Изобретение относится к термообработке труб в защитной газовой среде и может быть использовано в различных агрегатах непрерывного действия для термической и термохимической обработки труб, прутков и сортового металла.
Целью изобретения является улучшение качества обработки путем повышения равномерности охлаждения.
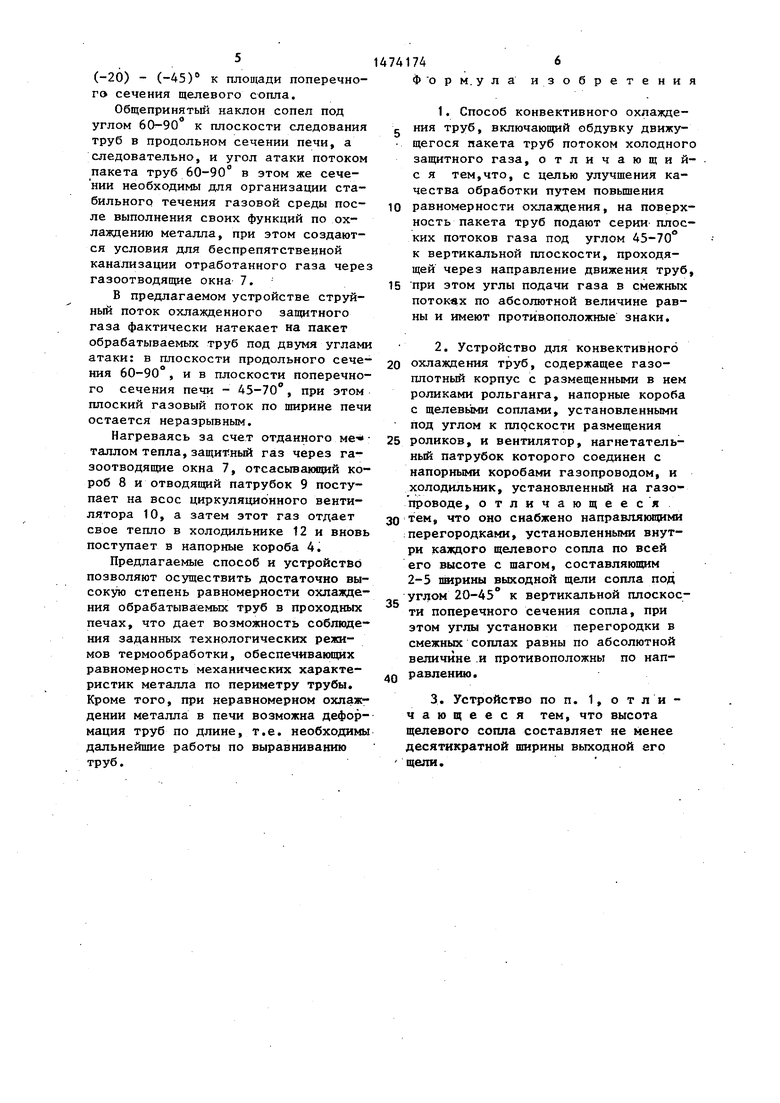
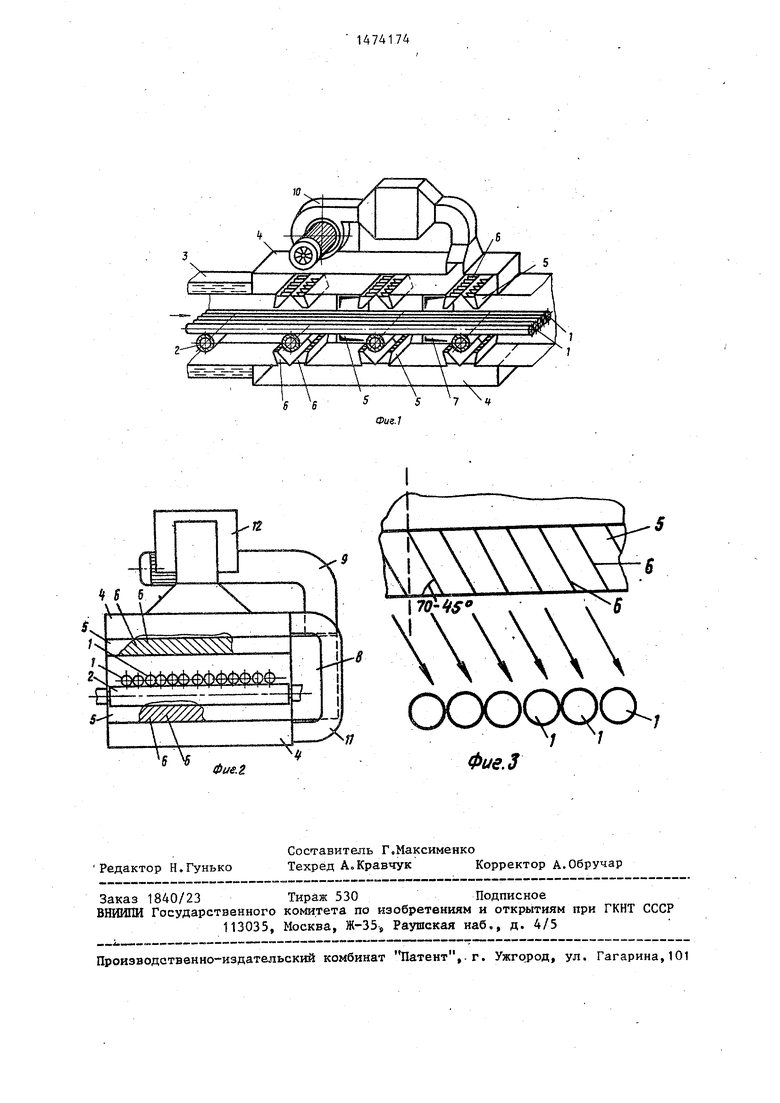
На фиг. 1 изобразчено устройство, продольный разрез; на фиг. 2 - то же, поперечный разрезj на фиг.З - вид на участок щелевого сопла и элемент пакета труб с изображением направления движения газовых потоков в поперечном сечении устройства.
Устройство конвективного охлаждения труб 1, движущихся по роликам 2, установлено на термической печи за камерой 3 радиационного охлаждения. По обе стороны от обрабатываемых труб размещены напорные короба 4, на которых установлены наклонные щелевые сопла 5 с направляющими перегородками 6. Направляющие перегородки установлены по всей высоте сопел с шагом, равным 2-5 ширинам выходной щели сопла, и под углом 20-45° к плоскости поперечного сечения сопла. Углы установки перегородок равны по абсолютной величине и противоположны по направлению. На боковой стенке устройства расположены газообразные окна 7, которые через отсасывающий короб 8 соединены отводящим патрубком 9 со всосом циркуляционного вентилятора 10. Верхний и нижний напорные короба соединены между собой перепускным трубопроводом 11 и через холодильник 12 присоединены к выхлопному патрубку циркуляционного вентилятора.
