ветной полумуфты, выполненные на торце новоротной головки 5.
В расточке корпуса установлен прнводной ползун-рейка 6 с трехплечим рычагом 7. Рычаг МОжет поворачиваться на оси 8, установленной в приводном ползуне, и имеет ролики 9 (см. фиг. 2), контактирующие с копирными планками 10. Приводной ползун-рейка 6 зацепляется с кулачком-шестерней И, закрепленной на валу 12. Кулачок-шестерня имеет с двух сторон торцевые кулачки, взаимодействующие соответственно с торцевыми кулачками центровка 3 и поворотного кулака 13, свободно сидящего на валу 12.
На верхнем конце вала 12 на шлицах посажен торцевой храповик 14, взаимодействующий с подпружиненными собачками 15, установленными в расточках крышки 16, закрепленной на поворотной головке 5. Поворотная головка связана в осевом направлении с валом 12 через гайку 17, пружины зажима 18, храновик 14, упорный подшипник, крышку 16 и кольцо 19, зафиксированное на валу 12 двуму полукольцами, установленными в проточке вала.
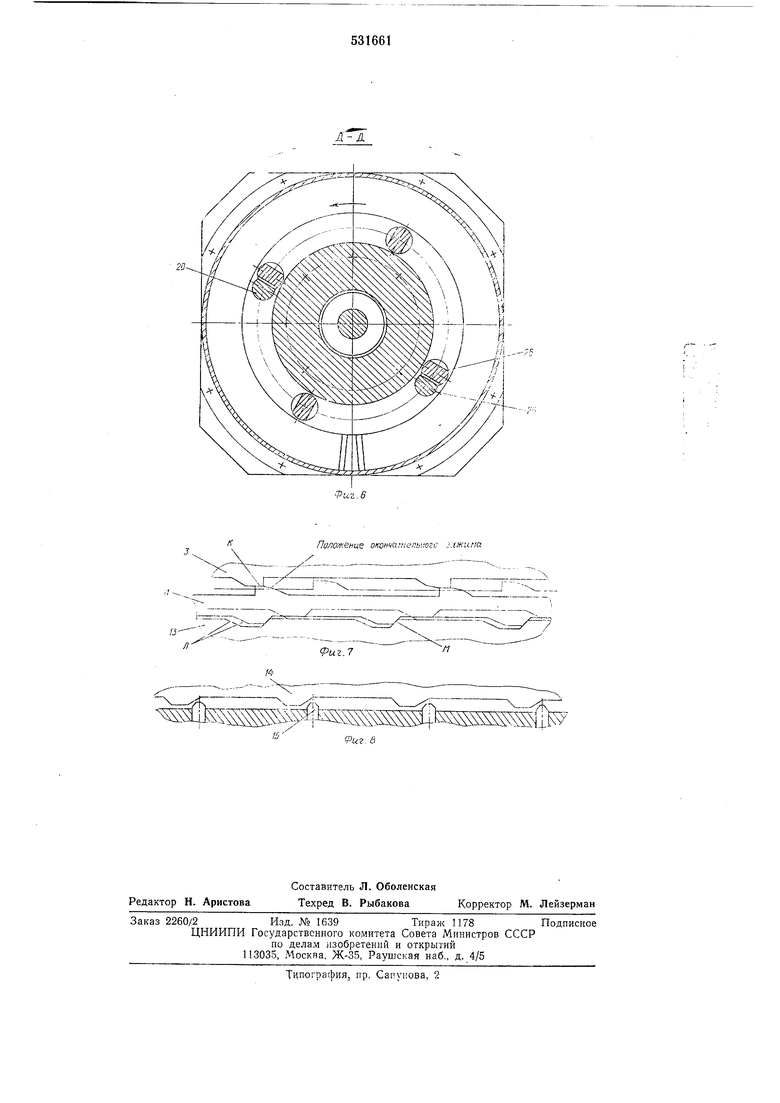
В расточке корпуса установлен подпружиненный упор 20 (см. фиг. 5 и 6) с роликом 21, который взаимодействует с копиром, выполненным на приводном ползуне-рейке 6. На станине станка закрепляется уцор 22 (см. фиг. 1), перемещаемый по длине станка в нужное положение при наладке станка и взаимодействующий при работе с трехплечим рычагом 7. Поворотный кулак 13 фиксируется от поворота в одну сторону подпружиненной собачкой 23 (см. фиг. 4), а в другую - фиксатором 24 (см. фиг. 1, 4). В поворотной головке 5 запрессованы пальцы 25 (см. фиг. 5 и 6), взаимодействующие с торцевой подпружиненной собачкой 26. Пружины 27 обеспечивают сцепление торцевой зубчатой муфты, состоящей из полумуфты 2, и ответной полумуфты на поворотной головке 5.
В центровке 3 установлены пальцы 28, входящие с зазором в отверстия поворотной головки 5 нри ее фиксированном положении.
Работает револьверная головка следующим образом.
