Изобретение относится к автоматизации непрерывных широкополосовых станов горячей прокатки, в частности к управлению температурой полосы на выходе из чистовой группы клетей стана.
Цель изобретеиия - увеличение выпуска годного проката.
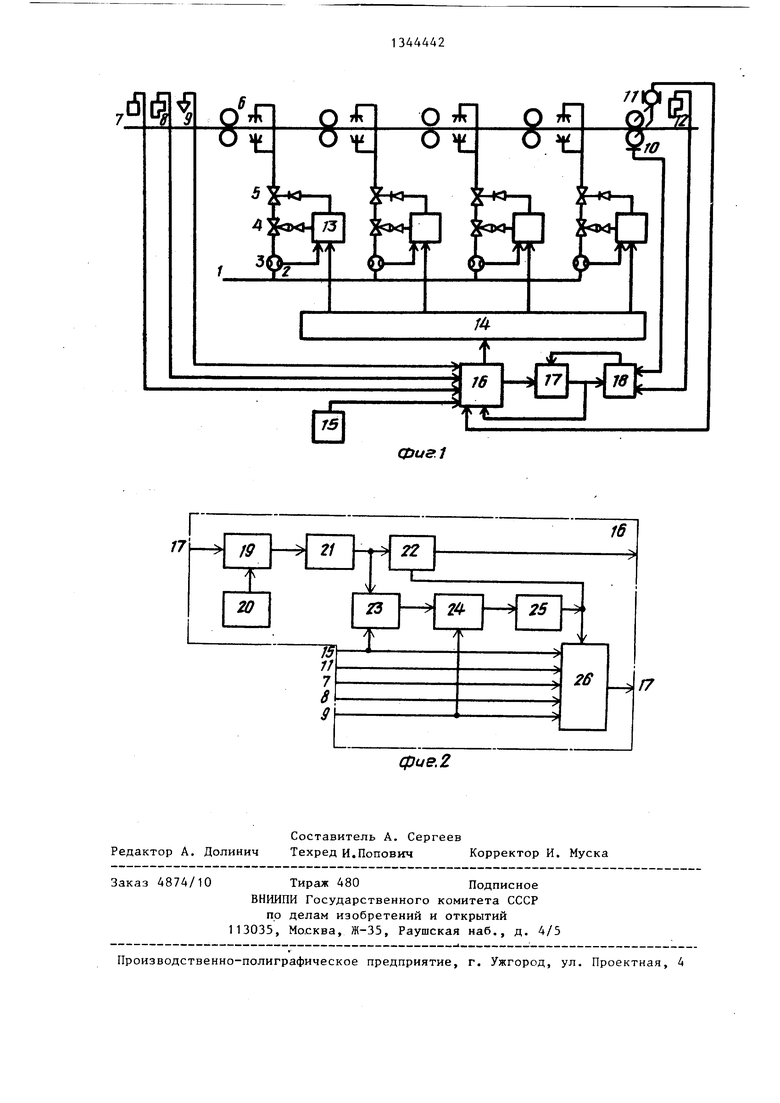
На фиг. 1 приведена блок-схема устройства адаптивного управления температурой полосы при прокатке; на фиг. 2 - блок-схема вычислительного блока.
Блок-схема устройства адаптивного управления температурой полосы при прокатке содержит общий питающий трубопровод 1, трубопровод 2 межклетевого промежутка, расходомер 3, режущий клапан 4, отсечной клапан 5 коллектор 6 охлаждения, датчик 7 толщины подката, датчик 8 температуры подката, датчик 9 наличия металла перед чистовой группой; датчик 10 наличия металла в последней клети, датчик 11 скорости последней клети, датчик 12 температуры конца прокатки блок 13 управления клапанами, блок
14распределения расхода, задатчик
15сортамента, вычислительный блок 16, множительный блок 17, блок 18 адаптации.
Блок-схема вычислительного блока содержит сравнивающий блок 19, задатчик 20 температуры конца прокатки, блок 21 зоны нечувствительности нормально замкнутый управляемый ключ 22, блок 23 умножения, функциональный преобразователь 24 с памятью, блок 25 ограничений, решающий блок 26.
Устройство работает следующим образом.
По сигналу датчика 9 наличия металла перед чистовой группой запускается решающий блок 26, который, используя сигналы от датчика 7 толщины подката, датчика 8 температуры подката, датчика 11 скорости последней клети, задатчика 15 сортамента и множительного блока 17, формирует сигнал предполагаемой температуры конца прокатки в соответствии с выражением
Т,,р к ag j, хК,, f(T,, , ) f
N(1
Z
2i
v
-Z K.
ftri
- 4T
ежл
),
(1)
где Т
вы. Pi
ex.
