чения температуры подката данной полосы и отклонения фактической ширины полосы на выходе стана от ее заданного значения.
Таким, образом, увеличение выхода годного металла осуществляется путем снижения дисперсии ширины по.лосы на выходе стана за счет коррекции заданного значения натяжения полосы в межклетевых промежутках в зависимости от средней температуры каждого . Гподката и фактической ширины полосы на выходе стана.
Устройство, реализующее указанный способ, содержит измеритель температуры подката, установленный входе в чистовую группу клетей, блок стабилизации ширины полосы по температуре подката, вход которого подключен к выходу измерителя температуры подката, а выход - к перовым входам регуляторов натяжения, установленных в каждом межклетевом промежутке, задатчики натяжения, выходы которых соединены со вторыми входами соответствующих регуляторов натяжения, измеритель ширины полосы на выходе стана, блок регулирования ширины по отклонению ширины полосы на выходе стана от ее заданного значения, вход которого соединен с выходом измерителя ширины, а выход - с третьими входами регуляторов натяжения полосы, и собственно регуляторы натяжения полосы в каждом межклетевом промежутке 1.
Однако при данном :.;.способе стабилизации ширины полосы в чистовой группе клетей не достигается максимум возможного выхода годного по ширине проката. .Ото вызвано тем, что для обеспечения прокатки полос данного сортамента в заданном поле допусков расчет заданного значения ширины полосы на выходе стана производят исходя из максимального значения плюсового допуска на ширину полосы, и заданное значение ширины полосы на выходе стана остается неизменным для всех полос данного сортс1мента, что приводит к прокатке полос с шириной, близкой к ее максимально допустимому значению. Устройство, реализующее указанный способ, поддерживает заданную ширину на выходе стана постоянной для всех полос данного сортамента и не позволяет вести прокатку на нижнем пределе допуска по ширине, так как не содержит эле меЕ|т6в, определяющих величину допустимого приближения к нижней границе допуска.
Наиболее близким подостигаемому; результату и технической сущности к предлагаемому является способ, включающий измерение текущих значений температуры и скорости подката, определение дисперсии температуры подката в зависимости от скорости подката
после выхода полосы из зоны измерения, определение прогнозируемого значения дисперсии ширины полосы на выходе стана в зависимости от дисперсии температуры подката, определение - заданного значения ширины полосы на выходе стана, определение коррекции заданного- значения ширины подосы в зависимости от прогнозируемого значения ее дисперсии, измерение теку0 значения ширины полосы на выходе стана, определение текущего значения отклонения ширины полосы от ее заданного значения, изменение величины натяжения полосы в межклетевых промежутках при входе полосы в каждую клеть в зависимости от величины коррекции заданного значения ширины полосы и после входа полосы в зону измерения ширины .полосы на выходе стана дсэ компенсации отклонения шйри0 ны полосы от ее заданного значения.
При регулировании геометрического параметра (толщины) полосы по этому способу определяют дисперсию температуры подката
р - l°TnCi)vc-fc)a-b /|тпСта)а1
|%(4)dt |°VU)d4. / где D - дисперсия температуры подкаП
Т (t) - текущее значение температуры подката; V (t) - текущее значение скорости
подката t - время;
5 tp - время нахождения подката в зоне измерения температуры подката.
Определяют прогнозируемое значение дисперсии геометрического параметра(толщины)полосы на выходе стана
%
где D. - прогнозируемое значение дисперсии геометрического параметра (толщины) полосы на вькоде стана;
Vпостоянная составляющая дисперсия для полос данного сортамента, некоррелированная с температурой подката; коэффициент, связывающий дисПерсию температуры подката и коррелированную с ней часть дисперсии геометрического параметра (толщины) полосы на выходе CTaHajj, Определяют заданное значение геометрического параметра (толщины) полосы на выходе стана с учетом минусового допуска
° h - Ah + сГ,
где h j - заданное значение геометрического параметра (толщины) N-ой полосы на 5.выходе стана;
номинальное значение геометрического параметра (толщины) полосы; минусовый допуск на геометрический параметр (толщину) полосы по ГОСТ;
суммарная погрешность канала измерения и регулирования геометрического параметра.
ляют коррекцию заданного геометрического параметра, нную дисперсией температуры
Л11„ imVli.,
KN
где Ah
коррекция заданного знаKNчения регулируемого параметра N-ой полосы; коэффициент, .зависящий от
m закона распределения отклонений геометрического парс1метра (толщины) от его заданного .значения, для нормального закона распределения m 2,63,0.