При перемещении суппорта станка с головкой в зону обработки из исходного положения (см. фиг. 1-ь-5) приводной ползун-рейка 6 остается неподвижным, так как зуб трехплечего рычага 7 сцеплен с выступом упора 22, и ролики 9 опираются на копирную планку 10, не позволяя рычагу 7 повернуться. При этом кулачок-щестерня И с валом 12 приводится во вращение. Кулак 13 поворачивается торцевым выступом кулачка-шестерни 11, подготавливаясь для работы, собачка 23 прощелкивает по зубу храповика, выполненного на диаметре кулака 13.
В конце хода приводного ползуна-рейки верхние торцевые кулачки кулачка-шестерни 11, взаимодействуя с кулачками центровка 3, отжимают на небольшую величину вал 12. Поворотная головка 5 зажимается на зубчатую полумуфту 2 с усилием пружин 18. После этого ролики 9 сходят с копирной планки 10 по скосу Е (с.м. фиг. 1), трехплечий рычаг 7 поворачивается, расцепляется с упором 22, и тем самым прекращается относительное движение приводного ползуна 6 относительно корпуса головки. Головка зажата и перемещается вместе с ползуном в зону обработки.
При отводе суппорта с головкой из зоны обработки в исходное положение трехплечий рычаг выступом 29 (см. фиг. 1) встречается с упором 22 и поворачивается вокруг оси 8 до упора роликов 9 в поверхность 30 (см. фиг. 2)
приводного ползуна, осуществляя сцепление трехплечего рычага 7 с упором 22. Приводной ползун 6 останавливается, и так как суппорт с головкой продолжает движение, кулачок-шестерня 11 с валом 12 получают вращение в другую сторону. При этом сначала происходит расцепление торцевых кулачков зажима К (см. фиг. 7), кулачка-шестерни И и центровка 3. Головка разжимается. Кулак 13, поворачиваемый выступом кулачка-шестерни
И скосом Л (см. фиг. 7) .сначала вместе с валом 12, к окончанию останавливается на упоре в собачку 23 (см. фиг. 4). Кулачок-шестерня 11 продолжает вращаться, и его нижние торцевые кулачки взаимодействуют с
профилем Л кулака 13, при этом происходит подъем поворотной головки 5, и следовательно расцепление зубьев головки с зубьями полумуфты 2. При подъеме головки торцом кулачка-шестерни 11 поднимается вверх фиксатор 24 и тем самым кулак 13 фиксируется от поворота в одпу сторону собачкой 23, а в другую - поверхностью фиксатора 24. Одновременно с подъемом головки копиром
приводного ползуна 6 начинается утапливание упора 20. По окончании подъема поворотной головки 5 выступ торцевого храповика 14 встречается с собачками 15, и начинается поворот головки 5 (см. фиг. 1).
После начала поворота копир приводного ползуна 6 освобождает упор 20 (см. фиг. 5) и тот пружиной выдвигается вверх. Головка поворачивается до упора одного из пальцев 25 в упор 20. «Отскок головки от упора 20 предотвращается наличием подпружиненной торцевой собачки 26, выполненной аналогично упору 20, по не управляемой. По окончании поворота и предварительной фиксации поворотной головки 5 упором 20 и торцевой собачкой 26 производится окончательная фиксация опусканием поворотной головки 5 на полумуфту 2, пружинами 27 с усилием порядка 150-200 кгс. Опускание производится плавно, за счет перемещения кулачков кулачка-шестерни 11 по профилю М кулака 13 (см. фиг. 7). При опускании кулак 13 удерживается от поворота фиксатором 24, который с начала опускания заклинивается реактивным моментом от пружины 27 и веса поворотной головки
5 одпим из скосов Н (см. фиг. 4) кулака 13.
После опускания головки усилие пружин 27 (см. фиг. 11) и веса замыкается на полумуфту 2, кулак 13 разгружается от всяких усилий, и фиксатор 24 пружиной перемещается вниз, освобождая кулак 13 для последующего взвода. Собачки 15 торцевого храпового механизма при опускании головки утапливаются выступами торцевого храповика 14.
По окончании опускания головки суппорт станка останавливается в исходном положении. Цикл поворота револьверной головки закончен. Головка зафиксирована и зажата предварительно усилием 27. Окончательный зажим усилием пружин 18 (2000н3000 кгс) будет произведен с началом следуюniero цикла обработки при перемещении суппорта с головкой в зону обработки, как описано выше.
Для предотвратцевия поломки станка при пеправильной фиксации головки по какой-либо причине имеется следующая блокировка. Сцепление зубьев поворотной головки 5 и полумуфты 2 возможно только в фиксированных положениях, когда пальцы 28 (см. фиг. I) входят в расточки па головке 5.
При исправильной фиксации отверстия в поворотпой головке 5 и пальцы 28 не совпадают, и сцеплсчия торцевой муфты по происходит. Поэтому при ходе суппорта в зону обработки вал 12 с кyлaчкoм-ЦJecтepнeй 11 (см. фиг. 1) не сможет спуститься в положение зажима, так как сжатие пружин зажима 18 возможно только па неболыиую величииу, и следовательио приводной ползун 6 не переместится в крайнее правое положение, а рычаг 7 не расцепится с упором 22. Тем самым прекратится перемещение суппорта с револьверной головKoii в зону обработки.
