1 1
Ичобре I еняе от1«5сится к термообработке труб Б члщитной газонор среде и может быть использовано п различных пгрел атах непрерывного действия для термической и термохимической обработки труб или полого сортового материала.
llejrb изобреч-ения - предотвращение подсосов воздуха я ггечное пр(5стран- ство через ннутреиние пол(зстн тру5.
На чертеже изобр шено устройство К11нвектинного охлаждения труб в тер- №1ческой иечи, продо.гпзный разр(3.
Пакет o6pa6aThinaeh .bix труб 1 движется но роликам 2 в газоилотной камере , оборудова}Н101ь циркулянионным вентилятором .1 с э:гектроириБОдом 4 и холодильником 5. Внутри камеры расположены напорные короба 6, оборудованные со стороны садки струйны ш панелями 7 с сонловыми с)Т1 ерстиями 8. Отводяшле окяа 9 посредством системы трубопроводов соединены с холодильником. Против кг1ждого ряда сопловых отверстий по ширине коробов установ.чены отражательные пластины (1. Уилот ение В1,1ходного окна агрегата осуществляется 1 азовым затвором 1 1 ,
YcTpoiicTBO работает следую1Щ1м образом,
Защит){ый г аз из зоны охлаждения через отводящие окна 9 и систему трубопроводов за счет разрежения во всасывающем патрубке циркуляционного вентилятора 3 подается в холо;д1льник 5, где 1;1хлаждает1:н и под избыточн1,|М давлением посредством циркуляционного неитилятора 3 направляется в на- гюрныр короба 6, оборудованные со стороны обрабатываемых труб струйными панолкмл 7. Холод 1ый газ вытекает через ряды сопловых отверстий 8 в виде осесимметричных струй и атакуя поверхность (5брабатываем111Х труб, охлаждает их, при этом повышая свое тегк госодержание. Далее подогре Т1,1Й заищтньш газ отводится от поверхности обрабатываемых труб и вновь подается через холодильник 5 в напорные короба 6. Таким образом, за счет энергии циркуляционного вентилятора 3 производится многократное движение газового потока с передачей тепла от труб к охлаждающей воде.
В рабочем цространстве устройства конвективного озслаждения, не ЗНЕТЯТОМ
4321112
пакетом обрабатьпгаемых труб, вытека- юшие из соп.товых отверстий 8 струи ох:1ажде П1Ого загл1тного газа, атакуя расно. южсиные П1М)тив них отражатель- иые п.пастины, изменяют свою структуру: ;ифтика. составляющие скорости j-азового потока на локальном уча- ciKc меняют свое нагтравление на гори-| Q Огнт а.;1ьное и Д( и 1ее, оторвавшись от о -,,4 гг-льпой п: астины, поток рассе- иваот1 ч. При прохождении концов об- рабатываем1,1х труб 1 через деформированный участок охлаждающих струй
15 часть С | руйного потока нанравлена во внугритрубную полость. Динамический напор горизо1ггальной составляющей струйного потока нейтрализует локальное разрежение от основного участка
20 охлажд, 1Ю1цей , и возможность под- C -( :ui ог:;ружа1)1цего воздуха через внут- о11ние полости обрабатываемых труб 1-) чечное пространство полностью устраняется .