Таким образом, скорректированное заданное значение регулируемого параметра
ъо(дм 5aidN иогуГ - По мере выхода предыдущей полосы из клетей чистовой группы изменяют уставки исполнительным механизмам (регуляторам зазора вгшков) в соответствии с заданным значением геометрического параметра. После вхождения полосы в зону измерения параметра на выходе стана измеряют текущее значение этого параметра, определяют отклонение от его заданного значения и изменяют уставки испсшнительным механизмам до компенсации этого отклонения.
Таким образом, увеличение выхода годного металла осуществляется путем приближения к нижней границе минусового допуска контролируемого параметра за счет изменения его заданного значения в зависимости от дисперсии температуры подката.
Устройство, реализующее известный способ, содержит измерители температуры и скорости подката, устанозленные на входе в чистовую группу, блок вычисления дисперсии температуры подката, первый и второй входы которого соединены с выходами измерителя температуры и измерителя скорости подката соответственно, блок умножения, первый вход которого соединен с выходом блока вычисления дисперсии температуры подката, алгебраический сумматор, первый вход которого соединен с выходом блока умножения, бло
вычисления коррекции заданного значения ширины полосы, первый вход ко.торого соединен с выходом алгебраического сумматора,блок задания,первый выход которого соединен со вторым входом блока вычисления коррекции заданного значения ширины полосы, третий выход - со вторым входом алгебраического сумматора, а четвертый - со вторым входом блока умноже.ния, блок коммутируемой памяти, вход
0 которого соединен с выходом блока вычисления коррекции заданного значения ширины полосы на выходе стана, блоки расчета коррекции натяжения полосы в межклетевых промежутках, входы ко5торых соединены с соответствующими входами блока коммутируемой памяти, регуляторы натяжения полосы в межклетевых промежутках, первые входы которых соединены с вьлходами блоков
0 расчета коррекции натяжения полосы, измеритель ширины полосы, установленный на выходе стана, элемент сравнения, первый вход которого соединен с выходом измерителя ширины полосы, второй вход - с последним выходом
5 блока коммутируемой памяти, а третий - со вторьом входом блока задания, блок регулирования ширины полосы по ее отклонению от заданного значения, вход которого соединен с выходом
0 элемента сравнения, а выход - со вторыми входами регуляторов натяжения полосы 2.
Однако при регулировании ширины полосы в чистовой группе клетей ста5на горячей прокатки по известному способу не достигается максимум возможного выхода годного по ширине проката. Это вызвано тем, что определение прогнозируемого значения диспер0сии ширины полосы на выходе стана, в зависимодти от которого рассчитывается коррекция заданного значения ширины полосы на выходе стана, производится с учетом только одного возмущающего воздействия на входе в
5 чистовую группу клетей - температуры подката. Известно, что разноширинность полос на выходе стана определя0ется не только колебаниями температуры подката, но и разноширинностью подката. При этом разноширинность подката и колебания температуры по его длине взаимно коррелированы, коэффициент корреляции достигает 0,7. Поэтому при определении коррекции
5 заданного значения ширины полосы на выходе стана с учетом только дисперсии температуры подката опасность выхода прокатанной полосы за допуск по ширине из-за разноииринности подката
О вынуждает завышать заданное значение ширины полосы на выходе стана и не позволяет максимёшьно приблизить к нижней границе допуска по ширине и, следовательно, достичь максимально5го выхода годного по ширине проката.
Цель изобретения - увеличение выхода годного поширине проката.
Указанная цель достигается тем, что в способе регулирования ширины полосы при непрерывной горячей прокатке, включающем измерение текущих значений температуры и скорости подката, определение дисперсии температуры подката в зависимости от скорости подката после выхода .полосы из зоны измерения, определение прогнозируемого значения дисперсии ширины полосы на выходе стана в зависимости от дисперсии температуры подката, определение заданного значения ширины полосы на выходе стана с учетом допуска, определение коррекции заданного значения ширины полосы в зависимости от прогнозируемого значения ее дисперсии, измерение текущего значения регулируемого геометрического парё1метра (ширины) полосы на . выходе стана, определение текущего значения отклонения ширины полосы от ее заданного значения, изменение величины натяжения полосы в межклетевых промежутках при входе данной полосы в каждую клеть в зависимости от величины коррекции заданного значения ширины полосы и после входа полосы в зону измерения ширины по-; лосы на выходе стана до компенсации отклонения ширины полосы по ее заданного значения, дополнительно измеряют значение ширины подката, определяют дисперсию ширины подката в зависимости от скорости подката после выхода полосы из зоны измерения, определяют прогнозируемое значение регулируемого геометрического параметра (ширины) полосы на выходе стана в зависимости от дисперсии ширины подката и взаимной корреляции ширины и температуры подката по формуле
)-ьо1гТ р- -аз-УВтС - -с; ,
г„ прогнозируемое значение
где
в дисперсии ширины полосы на выходе стана;
D оценка дисперсии температуры подката;
°воценка дисперсии ширины подката;
коэффициенты связи дисперга, сии ширины полосы на выходе стана с дисперсиями температуры и ширины подката; - коэффициент взаимной корреляции ширины и температуры подката;
С составляющая дисперсии ширины полосы на выходе стана, не связанная с параметрами подката.
