R 2d - л|а2 + 12. (2) Определяют расстояние D, от центра тензодатчика 1 до центра сварного шва 4 из соотношения
D, d - R - Ь.
(3)
Изобретение относится к измерительной технике и может быть использовано при исследованиях остаточных деформаций в плоских деталях машин, строительных конструкций и сооружений .
Цель изобретения - повышение точности измерения и снижение трудоемкости определения усадок в тонколисто- ю вых конструкциях.
На чертеже показана схема осуществления способа.
Тензометрические датчики 1 и 2
имеют ширину 2Ь. Измерительное отвер- is ниями R, d, D, и D осуществляют раз- стие 3 имеет радиус R, сварной шов 4 имеет длину 21 и ширину 2h. РасстояОпределяют расстояние D от цент-- ра тензодатчика 2 до центра сварного шва 4 из соотношения
D, d + R + Ь.
(4)
В соответствии с выбранными значеметку на поверхности конструкции. Тензодатчики 1 и 2 наклеивают на поверхность конструкции, ориентируя их оси параллельно оси шва 4, и подключают к регистрирующей аппаратуре (не показана). Сверлят между тензодатчи- ками 1 и 2 измерительное отверстие 3. По разности показаний тензодатчиков 1 и 2 до и после выполнения отверстия
ние от центра отверстия 3 до центра сварного шва 4 равно d. Расстояния
от центра сварного шва
до центров
тензодатчиков 1 и 2 равны D и D
метку на поверхности конструкции. Тензодатчики 1 и 2 наклеивают на поверхность конструкции, ориентируя их оси параллельно оси шва 4, и подключают к регистрирующей аппаратуре (не показана). Сверлят между тензодатчи- ками 1 и 2 измерительное отверстие 3 По разности показаний тензодатчиков 1 и 2 до и после выполнения отверстия
1 и 2.
Способ определения усадок сварного шва в листовых конструкциях осуществляются следующим образом.
Исходя из ширины используемых тен- 25 3 определяют нормальные напряжения зодатчиков 1 и 2 и с учетом существу- д контуре отверстия 3 соответствен- ющик стандартных типоразмеров сверл „ местах наклейки тензодатчиков определяют минимально необходимое значение радиуса измерительного от верстия 3, при котором обеспечивается 30 достаточная точность измерения, пользуясь соотношением
R Ь 8Ь.(1)
Определяют расстояние от центра сварного шва 4 до центра отверстия 3, ок пользуясь соотношением
Определяют продольную и поперечну усадки U, и д сварного шва 4, поль зуясь соотношениями:
.2
64-G-h
(5)
й, 1Г(+ DLi + (P.)iK +j:4GU,3(( (. - -16G1(P + d - R2)(R + 2d)2 - 12
где G - модуль сдвига материала коно л струкции,
упругая постоянная материала, связанная с коэффициентом Пуассона -) ,
G.tiQ - соответственно нормальные на напряжения на контуре измерительного отверстия 3 в местах наклейки тензодатчиков 1 и 2 .
Формулы (5) и (6) справедливы при условии (2) для тонкостенной плоской конструкции, когда ширина сварного шва 4 много меньше его длин(1, т.е. при условии
h ё 101.(7)
Повышение точности при снижении трудоемкости определения усадок сварного шва 4 достигается благодаря исR 2d - л|а2 + 12. (2) Определяют расстояние D, от центра тензодатчика 1 до центра сварного шва 4 из соотношения
D, d - R - Ь.
(3)
Определяют расстояние D от цент-- ра тензодатчика 2 до центра сварного шва 4 из соотношения
D, d + R + Ь.
