Изобретение относится к металлообработке.
Цель изобретения - экономия инструментального материала путем сокращения числа типоразмеров сборных резцов, необходимых для эксплуатации переточенных пластин, и увеличение числа переточек режущих пластин.
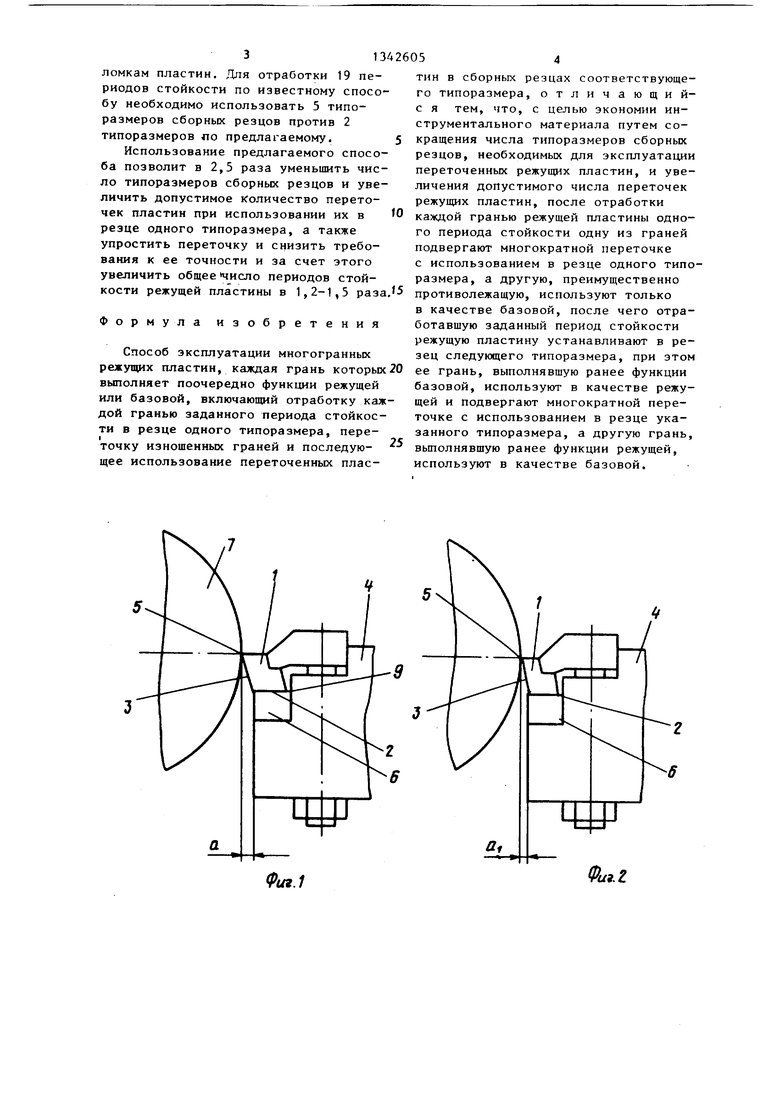
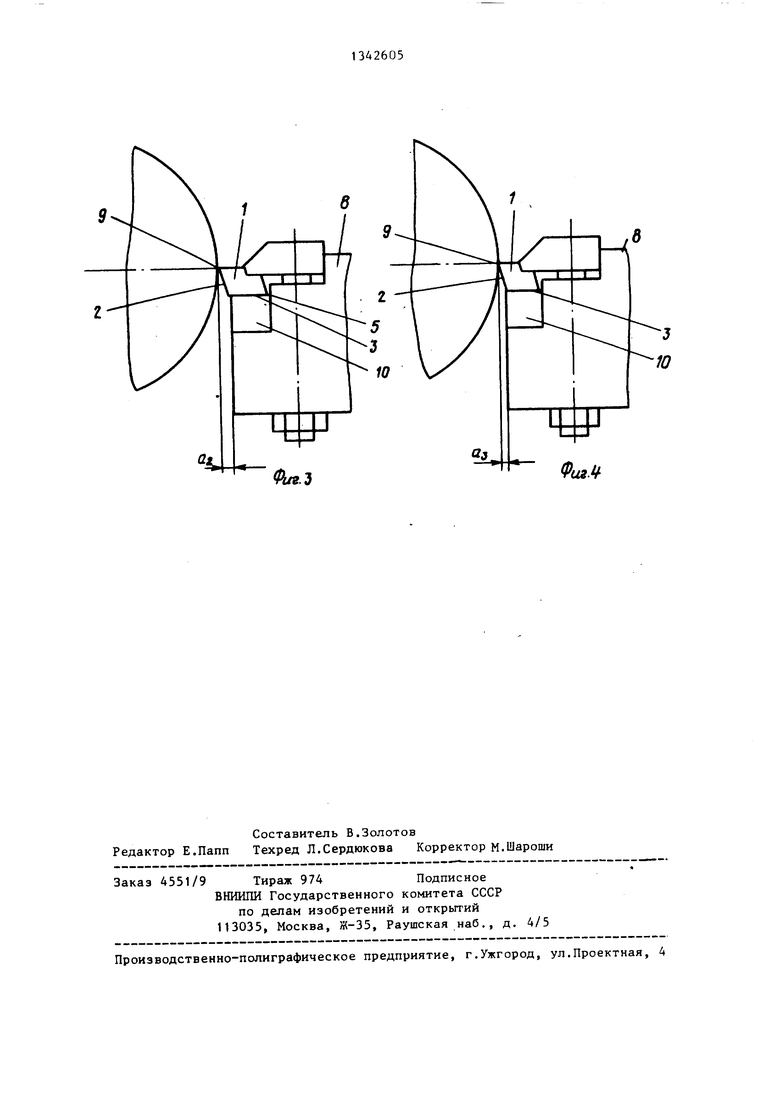
На фиг. 1 показана многогранная режущая пластина, начальный период работы; на фиг. 2 - то же, после многократных переточек в том же резце; на фиг. 3 - то же, начальный период работы в резце следующего типоразмера; на фиг. 4 - то же, после многократных переточек в том же резце.
Многогранную режущую пластину 1, каждая грань 2 и 3 которой вьтолняет поочередно функции задней режущей грани или базовой опорной грани, устанавливают в резец 4 с выступанием режущей кромки 5 относительно подкладки 6 на величину а и используют для обработки детали. После обработки каждой гранью 2 и 3 одного периода стойкости одну из граней, в данном случае грань 2, используют в дальнейшем только как базовую опорную, а другую (грань 3) используют только как режущую и подвергают многократной переточке по грани 3, устанавливая ее в тот же резец 4. Грань 3 перетачивают до тех пор, пока при установке пластины на грань 2 выступание режущей кромки 5 над подкладкой не достигнет критической величины а, . После этого режущую пластину 1 устанавливают в резец 8 следующего типоразмера с выступанием режущей кромки 9 относительно подкладки 10 на величину а, равную а, при этом ее грань 2, вьшолнявщую ранее в резце 4 функции базовой грани, используют в качестве режущей грани, а другую грань 3, выполнявщ ю в резце 4 функции режущей и многократно переточенную, используют только в качестве базовой. Режущую грань 2 многократно перетачивают до тех пор, пока при установке пластины на грань 3 в резец 8 выступание режущей кромки 9 над подкладкой 10 не достигнет критической
величины а,, равной а,
После этого
пластину устанавливают в резец следую-,-;- кости одной режущей пластины, так как щего типоразмера, а функции граней после второй переточки режущая кром- вновь изменя1рт и т.д., пока размеры пластины не достигнут критической величины, после которой переточка
ка опускается на 0,7 мм ниже оси цент ров, что недопустимо по условиям рабо ты у центра, так как приводит к по
становится невозможной по причине невозможности закрепления пластины, снижения ее эксплуатационной надежности, достижения предела усталостной долговечности и т.д.