5 Расстояние от струйной нанели до
отражательной пластины, равное 0,6- 0,75 расстояния между противоположными )р| 1-1ми ко1)обами, выбрано из условий формирования струйного цото- 30 K;I , исключающего локальные зоны раз- ;1ежсни}Г в области обрабатываемых труб, а также беспрепятственного их Hpoxo;ia через устройство. Так, с уменьшением расстояния от струйной
25 if ti- Hi до отражательной пластины менее 0,6 расстояния между нротивопо- ложными напорными коробами увеличивается горизспггальная составляющая скорости потока в районе концов труб
40 и повышаются выбросы защитного газа через внутренние полости труб. Кроме того, в этом случае появляется воз- мож иэст1 механического контакта об- рабс1тываем1,1Х труб с отражательной
45 пластиной, что недопустимо. Увеличе- )1ие расстояния от струр1ной ианели до отражательной 1шастины более 0,75 расстояния между противоцоложными напорными коробами нецелесообразно,
Q поскол1)ку в этом случае зона расте- - кания охлаждающих струй по отражательной пластине оказывается за пределами концов обрабатываемых труб и по пути их следования локальные разgg режения не ликвидируются. Поперечный размер отражательной пластины, равный 3-6 диаметрам сопловых отверстий, определяется условиями формирования струйного потока, исключающего зоны
31
разрежения В области следования обрабатываемых труб и беспрепятственного распространения в печном пространстве соседних охлаждающих струй, вытекающих из противоположных струйных панелей. При уменьтении поперечного размера отражательной пластины менее 3 диаметров сопловых отверстий струя защитного газа, атакуя отра- жательную пластину, мало изменяет свою структуру (поток смыкается за пластиной), практически не влияя на зоны локального разрежения в районе следования обрабатываемых труб. С увеличением поперечного размера отражательной пластины более 6 диаметров сопловых отверстий возникает возможность натекания на отражательную пластину охлаждающих струй, вы- текающих из противоположных струйных панелей, что недопустимо из-за нарушения газодинамического режима охлаждения металла.
Выбор расстояния между противоположными рядами -сопловых отверстий по ширине напорных коробов в пределах 0,4 - 0,6 расстояния между рядами сопловых отверстий по ширине в каждой струйной панели определяется условием беспрепятственного распространения охлаждающих струй в зоне охлаждения металла. Уменьшение расстояния между противоположными рядами сопловых отверстий по ширине напорных коробов менее 0,4 расстояния между рядами сопловых отверстий по ширине в каждой струйной панели приводит к нарушению структуры струйного потока из-за возможного контакта соседних охлаждающих струй и отражательной пластины, при этом эффект ликвидации локальных зон разрежения в районе следования обрабатываемых труб не достигается. К аналогичным результатам приводит увеличение рас
Составитель О. Р мянцева Редакторе. Юрковецкая Техред И. Попович Корректор Л. Пилипенко
4633/40
Тираж 542 Подписное ВНИИИИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-пслиграфическое предприятие, г. Ужгюрод, ул. Проектная, 4
стояния между протипополсг«ными рядами сопловых отверстий по иJИpинe )u)- порных коробов более 0,6 расстояния между рядами сопловых отверстий по ширине каждой струйной панели.