(4)
ми R, d, D, и D осуществляют раз-
В соответствии с выбранными значеis ниями R, d, D, и D осуществляют раз-
()
метку на поверхности конструкции. Тензодатчики 1 и 2 наклеивают на поверхность конструкции, ориентируя их оси параллельно оси шва 4, и подключают к регистрирующей аппаратуре (не показана). Сверлят между тензодатчи- ками 1 и 2 измерительное отверстие 3. По разности показаний тензодатчиков 1 и 2 до и после выполнения отверстия
25 3 определяют нормальные напряжения д контуре отверстия 3 соответствен- „ местах наклейки тензодатчиков 30 1 и 2.
3 опред д конт „ ме
определяют нормальные напряжения д контуре отверстия 3 соответствен- „ местах наклейки тензодатчиков
Определяют продольную и поперечную усадки U, и д сварного шва 4, пользуясь соотношениями:
.2
64-G-h
(5)
й, 40
5
0
5
ключению погрешностей, связанных с нарушением шва 4, при прямых тензо- метрических обследованиях и простоте расчетных формул.
Способ позволяет проводить оперативную оценку технического состояния натурных конструкций без нарушения их работоспособности, когда предыстория сварного шва неизвестна. Зная величины продольной и поперечной усадок шва, можно рассчитать остаточные сварочные напряжения в любой точке конструкции, используя известные зависимости .
ормула изобретения
Способ определения усадок сварного иша в листовых конструкциях, заключающийся в том, что наклеивают на
конструкцию два тензодатчика, выполняют между ними прорезь в конструкции, по разности показаний тензодат- чиков до и после выполнения прорези определяют продольную и поперечную усадки сварного шва, отличающийся тем, что, с целью повышения точности и снижения трудоемкости определения усадок в тонколистовых конструкциях, прорезь выполняют в виде круглого отверстия, расстояние от центра которого до центра сварного шва выбирают из соотношения R 2d - + 12,
,- ю15
1490
где R - радиус отверстия,- 1 - полудлина шва; d - расстояние от центра отверстия до центра шва,
а тензодатчики при наклейке ориентируют параллельно оси шва на расстоянии от его центра, которое определяют из соотношения
D,,2 d ± R ± b.
D, и Dj
b расстояния от центра каждого тензодатчика до центра сварного шва; полуширина каждого тензодатчика.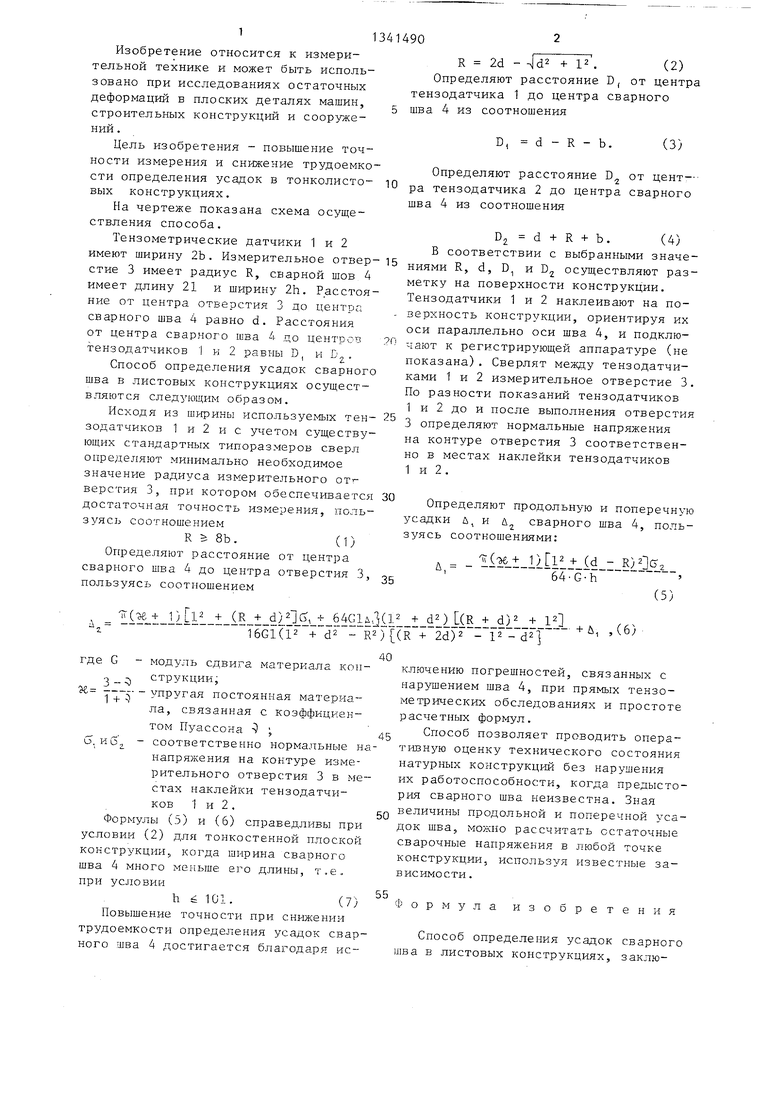
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения деформаций, напряжений и усилий в арматуре эксплуатируемых железобетонных конструкций | 2019 |
|
RU2721892C1 |
| Способ определения напряжений на поверхности строительных конструкций | 1983 |
