Изобретение относится к области термообработки стальной полосы в защитной газовой среде и может быть использовано преимущественно в камере струйного охлаждения протяжной печи выпрямляющего отжига электротехнической стали.
Известен способ конвективного охлаждения труб и устройство для его осуществления (SU 1474174, публ. 1987 г.) [1]. Способ включает подачу на поверхность обрабатываемого металла серии сдвоенных плоских потоков защитного газа под углом 60-90 градусов в противоположные стороны к плоскости следования металла в продольном сечении печи. Этот прием организует стабильное течение газовой среды после выполнения своих функций по охлаждению металла, при этом создаются условия для беспрепятственной канализации отработанного газа через газоотводящие окна.
Основной недостаток известного способа заключается в том, что в пространстве печи между двумя соседними струйными потоками, направленными в противоположные стороны, будет наблюдаться зона с пониженным или отрицательным давлением газа относительно атмосферного воздуха. Ввиду того, что эта зона по сторонам ограничена боковыми стенками печи, в которой могут иметь место микронеплотности, это, как правило, приводит к подсосу воздуха и окислению поверхности обрабатываемого металла. Микронеплотности в корпусе печи возникают в процессе эксплуатации из-за разных температурных расширений внепечных и внутренних элементов и узлов: опорных роликов, фланцевых соединений, сварных швов и так далее.
Кроме того, в пространстве между каждыми двумя соседними струйными потоками, направленными в разные стороны, отсутствует струйная обдувка обрабатываемого металла, то есть процесс его охлаждения в целом по камере охлаждения снижается.
Известен способ герметизации протяжной печи электропечи (SU 1295180, публ. 1986 г.) [2], в котором для сушки электроизоляционного покрытия полосы и ее термообработки устанавливают избыточное давление газовой среды в камере сушки равным 0,1-0,5 от величины избыточного давления защитного газа в соседних камерах нагрева, выдержки и охлаждения. Вышеуказанный перепад давления газа необходим для исключения попадания продуктов сушки покрытия полосы, содержащих окислитель, из камеры сушки в остальные камеры печи.
Для интенсификации процесса сушки электроизоляционного покрытия полосы через входной проем подводят воздух в количестве 20-70% от количества защитного газа, подаваемого в печь. Входной проем протяжной печи уплотняется с помощью струйной завесы из смеси воздуха и защитного газа, а выходной проем - газовым затвором. Камера охлаждения рассматриваемой протяжной печи состоит из камеры регулируемого и нерегулируемого охлаждения полосы. Камера регулируемого охлаждения печи оснащена воздухоохлаждаемыми трубами и предназначена для регламентированного охлаждения полосы со скоростью не более 12 градусов в секунду. Окончательное охлаждение полосы происходит в камере нерегулируемого охлаждения с помощью рассредоточенных по длине потоков исходного защитного газа, подаваемого в печь.
Таким образом, в камере охлаждения рассматриваемой печи реализуется малоинтенсивный процесс охлаждения полосы ввиду ограниченного расхода газа, подаваемого в печь, что ограничивает производительность печного агрегата. Кроме того, по всей длине внутреннего объема печи в рассматриваемом способе герметизации необходимо поддерживать давление защитного газа, которое должно быть в 2,5-5,0 раз больше, чем давление газа в камере сушки. В этом случае существенно увеличиваются потери защитного газа через неплотности корпуса печи: термически деформированные сварные швы, неплотные фланцевые соединения элементов и узлов печи, которые необходимо покрывать за счет увеличения подачи в печь защитного газа.
Наиболее близким к заявленному является известный промышленно освоенный способ герметизации камеры конвективного охлаждения полосы в протяжной печи (Журнал «Сталь» №3, 1990, стр.99-102) [3]. Согласно известному способу в каждом из последовательно установленных блоков струйного охлаждения реализована циркуляция защитного газа по теплообменному циклу, а выход печи уплотнен газовым затвором, где циркуляция защитного газа работает в режиме герметизации. Для циркуляции защитного газа по теплообменному циклу требуются последовательно установленные: вентилятор, холодильник, напорные короба с сопловыми отверстиями и отводящие каналы. Высокоинтенсивное охлаждение полосы осуществляется высокоскоростными струями защитного газа, натекающими перпендикулярно на поверхность обрабатываемого металла. Циркуляция защитного газа, работающая в режиме герметизации, осуществляется посредством камеры нагнетания, камеры отвода и выходной камеры. Камера отвода присоединена к вентилятору с образованием замкнутого контура движения защитного газа. Данный способ герметизации камеры конвективного охлаждения полосы обеспечивает надежное уплотнение лишь одного выходного проема печи.
