Изобретение относится к машиностроению и может быть использовано при изготовлении инструмента, предназначенного для обработки глобоидных передач.
Цель изобретения - расширение технологических возможностей путем осуществления обработки червячной глобоидной пары, витки червяка которой имеют вогнутый профиль, образованный в осевом сечении дугой окружности, а диаметр делительной окружности червячного колеса меньше диаметра образующего глобоида сопрягаемого чергш- ка.
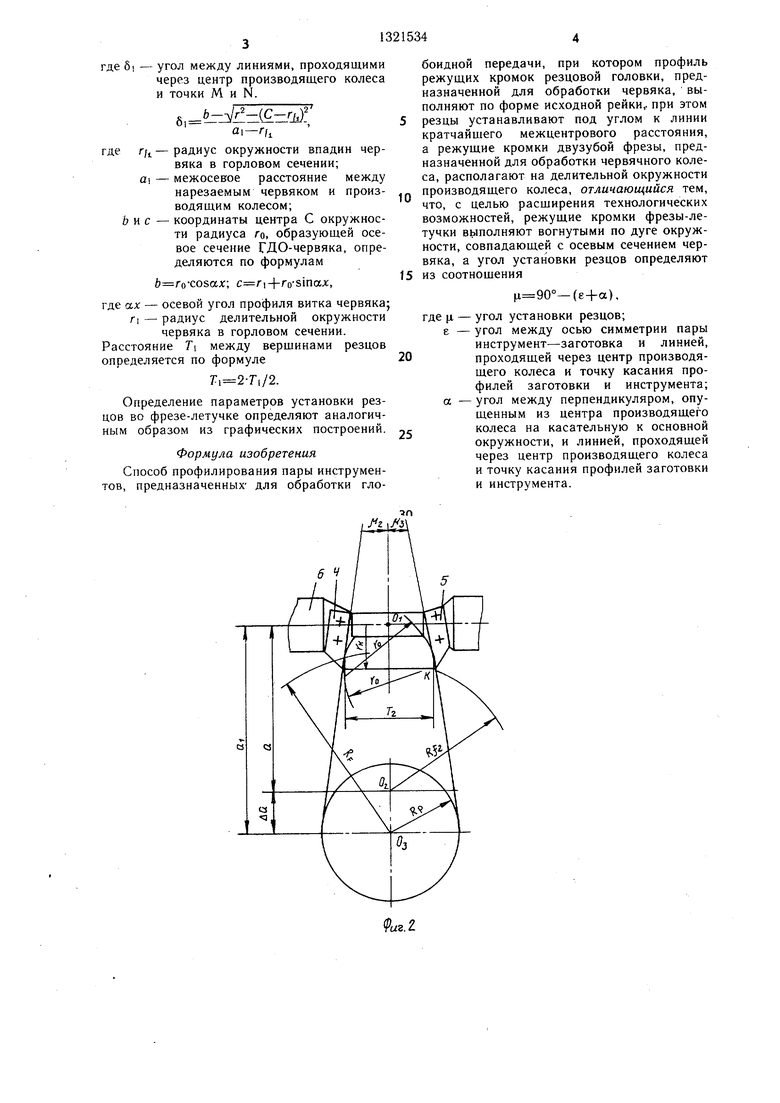
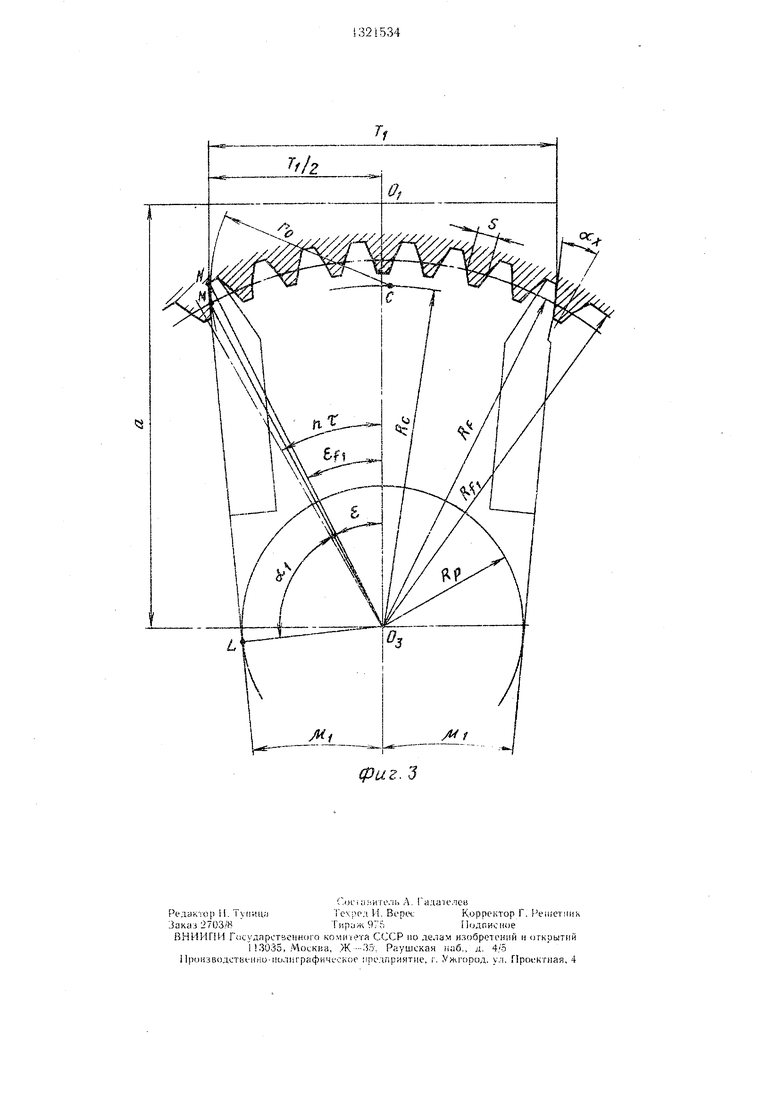
На фиг. 1 показана резаовая головка для нарезания червяка; на фиг. 2 - двузуб- ная фреза-летучка для нарезания червячно- 2 го колеса; на фиг. 3 - схема определения параметров инструмента при нарезании червяка.