Способ ковективного охлаждения труб в проходной термической печи в предлагаемом устройстве осуществляется следующим образом.
Пакет обрабатываемых труб 1, двигаясь по роликам 2, из камеры радиационного нагрева поступает в устройство конвективного охлаждения, в котором за счет конвективного теплообмена производится отвод тепла от обрабатываемого металла. Нагретый от обрабатываемых труб защитный газ из зоны следования металла отбирается через газоотводящие окна 7, отсасывающий короб 8 и отводящий патрубок 9 и за счет энергии циркуляционного вентилятора 10 пропускается через холодильник 12, в котором происходит охлаждение газового потока с отводом тепла охлаждающей водой. Далее холодный защитный газ поступает в верхний и нижний напорные короба 4, соединенные между собой перепускным трубопроводом. Из напорных коробов 4 охлажденный защитный газ поступает в щепевые сопла 5, в которых происходит формирование плоского струйного потока,
атакующего обрабатываемые трубы 1. Ввиду того, что щелевые сопла 5 установлены под углом 60-90° к плоское- ти следования труб в продольном сечении печи, угол атаки газового , потока обрабатываемых труб в продольном сечении также составляет 60-90° .
Поступающий в щелевые сопла 5 заO щитный газ посредством направляющих перегородок 6 внутри самого сопла изменяет свое направление по отношению плоскости поперечного сечения сопла на угол 20-45°, а при выходе
5 из щелевого сопла струйный поток защитного газа атакует обрабатываемые трубы под углом 45-70°, в плоскости поперечного сечения печи.