Пример. Режущую пластину 2009- 6171-003 по ТУ 48-19-402-85 с высотой граней 10 мм и шириной режущей кромки 25 мм используют для обработки торцов шайб из титанового сплава ВТ9 в сборном резце по ОСТ 1.52598- 82 на токарно-карусельном станке мод. 1512. Обработка ведется до центра.
Критерий износа - площадка износа
на задней поверхности ,2 мм. метрия резца: об 18°, 0°, у -18 , 1д, 2 мм. Переточка ведется по задней режущей грани, по упрочняющей
фаске, за кажду переточку съем достигает с задней грани до 0,35 мм, с передней до О,1 мм. Пластина устанавливается в резце с первоначальным выступанием режущей кромки над опорной пластиной, равным 3,7 мм, величина критического выступания пластины, при которой должна быть закончена ее эксплуатация в первом резце, устанавливается равной 0,7 мм. Кроме того, эксплуатация пластины должна прекращаться, если режущая кромка после переточки опустится ниже, чем на 0,5 мм относительно оси центров, так как обработка шайб ведется до центра. При эксплуатации пластин по предлагаемому способу режущие пластины отрабатывают в резце одного типоразмера 10 периодов стойкости (8 переточек по одной грани + 2 первоначальные заточки) , затем устанавливаются в резец другого типоразмера, в котором при вьтолнении той же работы используются еще 9 периодов стойкости (8 переточек + 1 первоначальная заточка) другой грани, которая в предыдущем резце выполняла функции опорной базовой грани. Дальнейшая эксплуатация этих пластин ведется в резцах следующих типоразмеров при выполнении других работ на более низких режимах резания.
При эксплутации этих же пластин в аналогичных условиях по известному способу в одном типоразмере резца можно использовать только 4 периода стой
кости одной режущей пластины, так как после второй переточки режущая кром-
ка опускается на 0,7 мм ниже оси центров, что недопустимо по условиям работы у центра, так как приводит к по31342605
ломкам пластин. Для отработки 19 периодов стойкости по известному спосо бу необходимо использовать 5 типоразмеров сборных резцов против 2 типоразмеров по предлагаемому.
Использование предлагаемого способа позволит в 2,5 раза уменьшить число типоразмеров сборных резцов и увеличить допустимое Количество переточек пластин при использовании их в резце одного типоразмера, а также упростить переточку и снизить требования к ее точности и за счет этого увеличить общее число периодов стой10
тин в сборных резцах соответствующего типоразмера, отличающий- с я тем, что, с целью экономии инструментального материала путем сокращения числа типоразмеров сборных резцов, необходимых для эксплуатации переточенных режущих пластин, и увеличения допустимого числа переточек режущих пластин, после отработки каждой гранью режущей пластины одного периода стойкости одну из граней подвергают многократной переточке с использованием в резце одного типоразмера, а другую, преимущественно
кости режущей пластины в 1,2-1,5 раза. 5 противолежащую, используют только
в качестве базовой, после чего отраФормула изобретенияботавшую заданный период стойкости
режущую пластину устанавливают в резец следующего типоразмера, при этом ее грань, выполнявшую ранее функции базовой, используют в качестве режущей и Подвергают многократной переточке с использованием в резце указанного типоразмера, а другую грань, вьтолнявшую ранее функции режущей, используют в качестве базовой.
