и устройство 6 ввода информации поступит в микроэвм 12, которая прекратит подсчет числа стежков и одновременно выдаст через устройство 7 вывода инис
35
50
55
5
0
5
0
0
формации команду блоку 10 нанесения меток па простановку отметчиком 1 очередной метки. МикроЭВМ 12 снова начнет подсчет числа оборотов главного вала аналогично описанному выше. Прежде чем будет считана вторая, метка, микроэвм 12 выполняет следующие операции: вычисляет фактическое значение шага строчки как отношение длины материала между первой и второй метками к числу оборотов главного вала за время транспортировался материала на это расстояние, определяет разность между заданным и фактическим значениями шага строчки, затем определяет погрешность проложенной длины участка строчки как отношение полученной разности к числу стежков, вьтолненных между соответствующими метками,и запоминает эту величину, накапливая ее по мере считывания очередник: меток, при этом всякий раз, когда считывается метка,микроЭВМ 12 выдает комавду блоку 10 нанесения меток через устройство 7 вывода информации на простановку новой метки отметчиком 1. .
Одновременно г-шкроЭВМ 12 контролирует общее число отработанных стежков и при совпадении их с заданным вычисляет недостающее число стежков на запрограммированном участке строчки как частное от деления суммарной накопленной погрешности на участках строчки между всеми меткаьад на заданный шаг строчки, чем обеспечивается точный выход в заданную точку строчки.
Предлагаемый способ позволяет повысить точность и качество прокладывания отделочных строчек, а следовательно, и качество всего изделия. Эффективность использования способа с тем выше, чем длиннее прокладываемая строчка и чем сильнее изменяется длина материала в процессе шитья. Использование предлагаемого способа для шитья синтетических тканей, для которых явление посадки наиболее характер5
0
запрограммированной строчки непосредственно в процессе шитья без участия оператора на стадии отработки недостающих стежков. При исключении операции программирования строчки с пульта швейной машины вса стадии процесса осуществляются без участия оператора.- .
Формула изобретения
Способ прокладьгаания отделочных строчек на швейной машине с програм мным управлением, заключающийся в задании количества стежков и шага строчки на каждом участке строчки-с последуннцим шитьем до заданного количества стежков, определении числа стежков для выхода в заданную точку как отношения накопленной погрешности выполнения шага строчки к заданному шагу строчки, отличающий- с я тем, что, с целью повьшгения точности прокладывания строчек, на материал вдаль траектории прокладывания строчки последовательно наносят и
anpa /ffHife /77paHCffojomupoffofft//f материала
-
Нф
лН
hxS
Точки прокола ffa/fteJouQAQ
А
«ИИ «I «
считывают метки, подсчитывают количество стежков на участке строчки между соседними метками, вычисляют фактическое значение шага строчки как отношение дпины материала между соседними метками к числу выполненных между ними стежков, определяют разность между заданным и фактическим значениями шага строчки, определяют погрешность проложенной длины участка строчки как отношение полученной разности к числу стежков, выполненны между соответствующими метками, а накопленную погрешность определяют как сумму погрешностей участк ов от начала вьтолнения строчки.
S
В
i 1
в
Фиг.1
/ л/ лллллл
Фиг.2
Управление приВо ом а uc/io/fMUfne/tbHb/Mu механизмами
| Способ прокладывания отделочных строчек на швейной машине с программным управлением | 1983 |
|
SU1124056A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