Одним из существенных недостатков этого способа герметизации камеры конвективного охлаждения является то, что он требует поддержания значительного по величине избыточного давления защитного газа в печном объеме по всей ее длине. Это объясняется тем, что струи защитного газа, перпендикулярно натекая снизу и сверху на поверхность полосы с большой скоростью (40-60 метров в секунду) после удара об нее образуют настильные потоки, скорости которых направлены в разные стороны. Соударяясь между собой, они инициируют вихревые потоки с локальными (местными) зонами, внутри которых имеют место пониженное или отрицательное давление газа относительно атмосферного воздуха.
Соприкасаясь с наружными микронеплотностями стенок печи, сварных швов, фланцевых соединений узлов и деталей, например опорных роликов, эти зоны являются источником неорганизованных микроподсосов воздуха в печной объем. Такие локальные зоны с отрицательным статическим давлением газа имеют место и в местах настильного обтекания вышеуказанных стенок высокоскоростными струями защитного газа, вытекающих из крайних по ширине полосы сопловых отверстий, то есть возникает известный «эффект свистка», который также может быть причиной подсоса воздуха. Постоянно поступающий окислитель в незначительных количествах через микронеплотности стенок печи быстро увеличивает свою концентрацию в защитном газе, поскольку контур теплообменного цикла блока струйного охлаждения работает в замкнутом режиме с большой кратностью циркуляции и практически не обновляется свежим защитным газом. В результате теряются защитные свойства газа в объеме печи, и поверхность полосы окисляется, что недопустимо.
Таким образом, для уменьшения вероятности подсосов воздуха в рассматриваемой циркуляции защитного газа, работающей в режиме конвективного охлаждения, необходимо увеличить давление защитного газа по всей длине печного объема, что позволяет снизить вероятность возникновения зон с отрицательным статическим давлением газа относительно окружающего печь воздуха. Однако повышение давления защитного газа в камере конвективного охлаждения повлечет за собой и повышение его во всех остальных камерах: нагрева, выдержки и регулируемого охлаждения. Учитывая, что длина камеры конвективного охлаждения составляет 5-10% от общей длины печи, то в такой же пропорции будут распределены и площади всех микронеплотностей внешних стенок печи. Вследствие этого потери защитного газа в начальных камерах печи будут составлять 90-95% от суммарных потерь газа через неплотности стенок печи.
Поскольку защитный газ, потерянный через неплотности печи, не участвует в технологическом процессе термообработки полосы, то это явление существенно снижает экономические показатели работы печного агрегата в целом. Уменьшить влияние образования зон с отрицательным давлением защитного газа можно также и за счет уменьшения скоростей течений в циркуляционном контуре движения газа, однако это приведет к уменьшению интенсивности теплообмена между защитным газом и металлом, а значит и снижению производительности печи, что противоречит целям способа.
Задача настоящего изобретения состоит в создании стабильно надежного и экономичного способа герметизации камеры струйного охлаждения полосы в протяжной печи. В отличие от известного, в заявленном способе герметизации в первом по ходу движения полосы блоке циркуляции защитного газа на поверхность обрабатываемой полосы сверху и снизу, под углом к плоскости ее движения подают плоские струи защитного газа, направленные в сторону выхода печи.
При этом давление защитного газа в камере струйного охлаждения между циркуляцией защитного газа в первом блоке струйного охлаждения и последней циркуляцией защитного газа в выходном газовом затворе составляет 2-5 от давления газа в остальном объеме печи.
Сущность изобретения заключается в том, что система плоских струйных течений, расположенных попарно сверху и снизу обрабатываемой полосы и направленных под углом в сторону выхода печи, образуют многослойную завесу из защитного газа, которая перекрывает проем и в тоже время обеспечивает беспрепятственный проход полосы. Под действием перепада давления газа по сторонам каждой пары струй траектория их движения от среза сопла до поверхности полосы искривляется в сторону объема с меньшим давлением газа. Натекая на горизонтальную поверхность полосы, струи атакуют ее и растекаются в противоположных направлениях, причем большая ее часть движется в сторону объема с меньшим давлением, а меньшая часть - в сторону с большим давлением газа. Каждая из пар струйных течений срабатывает часть общего перепада давления, которое удерживает вся система струй газа. Расход газового потока, который поступает в сторону объема с большим давлением, расходуется на покрытие регламентированных потерь газа из циркуляционного контура движения газа в выходном газовом затворе, а также потерь газа через неплотности корпуса камеры струйного охлаждения. Оставшаяся большая часть газовых потоков после каждой из пар струйных завес, движущихся настильно по полосе в сторону с меньшим давлением, направляются вновь на организацию уплотнения и теплообменного цикла в циркуляционном контуре первого блока струйного охлаждения.
