Изобретение относится к технике испытаний обувных материалов и обуви и может быть использовано для контроля качества поверхности обуви, например для контроля взъерошивания поверхности частей обуви перед их склеиванием.
Целью изобретения является повышение помехозащиш,енности устройства для контроля взъерошивания затяжной кромки обуви и ее деталей, повышение точности контроля.
На фиг. 1 представлена схема устройства для контроля взъерошивания затяжной кромки обуви и деталей обуви; на фиг. 2 - график результатов испытаний устройства для контроля взъерошивания.
Устройство (фиг. 1) содержит последовательно соединенные компрессор I, фильтр 2. шланг 3, соединяющий фильтр 2 с подающим соплом 4, кольцевой приемный канал 5, примыкаюшую к нему воздушную камеру 6, соединенную с микрофоном 7, контролируемую поверхность 8, подаваемую блоком 9 транспортирования, крышку 10.
На чертежах приняты следующие обозначения: d., - диаметр катьцевого приемного канала; d - диаметр подающего сопла; Ъ. - высота приемного кольцевого канала; hi - высота воздушной камеры; hj - зазор между подающим соплом и контролируемой поверхностью.
Принцип работы предлагаемого устройства заключается в том, что выходящая из элемента подготовки воздуха (компрессор 1) воздушная струя имеет ламинарное течение вдоль гладкой поверхности контролируемого объекта, а при соприкосновении с взъерошенными участками поток турбулизируется. Частотный диапазон турбулентных вихрей соответствует полосе пропускания микрофона.
Устройство работает следующим образом.
Подводимый от компрессора 1 сжатый воздух подается на вход фильтра 2. В качестве фильтра 2 может использоваться, в частности, отечественный блок фильтра со стабилизатором давления ФСВ6-1 (модель 337.337.0.00.0.00 ПС).
Фильтр 2 для возможности управления имеет регулировочный винт, оканчивающийся рукояткой для настройки давления. Воздух от фильтра 2, проходя через шланг 3, соединяющий фильтр с подающим соплом
4,и выходя из него, встречает преграду - контролируемую поверхность 8 и растекается по ней.
Если участок гладкий (невзъерошенный), то струя, проходя под кольцевой полостью
5,создает в ней зону пониженного давления
На взъерошенном участке процесс ламинарного течения струи нарущается, и в воз- дущной камере 6 возникает пульсация давления, в соответствии с которыми изменяется напряжение на выходе микрофона 7. Резьбовое соединение крышки 10 с корпусом камеры дает возможность регулирования чувствительности устройства изменением объема воздушной камеры 6.
Заготовка или деталь обуви, подвергаемая контролю, с помощью блока 9 транспортирования проходит под неподвижно закрепленным устройством контроля. Блок 9 транQ спортирования обеспечивает постоянство зазора h между подающим соплом 4 и контролируемой поверхностью 8, а также перпендикулярность этих поверхностей, что очень важно при обеспечении точного контроля.
5Блок 9 позволяет осуществить последовательный по времени контроль поверхности затяжной кромки по ее периметру и может включать, например, механизмы ориентирования заготовки в горизонтальной и
Q вертикальной плоскостях.
В варианте механизма транспортирования в основании с направляющими, расположены обрезиненные транспортирующие ролики, привод вращения которых состоит из электродвигателя, редуктора и звездочек.
5 Привод механизма транспортирования имеет рейку и зубчатые колеса, для фиксации основания предназначен стопор. Блок транспортирования содержит также средство для прижима поверхности для взъерощива- ния, содержащее пневмоцилиндр с полым
0
поршнем, внутри которого расположен стержень с нарезными зубьями, а на торце закреплена откидная собачка.
5
Испытания опытного образца предла- г гаемого устройства д-тя контроля взъерошивания затяжной кромки обуви и ее деталей показали, что точность контроля зависит от величины давления компрессора изменяли от 0,1 до 1 атм.);от чувствительности датчика; от выбора диаметра d,
0
кольцевого приемного канала; от диаметра
dt подающего сопла; от зазора между подающим соплом и контролируемой поверхностью hj.
Результаты испытаний, представленные
с на фиг. 2, показывают, что давление питающего воздуха должно находиться в пределах FV 0,6-0,8 кгс/см и зазор между питающим соплом и контролируемой поверхностью hj 0,5-0,8 мм. Оптимальные размеры датчиков; d 2 мм; d 6,3 мм. Ско0 рость транспортирования контролируемой поверхности составляет Y 0,8 м/с.
Новые элементы и связи конструкции с предложенными соотношениями между диаметром приемной кольцевой полости (канала) и шириной затяжной кромки между подающим соплом и контролируемой поверхностью позволяют осуществлять контроль взъерошенности при давлении в кольцевой полости меньше атмосферного.
Формула изобретения
Устройство для контроля взъерошивания затяжной кромки обуви и ее деталей, содержащее последовательно соединенные компрессор и фильтрующее устройство, блок транспортирования контролируемой поверхности, подающее сопло, измерительный датчик, воздущиую камеру, отличающееся тем, что, с целью повышения помехозащищенности, в него введена приемная кольцевая полость, примыкающая к воздущной камере с установленным в ней измерительным датг/.А
чиком, причем воздушная камера выполнена замкнутой и концентрической по отношению к подающему соплу, при этом диаметр приемной кольцевой полости выбирается из соотношения
d, 0,4-0,6 в,
где в - ширина затяжной кромки, в соответствии с утвержденным технологическим процессом производства обуви, а зазор между подающим соплом и контролируемой поверхностью выбирается из соотношения
Нз 0,25-0,4 d, где d - диаметр подающего сопла.