Способ профилирования пары инструментов, предназначенных для обработки глобо10
Za - число зубьев производ леса;
у. - коэффициент коррекции а- межосевое расстояние а - межосевое расстояние п нии червяка;
/ fi-радиус глобоида впади RP - радиус профильной
червяка;
Да - величина разности межо стояния передачи и межосевого при нарезан Пользуясь полученными данн деляем установочные парамет в резцовой головке (.ц, Г|, ,).
Угол tJ-i (фиг. i) между лини вого расстояния O|O:j при нарез нией ML, касательной к профиль ности радиуса , проходящей чер пересечения профиля осевого сеч ка с образующим глобоидом черв
25
ii -90°-{8+ai),
где е - угол между линией OiO через центр О.з производя са и точку М.
идной передачи, заключается в I OM, что про- 20 a j., определяется по формуле филь режущей кро.мки резцовой головки I, t .,
предназначенный для обработки червяка, выполняют по форме исходной рейки, а режущие элементы 2 и 3 устанавливают под углом к линии кратчайшего межцентрового расстояния. Режущие хромки зубьев 4 и 5 двузубой фрезы 6, предназначенной для обработки червячного колеса, располагают на делительной окружности производя1цего колеса. Режущие кромки фрезы зубьев 4 и 5 летучки выполняют вогнутыми по дуге окружности, совпадающей с осевым сечением червяка, а угол установки резцов определяют из соотнощения
е п-т-т|/
1
где п 30
количество целых угло червяка, для которого ся расчет головки;
т 2л/2з - угловой шаг чер
Zs-число зубьев производящ
Т1
S// |-угловая толщина вяка в осевом сечении н щем глобоиде;
45
(f --(s-i-a),
ц - угол установки резцов (соответст- 5 венно при различных положениях Л1, И-2, .-);
8 - угол между осью симметрии пары инструмент-заготовка OiOs и линией, проходящей через центр производящего колеса и точку касания 40 профилей заготовки и инструмента О.зМ;
а -- угол между перпендикуляром, опущенным из центра производящего колеса на касательную к основной окружности ОзЬ, и линией, проходящей через центр производяще;-о колеса и точку касания профилей заготовки и инструмента ОзМ. Определение параметров инструментов их установочных параметров производят гл едующим образом.
По известным формулам определяют ементы передачи для . 1учени 1 за. иищых раметров:
Го-радиус окружности, образующей
осевое сечение червяка;55
- радиус окружности, на которой расположен центр окружности радиуса г„;
2
0
Za - число зубьев производящего колеса;
у. - коэффициент коррекции передачи; а- межосевое расстояние передачи; а - межосевое расстояние при нарезании червяка;
/ fi-радиус глобоида впадин червяка; RP - радиус профильной окружности
червяка;
Да - величина разности межосевого расстояния передачи и расстояния межосевого при нарезания червяка Пользуясь полученными данными, определяем установочные параметры резцов в резцовой головке (.ц, Г|, ,).
Угол tJ-i (фиг. i) между линией межосевого расстояния O|O:j при нарезании и линией ML, касательной к профильной окружности радиуса , проходящей через точку М пересечения профиля осевого сечения червяка с образующим глобоидом червяка рддиу0 a j., определяется по формуле t .,
ii -90°-{8+ai),
где е - угол между линией OiO.3 и линией, через центр О.з производящего колеса и точку М.
a j., определяется по формуле t .,
е п-т-т|/
1
где п 0
количество целых угловых щагов червяка, для которого производится расчет головки;
т 2л/2з - угловой шаг червяка;
Zs-число зубьев производящего колеса;
Т1
5
5
0
л
5
S// |-угловая толщина витка червяка в осевом сечении на образующем глобоиде;
S - хордальная толщина витка червяка в осевом сечении на образующем глобоиде.
ai arc - угол между перпендикуляром, опущенным из точки Оз на касательную ML к профильной окружности, и линией ОзМ.