|
SU1112242A1 |
| Способ регулирования остаточных сварочных напряжений | 1989 |
|
SU1632709A1 |
| Способ определения внутренних напряжений | 1979 |
|
SU828811A1 |
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
| Очувствленное запястье манипулятора | 1984 |
|
SU1308466A1 |
| Способ контроля изделий из полимерной пленки | 1982 |
|
SU1027572A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ В УСЛОВИЯХ ЦИКЛИЧЕСКОГО ПЕРЕПАДА ВНУТРЕННЕГО ДАВЛЕНИЯ | 2009 |
|
RU2442969C2 |
| Способ определения внутренних оста-ТОчНыХ НАпРяжЕНий | 1979 |
|
SU807038A1 |
| Способ определения остаточных напряжений в изделии | 1989 |
|
SU1682764A1 |

Изобретение относится к измерительной технике и может быть использовано при исследованиях остаточных сварочных деформаций в плоских тонколистовых деталях конструкций. Целью изобретения является повышение точности и снижение трудоемкости определения продольной и поперечной усадок сварного шва. Для этого с помощью двух наклеиваемых параллельно оси сварного шва тензодатчиков измеряют напряжения, возникающие при сверлении между тензодатчиками измерительного отверстия, центр которого находится на расстоянии d от центра сварного шяа, определяемом из соотношения R 2d - -4d + , где R - радиус отверстия, 1 - полудлина шва. Используя соответствующие формулы, по измеренным значениям нормальных напряжений на контуре измерительного отверстия определяют продольную и поперечную усадки сварного шва. Эффект повышения точности и снижения трудоемкости связан с сохранением целостности сварного шва и с простотой расчетных формул . 1 ил. И (Л оо 4 4: СО О
NS
Редактор А.Огар
Составитель В.Мелузова
Техред М.Дидык Корректор А.Тяско
Заказ 4426/45 Тираж 676Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Великанов Н.Л | |||
| и др | |||
| Способ определения сварочных напряжений при ремонте методом замены.- В кн.: Судоремонт флота рыбной промышленности, 1984, № 56, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Мусхелишвили Н.И.Некоторые основные задачи математической теории упругости | |||
| М.: Наука, 1966, с | |||
| Дровопильное устройство | 1921 |
|
SU302A1 |
| Николаев Г.А | |||
| и др | |||
| Сварочные конструкции | |||
| Прочность сварных соединений и деформаций конструкций: Уч | |||
| пособие | |||
| М.: Высшая школа, 1982, с | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ ПЛИТ ИЗ МИНЕРАЛЬНОЙ ИЛИ СТЕКЛЯННОЙ ВАТЫ | 0 |
|
SU198200A1 |