Способ эксплуатации многогранных режущих пластин, каждая грань которых 20 вьтолняет поочередно функции режущей или базовой, включающий отработку каждой гранью заданного периода стойкости в резце одного типоразмера, переточку изношенных граней и последую- щее использование переточенных плас0
тин в сборных резцах соответствующего типоразмера, отличающий- с я тем, что, с целью экономии инструментального материала путем сокращения числа типоразмеров сборных резцов, необходимых для эксплуатации переточенных режущих пластин, и увеличения допустимого числа переточек режущих пластин, после отработки каждой гранью режущей пластины одного периода стойкости одну из граней подвергают многократной переточке с использованием в резце одного типоразмера, а другую, преимущественно
5 противолежащую, используют только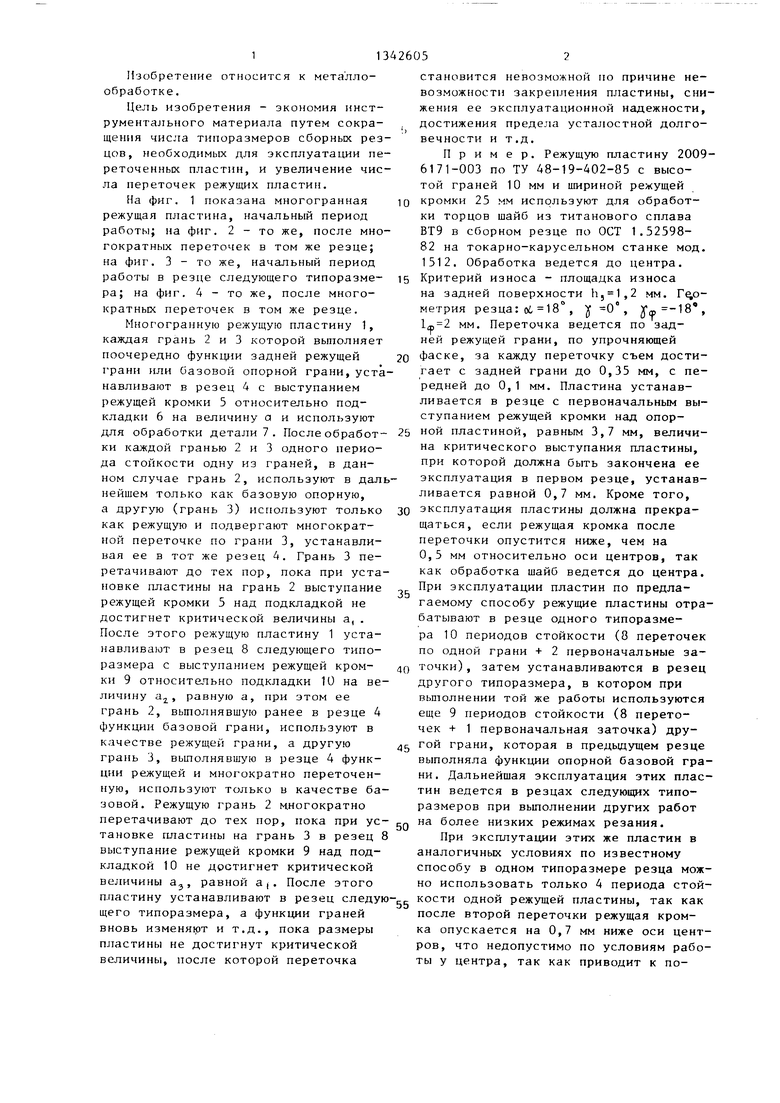
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ эксплуатации прямоугольных двухслойных пластин в кольцевых буровых коронках | 2015 |
|
RU2631513C2 |
| КОМПЛЕКТ ОПОРНО-БАЗИРУЮЩИХ ГНЕЗД ПОД МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ПЕРЕТОЧЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2217268C2 |
| Сборный резец | 1981 |
|
SU1061941A2 |
| СБОРНЫЙ РЕЗЕЦ | 1993 |
|
RU2043876C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННОЙ ПЕРЕТАЧИВАЕМОЙ ПЛАСТИНОЙ | 1992 |
|
RU2028875C1 |
| РЕЗЕЦ СТРОГАЛЬНЫЙ С ОБНОВЛЯЕМЫМ ПРИ ПЕРЕТОЧКАХ УГЛОМ ПРИСАДКИ И ПРОФИЛЯ СТРУЖКОЛОМАТЕЛЯ ПО ЕГО ПЕРЕДНЕЙ ГРАНИ | 2001 |
|
RU2229376C2 |
| Сборный резец | 1981 |
|
