Известен полуавтомат для взъерошивания и обеспыливания всей неходовой поверхности деталей низа обуви, который содержит транспортирующее устройство для перемещения деталей, взъерошивающее устройство с двумя рабочими инструментами, щетку для обеспыливания, аспирационную установку и привод. При этом первый по ходу движения детали взъерошивающий инструмент имеет вращение, направление которого совпадает с направлением перемещения детали, а второй вращается в противоположную сторону.
Предлагаемый полуавтомат дает возможность обрабатывать первым по ходу детали инструментом только пяточную часть подошвы, а вторым инструментом - только геленочно-пучковую части подошвы. Это достигается тем, что взъерошивающие инструменты смонтированы на концах шарнирно -закрепленного подпружиненного двуплечего рычага, который качается от вращающегося кулачка.
Транспортирующее устройство представляет собой пластинчатый транспортер, на котором лопарно смонтированы с определенным шагом подпружиненные и расположенные для зажима детали.
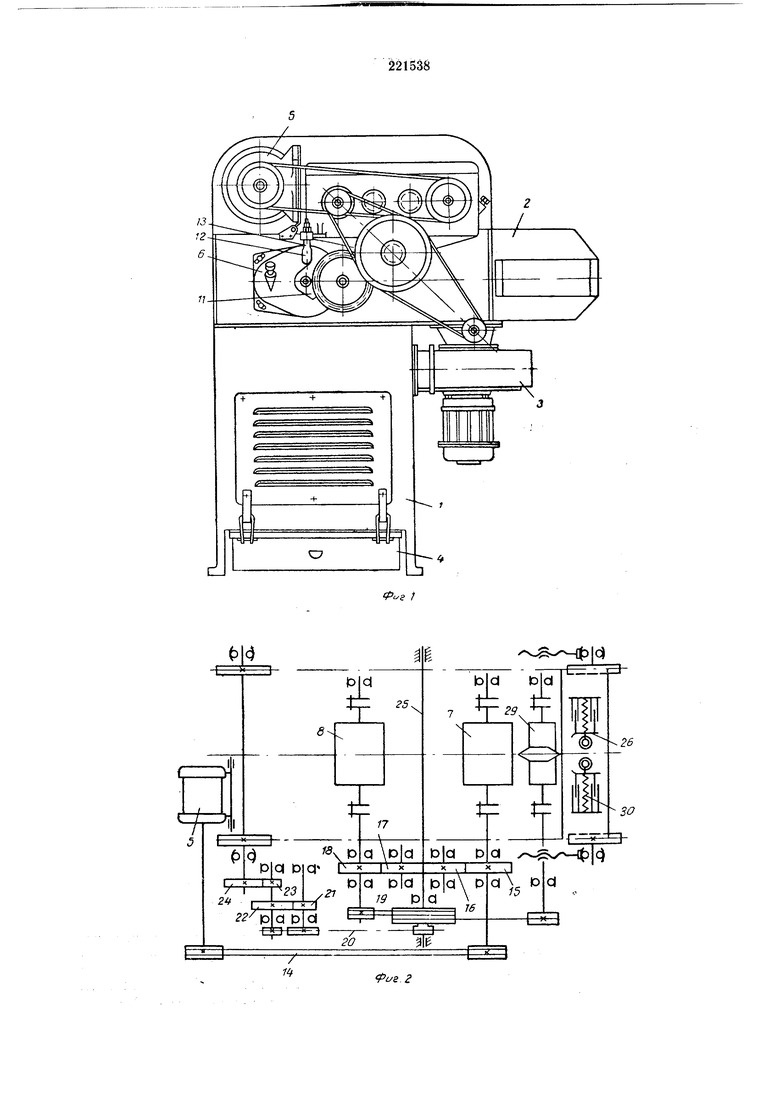
автомат, вид сбоку; на фиг. 4 последовательные этапы а, б, в, г, д, е работы полуавтомата. Полуавтомат имеет станину /, на которой
смонтированы пластинчатый транспортер 2 для перемещения обрабатываемых деталей, аспирационная установка 3, пылевая камера 4 и привод с электродвигателем 5 и редуктором 6.