Кроме того, размещение отражательных пластин в камере охлаждения способствует возрастанию статического давления в струе и, следовательно, снижает ее козффициент эжекции, что также уменьшает возможность подсосов воздуха в печь.
По сравнению с известными решениями предложенное устройство конвективного охлаждения позволит существенно повысить качество обрабатываемого металла и снизить расход защитного газа на технологические нужды термообработки труб.
Формула изобретения
Устройство конвективного охлаждения труб в термической печи, включающее циркуляционный вентилятор, холодильники, напорные короба и струйные панели с сопловыми отверстиями, отличающее ся тем, что,
с целью предотвращения подсосов воздуха в печное пространство через внутренние полости труб, против каждого ряда сопловых отверстий в плоскости, перпендикулярной их осям, на расстоянии от соответствующей струйной панели 0,6 - 0,75 расстояния между противоположными напорными коробами по ширине их установлены отражательные пластины, поперечный размер
которых составляет 3-6 диаметра сопловых отверстий, а расстояние между противоположными рядами сопловых отверстий по ширине напорных коробов составляет 0,4 - 0,6 расстояния между рядами сопловых отверстий по ширине в каждой струйной панели.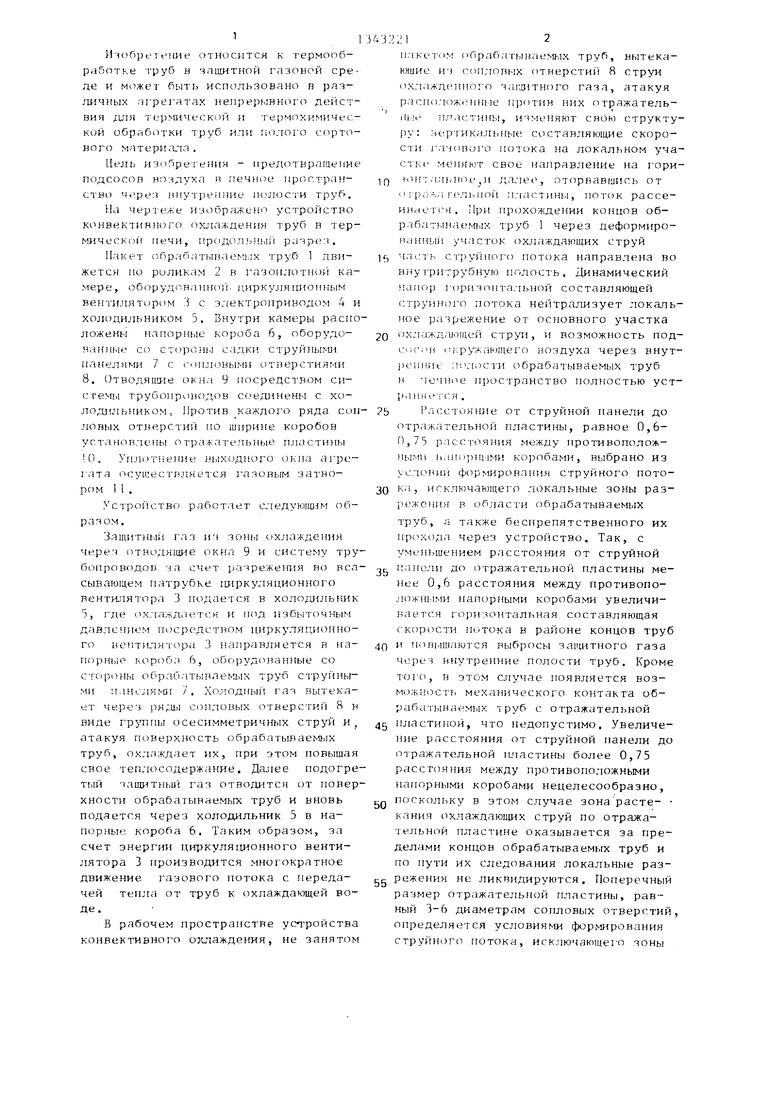
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения полосы в камере термической печи и устройство для его осуществления | 1981 |
|
SU1027237A1 |
| Устройство конвективного охлаждения протяжной печи | 1982 |
|
SU1236293A1 |
| Устройство конвективного охлаждения протяжной печи | 1988 |
|
SU1601144A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КАМЕРЫ СТРУЙНОГО ОХЛАЖДЕНИЯ ПОЛОСЫ В ПРОТЯЖНОЙ ПЕЧИ | 2010 |
|
RU2449232C2 |
| Затвор протяжной печи | 1983 |
|
SU1190173A1 |
| Способ конвективного охлаждения труб и устройство для его осуществления | 1987 |
|
SU1474174A1 |
| Газовый затвор протяжной печи с защитной атмосферой | 1986 |
|
SU1366836A1 |
| СПОСОБ ПРОВЕДЕНИЯ ГИДРОМАССАЖНЫХ ПРОЦЕДУР ДИНАМИЧЕСКОГО ВИДА | 2011 |
|
RU2479300C1 |
| Способ проведения гидромассажных процедур динамического вида | 2015 |
|
RU2613409C1 |
| Способ управления работой и реализации процессов формирования струйных потоков гидромассажного сканера | 2018 |
|
RU2708865C1 |
Изобретение относится к термообработке труб в защитной газовой среде и может быть использовано в различных агрегатах непрерывного действия для термической обработки полого материала. Цель изобретения - предотвращение подсосов окружающего воздуха в печь через внутренние полости труб. Холодный газ, вытекая. через ряды сопловых отверстий 8 и атакуя поверхность труб, охлаждает их и повышает свое теплосодержание. Далее газ вновь подается через холодильник 5 в напорные короба 6, образуя циркуляционньй контур. При прохождении концов труб 1 в районе отражательных пластин 10 часть струй в результате их деформации направлена во внутреннюю полость,нейтрализуя разрежение от основного участка струй. 1 ил. а (Л I II 1| |., , IL.LCI. 4-lliffl rfff rfff:fl irff f {r ff(l lfffffn l ffl frfftll l. 3 00 4 СО to ю
| Аптерман В | |||
| Н | |||
| и др | |||
| Протяжные печи | |||
| - М., Металлургия, 1969, с | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
