Изобретение относится к станкостроению, в частности к устройствам для зажима деталей на токарных станках.
Целью изобретения является повышение производительности путем сокращения времени на закрепление детали.
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-Б на фиг. 1; на фиг.. 5 - узел I на фиг.1; на фиг. 6 - разрез Г-Г на фиг. 4; на фиг. - узел II на фиг. 4. Устройство содержит кулачковый патрон 1 (фиг. 1) и механизированный ключ 2, смонтированный на корпусе 3. Корпус 3 закреплен на П-образном кронщтейнё 4, который имеет возможность покачиваться на круговой направляющей 5 посредством роликов 6, закрепленных в стенках П-образного кронштейна 4. Круговая направляющая 5 состоит из двух секторов И и К (фиг. 2), скрепленных между собой посредством проставок 7, и установлена на плите 8, жестко закрепленной к шпиндельной бабке 9. На направляющей 5 установлены упоры 10 (по одном с каждой стороны) для предотвр.ащения аварийного спадания ключа 2 с направляющей 5.
Устройство снабжено механизмом центрирования механизированного ключа, который выполнен в виде пневмоци линдра 11 (фиг. 4), шток 12 которого оснащен коническим фиксатором Л (фиг, 5), взаимодействующим с коническими гнездами М,выполненными на периферии корпуса патрона 1 по цилинрической образующей. Поверхности конического фиксатора Л и конического гнезда М имеют равные конусности. Количество гнезд М равно количеству кулачков в патроне 1.
В устройство введен указатель 13 (фиг. 1) положения патрона 1 с обрабатываемой деталью, который закреплен ла П-образном кронштейне 4. На наружной поверхности патрона 1 нанесены 3 риски (фиг. 3) Н, П и Р, равноудаленные от гнезд кулачков патрона 1, включающие в себя зону действи Ж конического хвостовика Л. Уклон конического фиксатора Л должен быть
D-d -„..
D-d Ж.
Устройство снабжено механизмом удержания механизированного ключа во взвешенном состоянии, выполненным в виде кронштейна 14 (фиг.. 6), установленного на корпусе 3 механизированного ключа 2. Кронштейн 14 взаимодействует с подпружиненными пружинами 15 упорами 16, размещенными в . корпусах 17, смонтированных на шпиндельной бабке 9.
Для автоматизации замыкания зубьев полумуфты 18 механизированного ключа 2 и зубьев полумуфты 19 винта 20 ку- лачка патрона 1 (фиг. 7) предусмотрен пневмоцилиндр 21 (фи.г. 4). Шток 22 пневмоцилиндра 21 связан со шпинделем 23 механизированного ключа 2 .с возможностью вращения шпинделя (не показано). На шпинделе 23 механизированного ключа 2 посредством шлице- вого соединения смонтирована рабочая головка,., включающая. корпус 24, подпружиненный пружиной 25 в направлении движения.
От спадания корпуса 24 со шлицев удерживает шпонка 26. Крутящий мо- мент от шпинделя 23 передается посредством пшицевого соединения корпусу 24, от которого посредством штифтов 27 - полумуфте 18. От спадания полумуфты 18 с корпуса 24 предусмотрены винты 28.
Полумуфта 19 винта 20 сцентрирована кронштейном 29,.который крепится на патроне 1. Рабочая головка снабжена центрирующем стержнем С, который обеспечиваетточное сцепление . зубчатых полумуфт 18 и 19 при взаимодействии с центрируюш 1м отверстием Т в винте 20 кулачка патрона 1.
Управление зажимом детали автоматическое и осуществляется с пульта управления. Толчковой кнопкой на пульте останавливают патрон 1 в поло
жении, когда указатель 13 положения
патрона 1 с деталью находится в зоне Ж действия конического фиксатора Л, в максимуме приближаясь к совмещению указателя 13 с риской П.
После центрирования (выверки) детали в патроне 1 тумблер находится на направляющей 5 во взвешенном сос- тоянии посредством подпружиненных упо- ров 16 и кронштейна 14 с возможностью поворота (фиг. 6) в обоих направлениях.