+
0 Таким образом, благодаря предлагаемому техническому решению производится дополнительное отклонение газового потока в плоскости поперечного сечения печи, в результате
5 чего максимальное значение скорости потока при его атаке обрабатываемого металла смещается с вершины цилиндрического выступа пакета труб в образованные между ними впадины, при этом ликвидируются застойные зоны. Выравнивание скорости потока определяет более постоянные значения локального коэффициента теплоотдачи по периметру обрабатываемых труб, а следовательно, достигается и большая степень равномерности их охлаждения. Для повышения равномерности охлаждения по периметру труб углы атаки холодного защитного газа в соседних струйных течениях в плоскости- поперечного сечения печи имеют противоположные знаки. В данном случае каждая труба, входящая в пакет, со стороны натекания струйного потока подвергается обдувке по мере своего движения под углами атаки, имеющими поочередно противопложные знаки в плоскости поперечного сечения печи. Чередование знаков угла атаки потока достигается благодаря тому, что в каждом соседнем щелевом сопле направляющие перегородки установлены под углами с противоположным знаком. Например, в одном щелевом сопле направляющие перегородки установлены
под углом 20-45° к плоскости попе речного сечения сопла, в соседних щелевых соплах эти же направляющие перегородки установлены под углом
0
5
0
5
0
(-20) - (-45)° к площади поперечно- гэ сечения щелевого сопла.
Общепринятый наклон сопел под углом 60-90 к плоскости следования труб в продольном сечении печи, а следовательно, и угол атаки потоком пакета труб 60-90° в этом же сече- нии необходимы для организации стабильного течения газовой среды после выполнения своих функций по охлаждению металла, при этом создаются условия для беспрепятственной канализации отработанного газа через газоотводящие окна 7.
В предлагаемом устройстве струйный поток охлажденного защитного газа фактически натекает на пакет обрабатываемых труб под двумя углами атаки: в плоскости продольного сечения 60-90 , и в плоскости поперечного сечения печи - 45-70°, при этом плоский газовый поток по ширине печи остается неразрывным.
Нагреваясь за счет отданного ме- таллом тепла, защитный газ через га- зоотводящие окна 7, отсасывающий короб 8 и отводящий патрубок 9 поступает на всос циркуляционного вентилятора 10, а затем этот газ отдает свое тепло в холодильнике 12 и вновь поступает в напорные короба 4.
Предлагаемые способ и устройство позволяют осуществить достаточно высокую степень равномерности охлаждения обрабатываемых труб в проходных печах, что дает возможность соблюдения заданных технологических режимов термообработки, обеспечивающих равномерность механических характеристик металла по периметру трубы. Кроме того, при неравномерном охлаждении металла в печи возможна деформация труб по длине, т.е. необходимы дальнейшие работы по выравниванию труб.
рмула
и
6
3 О б Р
е т е н и я
5
1. Способ конвективного охлаждения труб, включающий обдувку движущегося пакета труб потоком холодного защитного газа, отличающий- с я тем,что, с целью улучшения качества обработки путем повышения равномерности охлаждения, на поверхность пакета труб подают серии плоских потоков газа под углом 45-70 к вертикальной плоскости, проходящей через направление движения труб, при этом углы подачи газа в смежных потоках по абсолютной величине равны и имеют противоположные знаки.
2. Устройство для конвективного охлаждения труб, содержащее газоплотный корпус с размещенными в нем роликами рольганга, напорные короба с щелевыми соплами, установленными под углом к плоскости размещения
роликов, и вентилятор, нагнетательный патрубок которого соединен с напорными коробами газопроводом, и холодильник, установленный на газопроводе, отличающееся
тем, что оно снабжено направляющими перегородками, установленными внутри каждого щелевого сопла по всей его высоте с шагом, составляющим 2-5 ширины выходной щели сопла под углом 20-45° к вертикальной плоскости поперечного сечения сопла, при этом углы установки перегородки в смежных соплах равны по абсолютной величине и противоположны по направлению.
3. Устройство по п. отличающееся тем, что высота щелевого сопла составляет не менее десятикратной ширины выходной его щели.