0.4
0.60.8f.ff775, Mi
fpL/eZ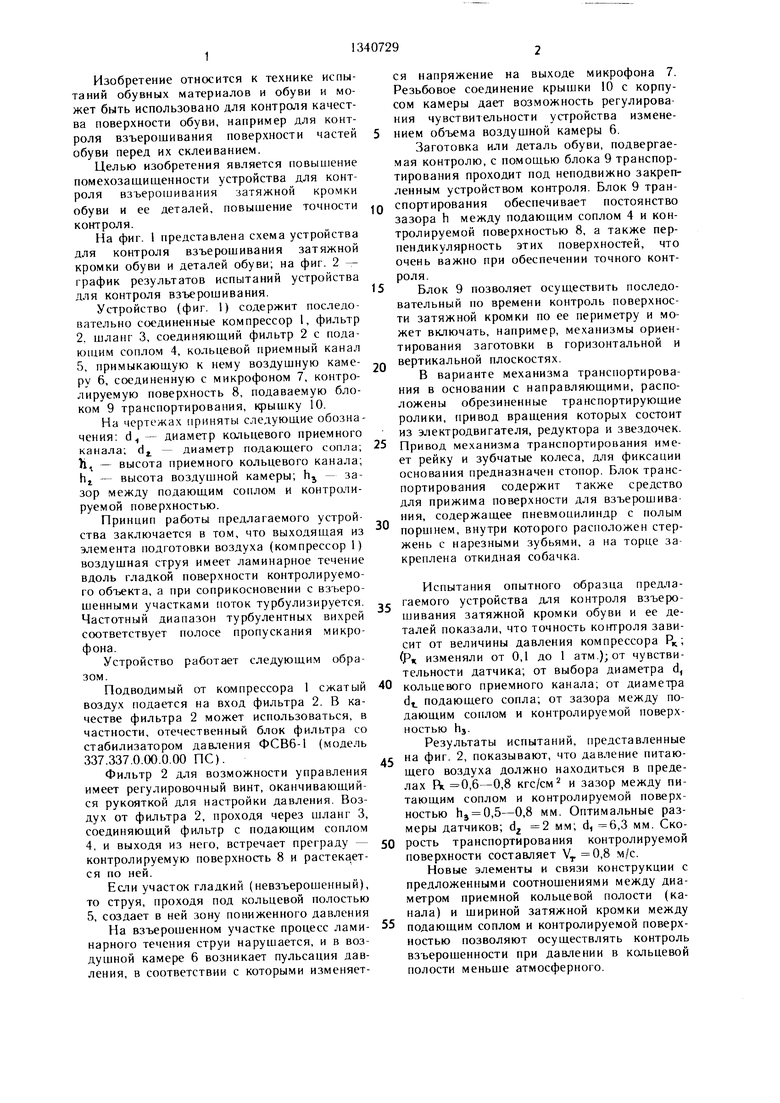
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения клея на детали овуви | 1984 |
|
SU1266516A1 |
| Эжекторное грунтозаборное устройство для подводной разработки грунта | 1985 |
|
SU1447994A1 |
| УСТРОЙСТВО ДЛЯ ВЗЪЕРОШИВАНИЯ ЗАТЯЖНОЙ КРОМКИ ВЕРХА ОБУВИ | 1992 |
|
RU2069957C1 |
| ПОЛУАВТОМАТ ДЛЯ ВЗЪЕРОШИВАНИЯ И НАНЕСЕНИЯ КЛЕЯ ПО ПЕРИМЕТРУ СЛЕДА ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ НИЗАОБУВИ | 1968 |
|
SU212788A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| СПОСОБ ДЛЯ ПЕРЕНОСА И СТЕРИЛИЗАЦИИ ПУСТЫХ БУТЫЛОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2299847C2 |
| ПОЛУАВТОМАТ ДЛЯ ВЗЪЕРОШИВАНИЯ И ОБЕСПЫЛИВАНИЯ ВСЕЙ НЕХОДОВОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ НИЗА ОБУВИ | 1968 |
|
SU221538A1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |

Изобретение относится к технике испытаний обувных материалов и обуви и может быть использовано для контроля качества поверхности обуви, например для контроля взъерошивания частей обуви перед их склеиванием. Цель изобретения - повышение помехозашищенности. Принцип работы устройства заключается в том, что выходящая из компрессора воздушная струя имеет ламинарное течение вдоль (ладкой поверхности контролируемого об ьекта, а при соприкосновении с В31)ер()1пенными yiac iv ками поток турбулизируется. Частотный диапазон турбулентных вихрей соответспич т полосе пропускапия датчика-мик)()({)()на. Воздух из компрессора через фильтр и innaiu;, соединяющий фильтр с подающим соплом. выходя из него, встречает преграчу-контролируемую поверхность, и растекаегся по ней. На взъероп1енпом участке процесс ламинарного течения струи нарушается, и и воздупшой камере возникают пульсации давления, в соответствии с которыми изменяется напряжение па выходе микрофона. Блок транснортирования обеспечивасг постоянство зазора h,i между полак)шим соплом и контролируемой поверхностью, о ;- душная камера выполнена замкнутой и концентрической по oTHOHieHHH) к подающем соплу. Диаметр нриемной Ko. ibneBoii полости выбирается из соотношенпн li, 0.1 0,6 в, где в - ширина затнжпо кромки, а зазор между нодаюн1,им соплом и коиг- ролируемой поверхность к) h, - 0,25 П. t d, где d, - диаметр подаюп1е1() с)п.ла. 2 ил. (Л OJ 4: О СО
| Способ и устройство контроляшЕРОХОВАТОСТи | 1979 |
|
SU807057A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