С пульта управлекмя впускают сжатый воздух в бесштоковую полость пневмоцилиндра 11, производят фиксацию механизированного ключа 2 и патрона
1посредством конического фиксатора Л и конического гнезда М. При этом происходит совпадение осей стержня
С (фиг. 7) рабочей головки и отвер- стия Т винта 20. В случае, когда указатель 13, находясь в зоне действия Ж конического фиксатора Л, не был совмещен с риской П при фиксации происходит сжатие пружин 15 упорами 16 и поворот механизированного ключа
2.на роликах 6 от действия фиксатора Л.
После установки обрабатываемой детали в патрон 1 переключают тумблер на пульте управления в положение Центрирование J включают двигатель вращения шпинделя 23 механизированного ключа 2 и одновременно впускают сжатый воздух в бесштоковую полость пневмоцилиндра 21, осуществляя радиальное перемещение с вращением полу- муфты 18.
При зажиме детали в 4-кулачковом патроне ее необходимо вначале сцентрировать (выверить) с небольпшм крутящим моментом MK;, на шпинделе 23, после чего деталь необходимо зажать в патроне окончательно с крутящим моментом на шпинделе 23, равным MK/J. MXk 0,3-0,5 M((j,. Для этого, в схеме управления зажимом детали в патроне 1 предусмотрены два реле максимального тока (не показаны), которые включаются тумблером избирательно с пульта управления (не показано) и отключают двигатель механизированного ключа при достижении крутящего момента на шпинделе 23 М.р или ,.
Центрирующий стержень С рабочей головки входит в отверстие Т винта 20, происходит замыкание зубьев полумуфт 18 и 19 и предварительный зажим детали в патроне 1 с крутящим моментом Mitf, . .
Когда торцы зубьев полумуфты 18 упрутся в торцы зубьев полумуфты 19, происходит сжатие пружины 25 шпинделем 23 посредством штока 22 пневмоцилиндра 21. Торцы зубьев полумуфты 18 проскальзьшают по торцам зубьев полумуфты 19, но под действием пружины 25 и вращения полумуфты 18 прои,
340922
ходит замыкание зубьев и зажим детали в патроне с крутящим моментом , .
После центрирования (выверки) детали в патроне I тумблер на пульте управления переключают в положение Окончательный зажим.
Окончательный зажим детали в патроне производится в той же последова- телдьности, что и предварительный зажим - центрирование.
10
Окончательный зажим детали в патроне производится при достижении крутящего момента на шпинделе 3-М|ф. При достижении этого момента отключается двигатель механизированного ключа 2.
Сжатый воздух подается в штоковые полости пневмоцилиндров 11 и 21. Полумуфта 18-и конический фиксатор Л возвращаются в исходное положение.
Кулачки патрона 1 можно зажимать выборочно, например через 180 или последовательно.
Формула изобретения
Устройство для зажима деталей к токарному станку, содержащее кулачковый патрон и механизированный ключ, смонтированный на корпусе, установленном с возможностью поворота на круговой направляющей, закрепленной на шпиндельной бабке станка концент- рично оси патрона, отличающееся тем, что, с целью повышения производительности путем сокращения времени на закрепление детали, оно снабжено механизмом центрирования ключа и механизмом удержания его во взвешенном состоянии, при этом механизм центрирования выполнен в виде пневмоцилиндра со штоком, оснащенным коническим фиксатором, предназначенным для взаимодействия с гнездами, вьшолненными на периферии корпуса Патрона, а механизм удержания ключа во взвешенном состоянии вьшолнен в виде кронштейна, жестко закрепленного на корпусе ключа и предназначенного для взаимодействия с-введеиными в устройство двумя подпружиненными упорами,;, закрепленными на шпиндельной бабке станка.