BX. i
V.
f-(Tbxi)
-предполагаемая температура j-й полосы на выходе из чистовой труппы, °С;
-температура j-ro подката на входе в чистовую группу, С;
-расчетная температура полосы на входе в i-ю клеть, Cj
-скорость в 1-м межкле-тевом промежутке, м/с; .i .
Mv
о.
(V;)
k
aj.
г , aj
V:
5
0
5
0
- коэффициенты, постоянные при прокатке одного профИлеразмера полос;
I oxA снижение температуры полосы в результате межклетевого охлаждения, С;
- коэффициент адаптации, полученный на полосе, на первой полосе, с которой начинает работать устройство kag, 1.
Сигнал предполагаемой температуры полосы на выходе из чистовой группы с выхода вычислительного блока 16 поступает на множительный блок 17, на выходе которого формируется величина
PJ
р,
к
OA-J
(2)
где Т
5Ы)- р
- скорректированная прогнозируемая температура конца прокатки, С. Сигнал Т . pj поступает в сравни- вающий блок 19. В результате сравнения Т „.„ о- с сигналом, поступающим
О elA J
С задатчика 20 температуры конца прокатки, на выходе сравнивающего блока
19 формируется сигнал /)Т:, равный
Т.
Т,
Р
- Т
Зал
(3)
где - заданная температура конца прокатки, с.
Этот сигнал поступает в блок 21 зоны нечувствительности, на выходе которого формируется сигнал Т
О
при MTI З С 5
(4) при dlU .
Ш
Сигнал 4Тр„с.) поступает на первый вход блока 23 умножения, входящего в состав вычислительного блока 16, на выходе которого вырабатывается величина, определяющая суммарное коли- чество воды ЛQj, необходимое для охлаждения полосы на величину Трд :
4QJ .j С
где С - константа, подаваемая на
второй вход блока 23 умножения от задатчика 15 сортаПри попадании переднего конца полосы под датчик 12 температуры конца прокатки сигнал от него поступает-в блок 18 адаптации. Назначение блока 18 адаптации состоит в формировании
мента.
Функциональный преобразователь 24 25 корректирующего сигнала Kag.j, пода- с памятью, входящий в состав вычисли- ваемого на второй вход множителя 17. тельного блока 16,выполняет алгебраПроизводимая коррекция дает возможность изменить величину управляющего воздействия для учета изменений пере даточных свойств объекта. Сигнал на выходе блока 18 адаптации формируется в соответствии с процедурой Робинсона-Монро
ическую операцию суммирования сигнала 4Q с ранее накопленной на преJ-1
дыдущих полосах величиной
Z Q;
(1
расхода и запоминание полученного
результата
iQV Q J 21 Л Qi.
t
ii
Этот сигнал поступает на вход блока 25 ограничений, входящего в состав вычислительного блока 16, в котором проверяется удовлетворяет ли величина заданным ограничениям. Работа блока 25 ограничений происходит в
соответствии с выражением
1
Q при О Q Ij. Q, О при Q О
Q QMOKC
где Q - максимальный расход воды, охлаждающей гидроустановки в межклетевых промежутках чистовой группы.
Величина Q поступает на вход нормально замкнутого управляемого ключа 22, который пропускает его в блок 14
распределения расхода только при выполнении условия л Т
рстс
0. По сигналу Q в блоке 14 распределения расхода вырабатываются управляющие сигналы Q. для каждого блока 13 управления клапанами по следующему правилу:
Q (i 1, 2, 3, N),
(8)
где 1 . - константа для i-ro промежутка и для выполняются
условия
О 1. #
20
1; Т-1, 1;
Q . - задание расхода воды в i-м
промежутке.
При попадании переднего конца полосы под датчик 12 температуры конца прокатки сигнал от него поступает-в блок 18 адаптации. Назначение блока 18 адаптации состоит в формировании
корректирующего сигнала Kag.j, пода- ваемого на второй вход множителя 17.
Производимая коррекция дает возможность изменить величину управляющего воздействия для учета изменений передаточных свойств объекта. Сигнал на выходе блока 18 адаптации формируется в соответствии с процедурой Робинсона-Монро
35
Kag..j-1 - т-С::--- - - - -Kag.j-1),
J Pi
(9)
ВЫ« Pi
45
50
55
где Т j, . - измеренная на полосе температура конца прокатки, С.
Это значение Kag.j запоминается в блоке 18 адаптации до того момента, как следующая ()-я полоса попадет под датчик 12 температуры конца прокатки. Вычисление Kag происходит в дальнейшем на каждой полосе в соответствии с (9) .
I
Сигнал датчика 10 наличия металла
в последней клети используется блоком 18 адаптации для формирования текущего номера полосы j.