Взъерошивающее устройство имеет два взъерошивающих инструмента 7 и 5, которые смонтированы на концах двуплечего рычага 9, связанного с пружиной 10 и взаимодействующего с кулачком И через ролик 12 и винт
13 для сообщения качательного рычагу.
Инструмент 7 получает вращение от электродвигателя 5 через клиноременную передачу 14. Инструмент 8 вращается от того же
электродвигателя через клиноременную передачу 14 и зубчатые колеса 15, 16, 17, 18. Движение транспортеру 2 сообщается от электродвигателя 5 через клиноременные передачи 14, 19, цепную передачу 20 и зубчатые колеса 21, 22, 23, 24.
Расстояние между инструментами и обрабатываемой деталью устанавливают при помощи винтов 13.
Для зажима детали во время обработки на транспортере 2 попарно смонтированы с определенным шагом подпружиненные пластины 26, между которыми помещается пяточная часть подощвы. Пластины расположены друг против друга и расходятся в стороны в начале работы для установки между ними подощвы при помощи клина 27. Для освобождения из зажима Подощвы после обработки ее служит клин 28.
Обеспыливание подощвы происходит при помощи щетки 29.
В качестве взъерошивающего инструмента применены щарощки с плавающими звездочками, посаженными на пальцах дисков по окружности.
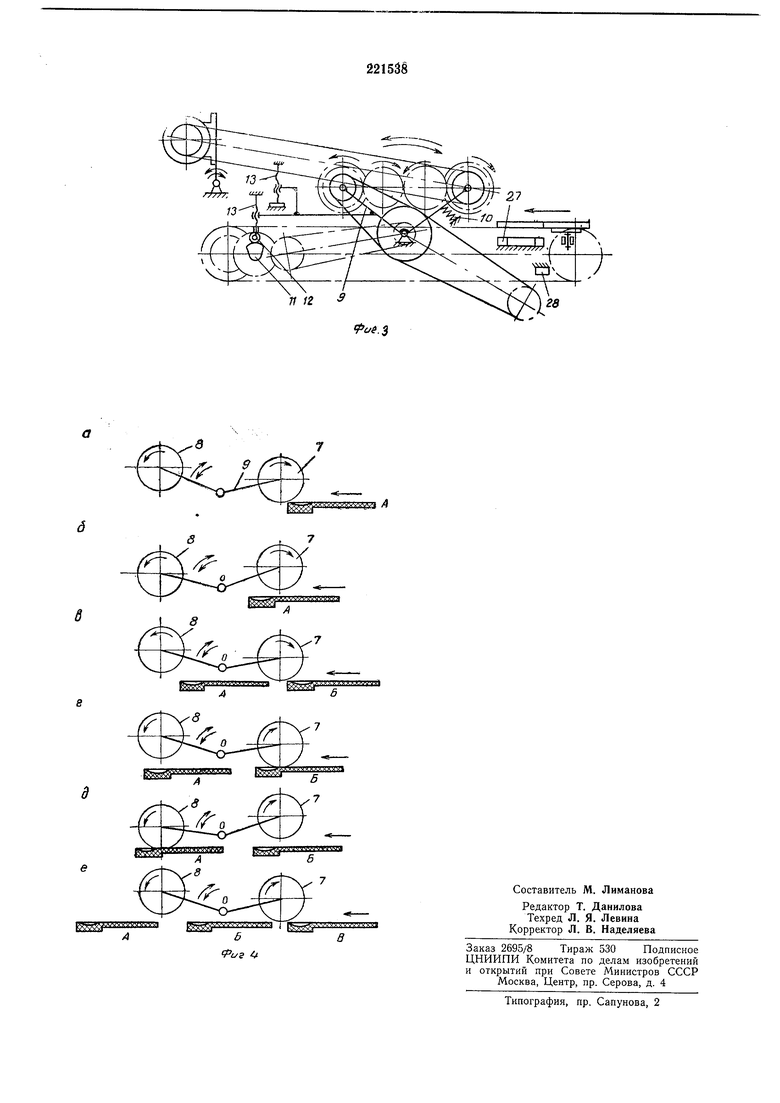
jPa6oTaeT полуавтомат следующим образом.