Согласно заявленному способу осуществляют одновременно герметизацию входного окна и теплообменный цикл охлаждения полосы. Энергозатраты на одновременную организацию уплотнения входного проема и интенсивного охлаждения полосы в циркуляционном контуре движения газа рассматриваемого способа равны энергозатратам циркуляций защитного газа в остальных блоках струйного охлаждения, работающих только по теплообменному циклу, поскольку скорость истечения газа из сопел и его расход равны в обоих типах циркуляции защитного газа. Так как выходное окно протяжной печи уплотняется циркуляцией защитного газа в газовом затворе, работающей в режиме герметизации, то в объеме между двумя крайними циркуляциями камеры струйного охлаждения возникает избыточное по отношению к атмосфере и объемам начальных камер печи давление газа. Таким образом, заявленный способ дает возможность сохранить высокоинтенсивное охлаждение полосы и исключить подсосы воздуха в уплотняемый объем. Кроме того, отпадает необходимость поддерживать высокое давление защитного газа по всему объему печи.
В начальных камерах печи рекомендуется устанавливать давление газа в 2-5 раз ниже, чем в объеме камеры струйного охлаждения, уплотняемом заявленным способом. Снижение давления защитного газа в начальных камерах печи способствует уменьшению потерь защитного газа через неплотности стенок этих камер, а следовательно, и общей экономии расхода защитного газа, подаваемого в объем печи. То, что давление защитного газа в камере струйного охлаждения между первой циркуляцией газа в первом блоке струйного охлаждения и последней циркуляцией в выходном газовом затворе составляет 2-5 от величины давления газа в остальном объеме печи обусловлено следующим.
При установке перепада давления в объеме печи между первой и последней циркуляциями защитного газа и остальным объемом печи менее 2 от величины давления в изолируемом объеме будет недостаточно для исключения возможности образования локальных зон с отрицательным статическим давлением относительно атмосферного воздуха. Вследствие этого не исключается вероятность подсосов воздуха через микронеплотности стенок камеры струйного охлаждения, последующего накопления окислителя и снижения в результате этого качества обрабатываемой полосы. Установка перепада давления в изолируемом объеме печи и остальными камерами более 5 также нецелесообразно ввиду того, что чрезмерное увеличение давление газа приведет к неоправданному повышению потерь защитного газа через микронеплотности стенок камеры струйного охлаждения.
Новый технический результат заявленного изобретения заключается в повышении качества обрабатываемого металла, снижении энергозатрат, снижении расхода защитного газа по всему объему печи.
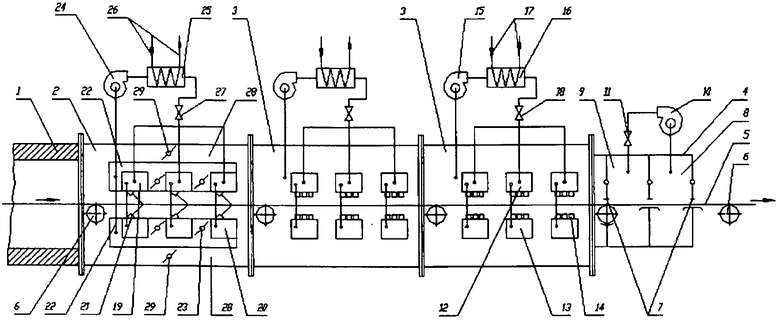
Изобретение иллюстрируется рисунком, где изображена схема реализации способа герметизации камеры струйного охлаждения протяжной печи, которая состоит из первого по ходу движения специализированного блока струйного охлаждения, существующих блоков струйного охлаждения и выходного газового затвора.