Применение предлагаемого изобретения направлено на улучшение качества полосы за счет более точного поддержания температуры конца прокатки. Более высокое качество полос ведет к увеличению доли поставки относительиг толстых листов с гарянтированными механическими свойствами.
Формула изобретения
1. Устройство адаптивного управления температурой полосы при прокатке преимущественно в чистовой группе клетей непрерывного широкополосового стана, содержащее датчик скорости поледней клети, датчик температуры конца прокатки, датчик наличия металла в последней клети, коллектор охлаждения с общим питающим трубопроводом и присоединенными к нему трубопроводами межклетевых промежутков, на каждом из которых последовательно установлены расходомер, регулирую1дий клапан, отсечной клапан и коллектор охлаждения при этом выход каждого расходомера соединен с первым входом блока управления клапанами соответствующего межклетевого промежутка, входы каждого регулирующего и отсечного клапанов соединены соответственно с первым и вторым выходами блока управления клапанами соответствующего межклете- вого промежутка, отличающееся тем, что, с целью увеличения выпуска годного проката, устройство снабжено датчиками толщины и температуры подката, датчиком наличия металла перед чистовой группой, блоком распределения расхода, множительного блока, задатчиком сортамента, блоком адаптации и вычислительным блоком, первый вход которого соединен с датчиком наличия металла перед чистовой группой, второй вход с датчиком температуры подката, третий вход с датчиком толщины подката, четвертый вхо с задатчиком сортамента, пятый вход с датчиком скорости последней клети, шестой вход с выходом множительного блока и первым входом блока адаптации, второй вход которого соединен с датчиком наличия металла в последней клети, третий вход которого сое- динен с, датчиком температуры конца прокатки, а выход блока адаптации
0
ц 5
0
соединен с вторым входом множительного блока, первый вход которого соединен с первым выходом вычислительного блока, второй выход которого соединен с входом блока распределения расхода, а выходы блока распределения расхода соединены с вторым входом блока управления клапанами соответствующего межклетевого промежутка. 2. Устройство по п. 1, отличающееся тем, что вычислительный блок содержит сравнивающий блок, задатчик температуры конца прокатки, блок зоны нечувствительности, нормально замкнутый управляемый ключ, блок умножения, функциональный преобразователь с памятью, блок ограничений и решающий блок, причем первый вход сравнивающего блока соединен с выходом множительного блока, второй вход сравнивающегоблока соединен с задатчиком температуры конца прокатки, а выход сравнивающего блока соединен с входом блока зоны нечувствительности, выход которого соединен с первым входом блока умножения и через нормально-замкнутый управляемый ключ соединен с входом блока распределения расхода, второй вход блока умножения соединен с задатчиком сортамента и с первым входом решающего блока, выхгд блока умножения через первый вход функционального преобразователя с паматью и блок ограничений соединен с управляющим входом нормально-замкнутого управляемого ключа и с вторым входом решающего блока, третий вход которого соединен с датчиком скорости последней клети, четвертый вход - с датчиком толщины подката, пятый вход - с датчиком температуры подката, шестой вход - с датчиком наличия металла перед чистовой группой и с вторым входом функционального преобразователя с памятью, а выход решающего блока соединен с первьтм входом множительного блока.
Составитель А. Сергеев Редактор А. Долинич Техред И.Попович Корректор И. Муска
4874/10
Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.1
фие.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления температурой полосы при прокатке | 1984 |
|
SU1227279A1 |
| Система регулирования температуры полосы на выходе стана горячей прокатки | 1981 |
|
SU971543A1 |
| Регулятор температуры полосы на выходе стана горячей прокатки | 1977 |
|
SU716659A1 |
| Устройство для автоматического регулирования охлаждения полосы в чистовой группе стана горячей прокатки | 1983 |
|
SU1158268A1 |
| Регулятор температуры полосы на выходе стана горячей прокатки | 1976 |
|
SU656682A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Устройство для управления межклетьевым охлаждением полосы на широкополосном стане горячей прокатки | 1980 |
|
SU876231A1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Устройство для стабилизации температуры полосы в чистовой группе стана горячей прокатки | 1979 |
|
SU869892A1 |
| Способ горячей прокатки широкополосовой стали в чистовой группе клетей | 1985 |
|
SU1294399A1 |
Изобретение относится к области автоматизации непрерывных широкополосовых станов горячей прокатки, в частности к управлению температурой полосы на выходе из чистовой группы клетей стана. Цель изобретения - увеличение выпуска годного проката - достигается за счет компенсации колебаний температуры подката на входе в чистовую группу с учетом изменяющихся характеристик стана. 1 з.п. ф-лы, 2 ил. (Л оо 4 4 4 Ю
| Патент США № 3514984, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторскоа свидетельство СССР № 867231, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