6
Формула изобретения
1. Револьверная головка для автоматической смены инструмента на токарных станках, содержащая корнус, поворотную головку с торцевой зубчатой муфтой для фиксации на корпусе, реечный механизм поворота с цриводным ползуном и храповым устройством, кулачковый механизм зажима поворотной головки с топцезым кулачком, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности работы головки за счет исключения индивидуального нривода и заимствования привода механизмов головки от хода суппорта станка, револьверная головка снабжена кулачковым механизмом расцепления, торцевой зубчатой муфты, которая дополнительно оснаш,ена пружиной сцепления, причем кулачок механизма расцепления оснащен срсдствамн фиксации в виде подиружиненной собачки и фиксаторного пальца, приводимого от ползуна, а ползун несет трехплечий рычаг с роликом, взаимодействующим при перемещении суппорта станка с копирной планкой, смонтированной на корпусе револьверной головки, и одновременно с упором, закрепленным на станине станка.
2.Головка но п. I, отличающаяся тем, что, с целью исключения перебега головки при повороте от действия инерционных сил, она снабжена подводимым упором, управляемым ползуном головки.
3.Головка по п. 1, отличающаяся тем, что, с нелыо исключения рабочего хода суппорта с головкой в случае неправильного деления, на поворотной части головки дополнительно выполнены отверстия, а корпус снабжен пальцами, количество и порядок уетанова KOTopi ix выбран в зависимости от числа фиксированных пололсений головки.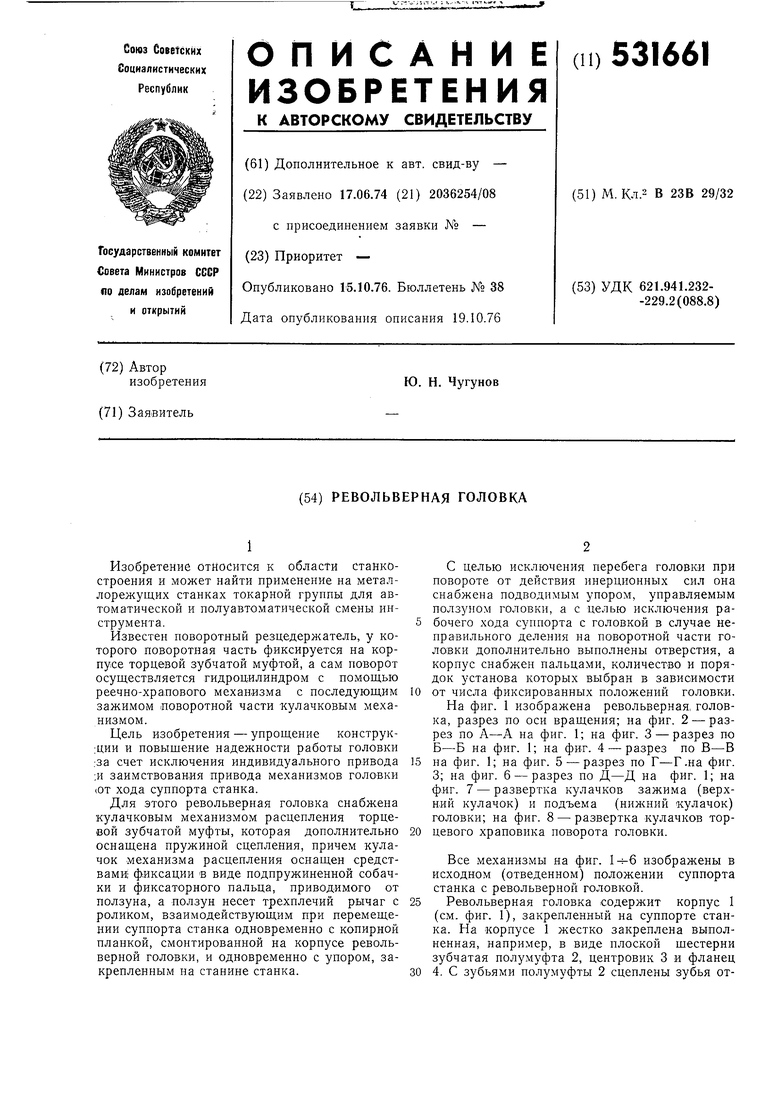
| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверный суппорт | 1975 |
|
SU653033A1 |
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| Портативное билетопечатающее устройство | 1983 |
|
SU1092540A1 |
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |
| Револьверная головка | 1980 |
|
SU908544A1 |
| Револьверная головка | 1971 |
|
SU650724A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| МЕХАНИЗМ ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ | 1973 |
|
SU383566A1 |
| Суппорт токарного станка с револьверной головкой | 1974 |
|
SU493299A1 |

I Фиг. 5
Положение окончательного :txtifta
Ш1Ь
Ри-г. S