SU975224A2 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| Сборный резец | 1987 |
|
SU1484451A1 |
| Отрезной резец | 1983 |
|
SU1126378A1 |
Изобретение относится к области металлообработки. Целью изобретения является экономия инструментального материала путем сокращения числа типоразмеров сборных резцов, необходимых для эксплуатации переточенных пластин, и увеличения числа их переточек. Многогранную режущую пластину, каждая грань которой вьшолняет поочередно функции задней режущей грани или базовой опорной грани, устанавливают в резец. После отработки каждой гранью одного периода стойкости одну из граней используют только как базовую опорную, а другую - только как режущую и подвергают многократной переточке до определенной величины. После этого режущую пластину устанавливают в резец следующего типоразмера, при этом грань, вьтолнявшую ранее функции базовой, используют в качестве режущей, а другую грань, выполнявшую ранее функцию режущей и многократно переточенную, используют только в качестве базовой. Режущую грань подвер- g гают многократным переточкам до опре- деленной величины. После чего пласти- гЛ ну устанавливают в резец следующего типоразмера и т.д., пока размеры пластины не достигнут критической величи- ны. 4 ил.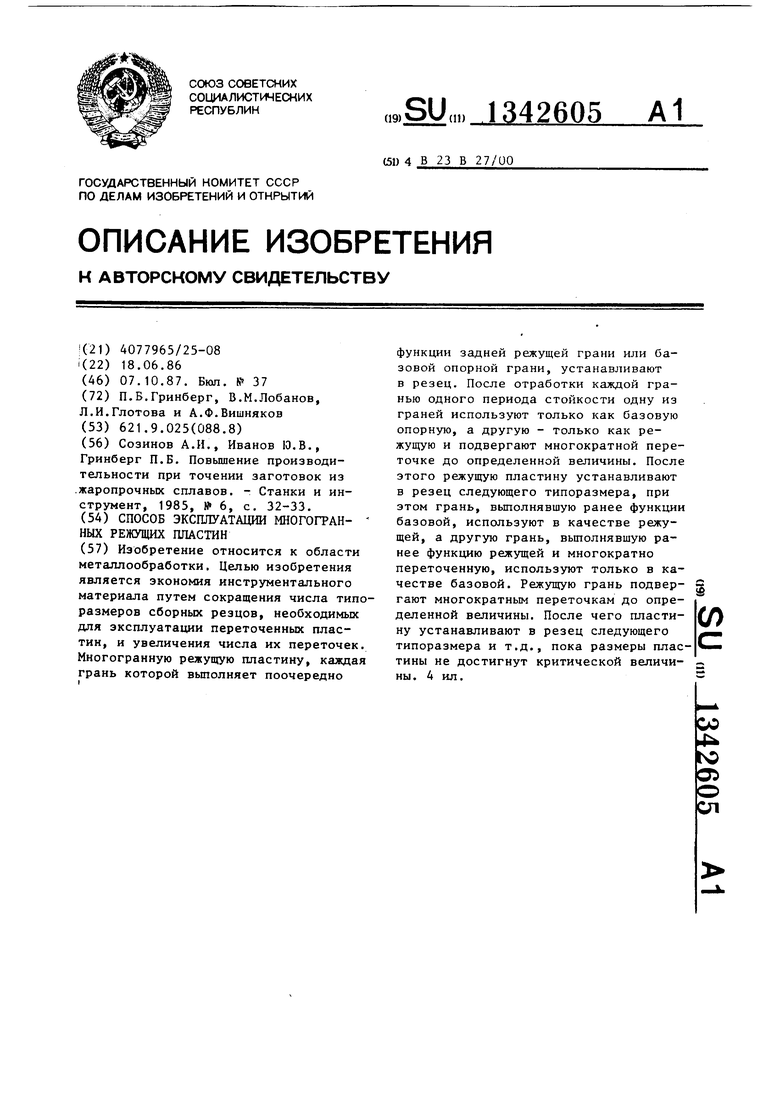
Фиг.1
Фи9.г
.3
/в
Фиг.
| Созинов А.И., Иванов Ю.В., Гринберг П.Б | |||
| Повьшение производительности при точении заготовок из .жаропрочных сплавов | |||
| - Станки и инструмент, 1985, № 6, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