Способ реализуется следующим образом. Камера струйного охлаждения протяжной печи пристыкована к камере регулируемого охлаждения 1 и состоит из первого по ходу движения полосы блока струйного охлаждения 2, последующих блоков струйного охлаждения 3 и выходного газового затвора 4. В проходной части камеры струйного охлаждения движется обрабатываемая полоса 5 по опорным роликам 6. Циркуляционный контур защитного газа, обеспечивающий герметизацию выходного окна печи, состоит из пережимов 7, камеры отвода 8, камеры нагнетания 9 и циркуляционного вентилятора 10, производительность которого изменяется с помощью регулирующего органа 11. Второй и третий циркуляционные контуры защитного газа, работающие в режиме теплообменного цикла, однотипны: каждый из них состоит из верхних 12 и нижних 13 напорных коробов, сопловой системы 14, циркуляционного вентилятора 15, газоводяного холодильника 16 с подводом и отводом охлаждающей воды 17 и регулирующего органа 18. Первый циркуляционный контур защитного газа, работающий как в режиме уплотнения, так и в режиме теплообменного цикла, состоит из верхних 19 и нижних 20 напорных коробов, сопловой системы из щелевых отверстий 21, отводящих каналов 22 с регулирующими органами 23, циркуляционного вентилятора 24, газоводяного холодильника 25 с подводом и отводом воды 26. Производительность вентилятора 24 изменяется с помощью регулирующего органа 27. Кроме того, имеются перепускные каналы 28 с регулирующими органами 29. Способ герметизации камеры струйного охлаждения работает следующим образом. Обрабатываемая полоса 5 по роликам 6 поступает в струйную часть циркуляционных контуров движения защитного газа, блоков струйного охлаждения 2 и 3, где охлаждается, отдавая тепло потокам защитного газа, которые формируются в сопловых системах 14 и 21. После выполнения своих функций по охлаждению полосы потоки защитного газа посредством отводящих каналов 22 поступают на вход циркуляционных вентиляторов 15 и 24, на выходе которых установлены газоводяные холодильники 16 и 23, где защитный газ отдает тепло охлаждающей воде. Далее охлажденный защитный газ поступает в напорные короба 12, 14, 19 и 20 для повторного теплообменного цикла. Ввиду того, что скорость струйных потоков, формируемых в сопловых отверстиях, достигает значительных величин (~ 50-60 м/с), то после удара и последующего растекания их по поверхности полосы возникают вихревые течения, направленные в разные стороны, которые взаимодействуют как между собой, так и обтекают внутренние стенки корпуса печи. В результате этого явления внутри этих скоростных течений возникают локальные (местные) зоны с пониженным статическим давлением газа относительно соседних объемов с более низкими скоростями движения. При соприкосновении зон с пониженным статическим давлением с микронеплотностями корпуса печи могут возникнуть подсосы воздуха внутрь рабочего объема печи. Учитывая большую кратность циркуляции защитного газа по теплообменному циклу (~ 0,5-1,5 циклов в секунду), происходит быстрое накопление содержания воздуха в защитном газе, резкому снижению его защитных свойств и последующему окислению поверхности полосы, то есть к браку. Исключить это явление, не снижая интенсивность охлаждения металла, можно за счет уплотнения входного и выходного проемов, повысив статическое давление в этом объеме печи. Для этого первая по ходу движения полосы циркуляция защитного газа работает как в режиме теплообменного цикла, так и в режиме уплотнения входного проема камеры струйного охлаждения. Верхние и нижние короба 19 и 20 этого блока снабжены плоскими щелевыми соплами 21, которые формируют многослойные завесы защитного газа, направленные под углом в сторону выхода печи и перекрывающие проходной проем снизу и сверху обрабатываемой полосы. Эти плоские струйные течения под действием перепада давления по их сторонам отклоняются в сторону меньшего давления и натекают на поверхность металла, а затем отводятся через каналы 22 на вход вентилятора 24 для последующего охлаждения в холодильнике 25 и продолжения теплообменного и уплотняющего циклов. Изменение интенсивности охлаждения полосы осуществляется за счет регулирования производительности вентилятора 24 органом 27. Уплотняющие свойства каждой пары плоских струйных течений регулируются индивидуальными органами 23. Изменение давления защитного газа в герметизируемом объеме камеры струйного охлаждения производится за счет перепуска излишнего защитного газа из этого объема по специальным каналам 28 с регулирующими органами 29 в объем печи с пониженным давлением газа. Выходной проем камеры струйного охлаждения уплотняется посредством газового затвора 4, где реализуется циркуляция защитного газа, работающая в режиме герметизации. Уплотнение работает следующим образом. Поток защитного газа под действием избыточного давления в камере струйного