Взъерошивающий инструмент 7 вращается в направлении, совпадающем с направлением перемещения подощвы на транспортере 2; инструмент 8 - в противоположном направлении.
Подощвы А, Б, В п т. д. с равным щагом друг от друга беспрерывно движутся на транснортере и вручную по одной закладываются в зажим между пластинами 26, которые расходятся в стороны при прохождении через клин 27. УсилиелМ пружины 30 передняя часть подощвы зажимается между пластинами 26.
При Подходе подощвы А к первому инструменту 7 он опускается и взъерошивает только пяточную часть ПОдощвы (фиг. 4, положение а), после чего инструмент 7 поднимается (положение б).
В положение в подощва А полностью выщла из-под инструмента 7, который снова опускается и начинает обрабатывать следующую подощву Б, а подошва А подошла под инструмент 8, который обрабатывает геленочно-нучковую часть. В это время инструмент 7 закончил обработку пяточной части
подошвы Б (положение г) и поднимается, а инструмент 8 онускается (положение д).
В положении е обработка подошвы А закончена, инструмент 8 поднят, подошва Б выходит из-под инструмента 7 и перемещается к инструменту 8, который опускается и начинает обработку. Одновременно подается очередная подошва В под инструмент 7, и цикл повторяется.
На нижней ветвн транспортера 2 обработанные ПОДОШ1ВЫ обеспыливаются при помощи щетки 29 и струей воздуха от вентилятора аспирационной установки 3. При прохождении подощвы через клин 28
удерживающие ее пластины 26 раздвигаются, и подощва падает в приемный бункер.
Предмет изобретения
1. Полуавтомат для взъерощивания и обеспыливания всей неходовой поверхности деталей низа обуви, состоящий из транспортирующего детали устройства; взъерошивающего устройства, имеющего два взъерощивающих
инструмента, причем первый по ходу детали инструмент имеет вращение, совпадающее с направлением перемещения детали, а второй- противоположное; щетки для обеспыливания; аснирационной установки и привода, отличающийся тем, что, с целью взъерошивания первым по ходу инструментом только пяточной части подощвы, а вторым инструментом - геленочно-Нучковой части подошвы, мащина имеет шарнирно закрепленный
подпружиненный двуплечий рычаг, на концах которого смонтированы взъерошивающие инструменты, и вращаемый кулачок, взаимодействующий с двуплечим рычагом с целью его качания.
2. Полуавтомат но п. 1 отличающийся тем, что, устройство для транспортирования деталей состоит из пластинчатого транспортера и попарно смонтированных на нем с определенным щагом подпружиненных расположенных друг против друга пластин для зажима детали.

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм шлифования неходовой стороны подошв | 1980 |
|
SU1273047A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПО КОНТУРУ ПРОФИЛИРОВАННЫХ ПОДОШВ | 1968 |
|
SU217232A1 |
| МАШИНА ДЛЯ ВЗЪЕРОШИВАНИЯ НЕХОДОВОЙ ПОВЕРХНОСТИ ПОДОШВ | 1965 |
|
SU170332A1 |
| ПОЛУАВТОМАТ ДЛЯ ВЗЪЕРОШИВАНИЯ И НАНЕСЕНИЯ КЛЕЯ ПО ПЕРИМЕТРУ СЛЕДА ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ НИЗАОБУВИ | 1968 |
|
SU212788A1 |
| ПОЛУАВТОМАТ ДЛЯ ВЗЪЕРОШИВАНИЯ ПОДКАБЛУЧНОЙ | 1967 |
|
SU195351A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Машина для взъерошивания заготовок обуви затянутой на колодке | 1970 |
|
SU511933A1 |
| МАШИНА ДЛЯ ВЗЪЕРОШИВАНИЯ ПО КОНТУРУ НЕХОДОВОЙ ПОВЕРХНОСТИ ПОДОШВ | 1965 |
|
SU170331A1 |
| Полуавтомат для взъерошивания пяточной части подошвы | 1982 |
|
SU1113084A1 |
| Машина для стекления подошвы обуви | 1961 |
|
SU145161A1 |
26
SO
S§