Ю
6 В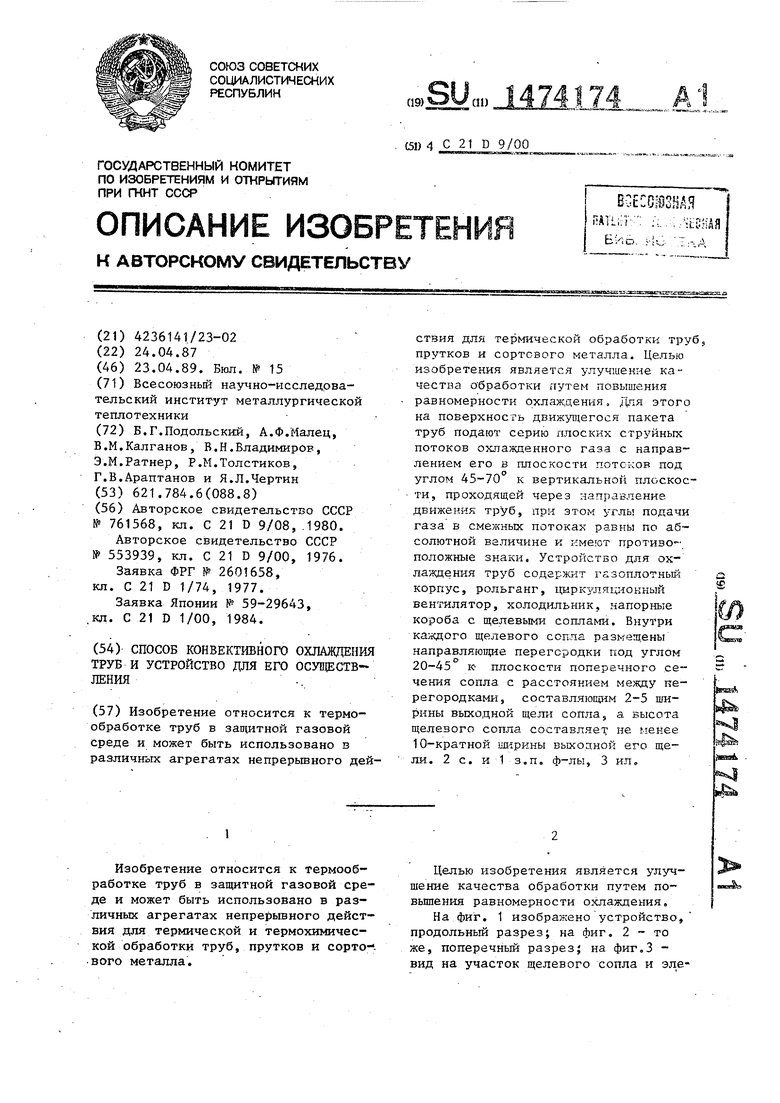

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ КАМЕРЫ СТРУЙНОГО ОХЛАЖДЕНИЯ ПОЛОСЫ В ПРОТЯЖНОЙ ПЕЧИ | 2010 |
|
RU2449232C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ЛИФТОВЫХ ТРУБ ТИПА "ТРУБА В ТРУБЕ" | 2012 |
|
RU2479647C1 |
| Способ охлаждения полосы в камере термической печи и устройство для его осуществления | 1981 |
|
SU1027237A1 |
| Устройство конвективного охлаждения протяжной печи | 1988 |
|
SU1601144A1 |
| Устройство конвективного охлаждения труб в термической печи | 1986 |
|
SU1343221A1 |
| Затвор протяжной печи | 1983 |
|
SU1190173A1 |
| Устройство для продувки труб в термической печи | 1981 |
|
SU985088A2 |
| Газовый затвор протяжной печи с защитной атмосферой | 1986 |
|
SU1366836A1 |
| Устройство для продувки труб в термической печи | 1978 |
|
SU773102A1 |
| Газовый затвор для проходных термических печей | 1978 |
|
SU773101A1 |
Изобретение относится к термообработке труб в защитной газовой среде и может быть использовано в различных агрегатах непрерывного действия для термической обработки труб, прутков и сортового металла. Целью изобретения является улучшение качества обработки путем повышения равномерности охлаждения. Для этого на поверхность движущегося пакета труб подают серию плоских струйных потоков охлажденного газа с направлением его в плоскости потоков под углом 45-70°с к вертикальной плоскости, проходящей через направление движения труб, при этом, углы подачи газа в смежных потоках равны по абсолютной величине и имеют противоположные знаки. Устройство для охлаждения труб содержит газоплотный корпус, рольганг, циркуляционный вентилятор, холодильник, напорные короба с щелевыми соплами. Внутри каждого щелевого сопла размещены направляющие перегородки под углом 20÷45° к плоскости поперечного сечения сопла с расстоянием между перегородками, составляющим 2÷5 ширины выходной щели сопла, а высота щелевого сопла составляет не менее 10 кратной ширины выходной его щели. 2 с.п. ф-лы, 1 з.п. ф-лы, 3 ил.
ч
Фие.%
oooqqcx,
Фие.З
| Авторское свидетельство СССР № 761568, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для охлаждения изделий | 1972 |
|
SU553939A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ПЛОСКОВАЛЬГУСНОЙ ДЕФОРМАЦИИ СТОП У ДЕТЕЙ С ИСПОЛЬЗОВАНИЕМ ИМПЛАНТОВ ИЗ НИКЕЛИДА ТИТАНА | 2015 |
|
RU2601658C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