охлаждения перетекает с потерей давления из напорной камеры 9 в камеру отвода 8, откуда большая часть этого потока поступает на вход вентилятора 10, а меньшая часть вытекает из затвора через наружный пережим в виде регламентированных потерь. С выхода вентилятора 10 защитный газ перекачивается в напорную камеру 9 для продолжения цикла по герметизации выходного окна печи. Производительность циркуляционного контура защитного газа, а значит его уплотняющие свойства изменяются регулирующим органом 11. В камере струйного охлаждения протяжной печи, уплотняемой с двух сторон циркуляциями защитного газа, целесообразно устанавливать величину давления защитного газа в диапазоне 2-5 от давления газа в остальной части печного объема. Рекомендуемый уровень избыточного давления защитного газа с одной стороны дает возможность исключить появление струйных течений газа с зонами с отрицательным статическим давлением и предотвратить подсосы воздуха в уплотняемый данным способом объем печи, с другой - уменьшить неоправданно большие потери защитного газа через неплотности стенок корпуса начальных камер протяжной печи. Заявленный способ позволяет надежно и экономично загерметизировать камеру струйного охлаждения полосы в протяжной печи, чем обеспечить снижение расхода защитного газа, подаваемого в печь и повысить качество обрабатываемого металла без снижения производительности печного агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЗОДИНАМИЧЕСКОЙ ГЕРМЕТИЗАЦИИ ЗАГРУЗОЧНЫХ И РАЗГРУЗОЧНЫХ ОКОН ПРОТЯЖНОЙ ПЕЧИ | 2010 |
|
RU2420700C1 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОЙ ГЕРМЕТИЗАЦИИ ЗАГРУЗОЧНЫХ И РАЗГРУЗОЧНЫХ ОКОН ПРОТЯЖНОЙ ПЕЧИ (ВАРИАНТЫ) | 2010 |
|
RU2443960C1 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОЙ ГЕРМЕТИЗАЦИИ ЗАГРУЗОЧНЫХ И РАЗГРУЗОЧНЫХ ОКОН ПРОТЯЖНОЙ ПЕЧИ (ВАРИАНТЫ) | 2010 |
|
RU2429435C1 |
| Устройство конвективного охлаждения протяжной печи | 1988 |
|
SU1601144A1 |
| Способ герметизации протяжной электропечи и протяжная электропечь | 1985 |
|
SU1295180A1 |
| Способ герметизации загрузочно-разгрузочных проемов проходных печей и газовый затвор для проходных печей | 1985 |
|
SU1303802A1 |
| Способ охлаждения полосы в камере термической печи и устройство для его осуществления | 1981 |
|
SU1027237A1 |
| Газовый затвор для проходных термических печей | 1978 |
|
SU773101A1 |
| Затвор протяжной печи | 1983 |
|
SU1190173A1 |
| Устройство конвективного охлаждения протяжной печи | 1982 |
|
SU1236293A1 |
Изобретение относится к термической обработке стальных деталей, в частности к способу охлаждению деталей в камере струйного охлаждения протяжной печи. Способ включает циркуляцию защитного газа по теплообменному циклу в последовательно установленных блоках струйного охлаждения, включая циркуляцию защитного газа для герметизации выходного газового затвора печи. В первом по ходу движения полосы блоке струйного охлаждения с циркуляцией защитного газа на поверхность обрабатываемой полосы сверху и снизу, под углом к плоскости ее движения подают плоские струи защитного газа, направленные в сторону выхода печи, при этом давление защитного газа в камере струйного охлаждения между циркулирующим защитным газом в первом блоке струйного охлаждения и циркулирующим защитным газом в выходном газовом затворе составляет 2-5 от давления газа в остальном объеме печи. Технический результат заявленного изобретения заключается в повышении качества обрабатываемого металла и снижении расхода защитного газа по всему объему печи за счет исключения подсосов воздуха. 1 ил.
Способ герметизации камеры струйного охлаждения полосы в протяжной печи, включающий циркуляцию защитного газа по теплообменному циклу в последовательно установленных блоках струйного охлаждения, включая циркуляцию защитного газа для герметизации выходного газового затвора печи, отличающийся тем, что в первом по ходу движения полосы блоке струйного охлаждения с циркуляцией защитного газа на поверхность обрабатываемой полосы сверху и снизу, под углом к плоскости ее движения подают плоские струи защитного газа, направленные в сторону выхода печи, при этом давление защитного газа в камере струйного охлаждения между циркулирующим защитным газом в первом блоке струйного охлаждения и циркулирующим защитным газом в выходном газовом затворе составляет 2-5 от давления газа в остальном объеме печи.
| ПОДОЛЬСКИЙ Б.Г | |||
| и др | |||
| Реализация конвективного охлаждения полосы в протяжной печи | |||
| Сталь, 1990, №3, с.99-102 | |||
| Способ конвективного охлаждения труб и устройство для его осуществления | 1987 |
|
SU1474174A1 |
| Способ герметизации протяжной электропечи и протяжная электропечь | 1985 |
|
SU1295180A1 |
| Устройство для поддержания состава газовых сред внутри камер промышленных печей | 1985 |
|
SU1350467A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