Фиг.7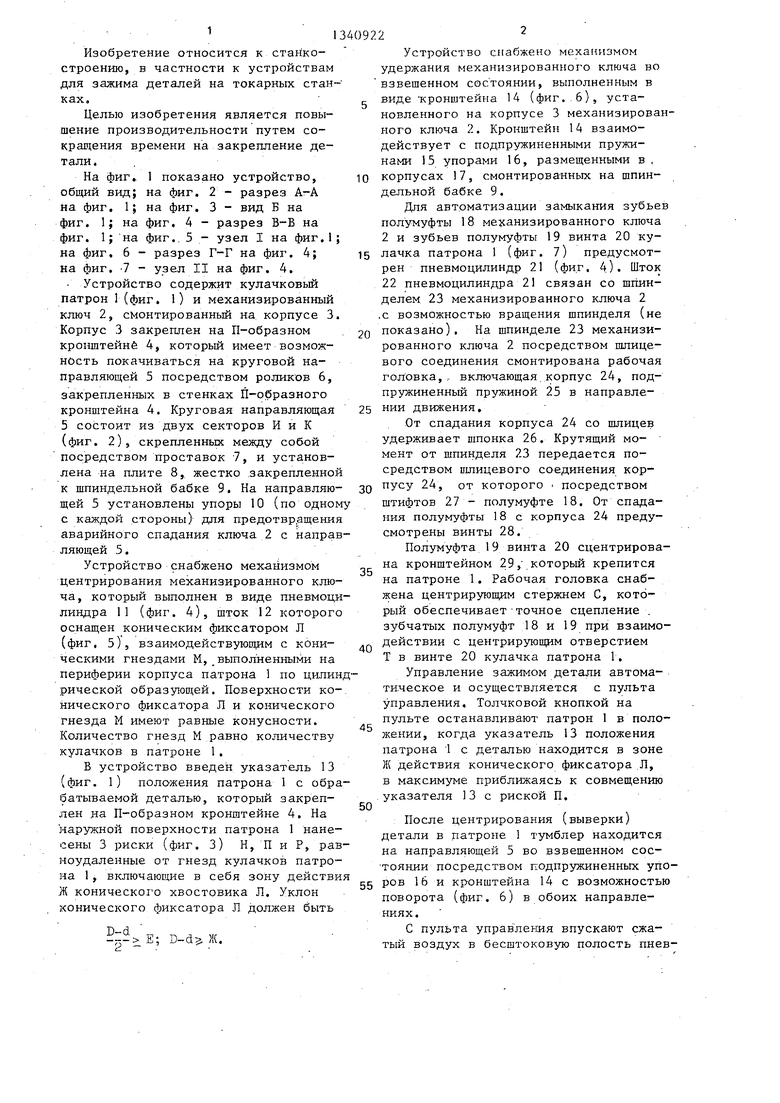
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации шпинделя и зажима деталей | 1981 |
|
SU1000161A1 |
| Устройство для центрирования изделия при зажиме | 1981 |
|
SU1000158A1 |
| Устройство для доворачивания | 1985 |
|
SU1291300A1 |
| Зажимное устройство | 1981 |
|
SU1009630A1 |
| Шпиндельная бабка | 1987 |
|
SU1604505A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Механизированный привод самоцентрирующего кулачкового патрона | 1989 |
|
SU1636135A1 |
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
| Самоцентрирующий патрон | 1985 |
|
SU1282973A1 |
| Привод зажимного патрона | 1988 |
|
SU1579642A1 |


Изобретение относится к устройствам для зажима деталей на токарных станках. Целью изобретения является повьш1ение производительности путем сокращения времени на закрепление детали. Устройство содержит кулачковый патрон и механизированный ключ. Для сокращения времени закрепления детали в устройство введены механизмы центрирования ключа и механизм удержания ключа во взвешенном состоянии. Первый выполнен в виде пневмо- цилиндра, шток которого оснащен фиксатором. На периферии патрона выполнены гнезда. Второй, выполнен в виде закрепленного на ключе кронштейна, взаимодействующего с подпружиненными упорами, закрепленными на шпиндельной бабке. Благодаря этому механизму ключ удерживается во взвешенном сое-, тоянии относительно круговых направляющих, что позволяет поворотом патрона приблизить его гнездо к зоне действия фиксатора. Затем при помощи пневмоцилиндра вводят фиксатор в гнездо, что обеспечивает введение стержня и полумуфты ключа в полумуфту привода перемещения кулачков. Далее включается вращение ключа и осуществляется зажим или разжим детали. 7 ил. I (/
А-А
Фиг. 2
Вид Б
Фиг.З
21
го
r г
/7
фиг.6
Редактор Н.Швьщкая
Составитель А.Гаврюшин Техред М.Дидык
4385/17
Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Цроизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фи.7
Корректор Е.Рошко
| Устройство для фиксации шпинделя и зажима деталей | 1981 |
|
SU1000161A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