Ti„
Расстояние - между вершиной режущей
кромки резца определяют:
Y / rsine,,,
где/,-j-радиус глобоида впадин червяка;
S/1 -угол меж.ду линией OiO3 и линией, проходящей через центр Оз производящего колеса и точку пересечения профиля осевого сечения витка с глобоидом впадин червяка.
Из построений следует, что
f/ п т-T/J/2,
где т/-угловая толщина витка червяка в осевом сечении на г.юбоиде впадин, причем
Tij Ti-i-Zo 6i,
где 6i
угол между линиями, проходящими через центр производящего колеса и точки М и N.
6,(- Ъ) ai-о.
е г/1 - радиус окружности впадин червяка в горловом сечении; а - межосевое расстояние между нарезаемым червяком и производящим колесом;
О и с - координаты центра С окружности радиуса ло, образующей осевое сечение ГДО-червяка, определяются по формулам
b ro-cosax; c ri+ro-sinajc,
где ах - осевой угол профиля витка червяка Г| - радиус делительной окружности
червяка в горловом сечении. Расстояние Ti между вершинами резцов определяется по формуле
7:,2Т,/2.
Определение параметров установки резцов во фрезе-летучке определяют аналогичным образом из графических построений.
Формула изобретения
Способ профилирования пары инструментов, предназначенных- для обработки гло0
5
0
5
боидной передачи, при котором профиль режущих кромок резцовой головки, предназначенной для обработки червяка, выполняют по форме исходной рейки,, при этом резцы устанавливают под углом к линии кратчайшего межцентрового расстояния, а режущие кромки двузубой фрезы, предназначенной для обработки червячного колеса, располагают на делительной окружности производящего колеса, отличающийся тем, что, с целью расширения технологических возможностей, режущие кромки фрезы-летучки вьшолняют вогнутыми по дуге окружности, совпадающей с осевым сечением червяка, а угол установки резцов определяют из соотношения
(е+а),
где (Л - угол установки резцов;
е - угол между осью симметрии пары инструмент-заготовка и линией, проходящей через центр производящего колеса и точку касания профилей заготовки и инструмента;
а - угол между перпендикуляром, опущенным из центра производящего колеса на касательную к основной окружности, и линией, проходящей через центр производящего колеса и точку касания профилей заготовки и инструмента.
эп
л |Л
фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания зубьев колес модифицированных червячных глобоидных передач | 1968 |
|
SU294415A1 |
| Способ изготовления колеса модифицированной глобоидной передачи | 1986 |
|
SU1328092A1 |
| Многорезцовая летучка | 1979 |
|
SU1036480A1 |
| Глобоидная передача и способ ее изготовления | 1990 |
|
SU1762048A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Глобоидная червячная фреза | 1982 |
|
SU1021532A1 |
| Фреза-летучка | 1981 |
|
SU965652A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ ЧЕРВЯЧНОГО КОЛЕ( ПЕРЕДАЧИ С ЦИЛИНДРИЧЕСКИМ ЧЕРВЯКОМПЛТЕНТЬ'О-тгхнпчгс!:дйБИБЛИОТЕКА.10 | 1969 |
|
SU251353A1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении инструмента, предназначенного для обработки глобоидных передач. Целью изобретения является расширение технологических возможностей путем осуществления обработки червячной глобоид- ной пары, витки которой имеют вогнутый профиль, образованный в осевом сечении дугой окружности, а диаметр делительной окружности червячного колеса меньше диаметра образующего глобоида сопрягаемого червяка. Способ профилирования инструмента для нарезания глобоидной передачи заключается в том, что профиль режущей кромки резцовой головки 1, предназначенный для обработки червяка, выполняют по форме исходной рейки, а резцы 2 и 3 устанавливают под углами к линии кратчайшего межцентрового расстояния. Угол установки резцов определяют из соотношения Ц| 90°-(e-fa), где е - угол между осью симметрии пары инструмент-заготовка Oi и Оз и линией, проходящей через центр производящего колеса и точку касания профилей заготовки и инструмента; а - угол между перпендикуляром, опущенным из центра производящего колеса на касательную к основной окружности, и линией, проходящей через центр производящего колеса и точку касания профилей заготовки и инструмента. 3 ил. 8 1СЛ Оси нарезаемого червякп со 1C СП 00 
| Журавлев В | |||
| Л | |||
| Технология изготовления глобоидных передач.-М., 1965, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