Устройство регулирования ширины полосы на выходе стана горячей прокатки, содержащее измеритель температуры и измеритель скорости подката, установленные на входе в чистовую группу клетей, блок вычисления дисперсии температуры подката, первый и второй входы которого соединены соответственно с измерителем температуры и измерителем скорости подката, блок умножения, первый вход которого соединен с выходом блока вычисления дисперсии температуры подката, алгебраический сумматор, первый вход которого соединен с выходом блока умножения, блок вычисления коррекции заданного значения ширины полосы, первый вход которого соединен с выходом алгебраического сумматора, блок задания, первый выход которого соединен со вторым входом блока вычисления коррекции заданного значения ширины полосы, третий выход соединен со вторым входом алгебраического сумматора, а четвертый - со вторым входом блока умножения, блок коммутируемой памяти, вход которого соединен с выходом блока вычисления коррекции заданного значени ширины полосы, блоки расчета коррекции межклетевого натяжения полосы, входы которых соединены с соответствующими выходами блока коммутируемой памяти, регулятора натяжения полосы в межклетевых промежутках, первые входы которых соединены с выходами блоков расчета коррекции управляющ,его воздействия, измеритель ширины полосы, Vcтaнoвлeнный на выходе стана, элемент сравнения, первый вход которого соединен с.выходом измерителя ширины полосы на выходе стана, второй вход - с последним выходом блока коммутируемой памяти, а третий вход - со вторым выходом блока задания/ блок регулирования ширины полосы по ее отклонению от заданного значения, вход которого соединен с выходом элемента сравнения, а выход со вторыми входами регуляторов натяжения полосы, дополнительно снабжено измерителем ширины подката, установленным на входе в чистовую группу, блоком вь5числения дисперсии ширины подката, вторым блоком умножения и блоком вычисления, первый вход блока вычисления дисперсии ширины подката соединен с выходом измерителя скоjjocTH подката, а второй - с выходом измерителя ширины подката, первый вход второго блока умножения соединен с выходом блока вычисления .дисперсии шириныподйата, второй вход - с шестым выходом блока задания, а выход - с третьим входом алгебраического .сумматора, первый вход блока вычисления соединен с выходом блока вычисления дисперсии темпера-туры подката, второй вход - с выходо блока вычисления дисперсии ширины подката, третий вход .- с пятым выходом блока задания, а выход-с четветым входом алгебраического сумматора
Введение в способ регулирования ширины полосы по температуре подката и отклонению ширины полосы на выходе стана операции измерения ширины подката позволяет учесть второе возмущение на входе в чистовую группу клетей) определение дисперсии ширины подката и определение прогнозируемого значения дисперсии ширины полосы на выходе стана с учетом разноширинности подката позволяет более точно определить коррекцию заданного зна-, чения ширины полосы на выходе стана. Однако простое суммирование двух возмущающих воздействий может привести -к завышению величины коррекции заданного значения ширины полосы на выходе стана и вызвать прокатку полосы за нижней границей допуска по, ширине. Учет взаимной корреляции ширины и температуры подката согласно предлагаемому способу устраняет . этот недостаток и приводит к прокатке с максимально возможных приближением к нижней границе допуска по ширине и, следовательно, к увеличению выхода годного то ширине проката. Таким образом, получение дисперсии ширины подката и использование ее .в последовательных операциях регулирования ширины полосы в чистовой.группе клетей стана горячей прокатки путем изменения натяжения полосы в межклетевых промежутках приводит к положительному эффекту.
Введение в известное устройство дополнительных блоков и связей позволяет реализовать предлагаемый способ, а именно введение измерителя ширины подката, блока вычисления дисперсии ширины подката, связанного с измерителями ширины и скорости По;цката, второго блока умножения, первый вход которого связан с выходом блока вычисления дисперсии ширины подката, второй вход - с шестым (дополнительным) выходом блока задания, а выход - с третьим входом (допол нительным) алгебраического сумматора, позволяет учесть дисперсию ширины подката при определении прогнозируемого значения дисперсии ширины
: полосы на выходе стана.
Введение блока вычисления , первый вход которого соединен с выходом блока вычисления дисперсии температуры подката, второй вход - с выходом блока вычислени,я дисперсии ширины подката, третий вход - с пятьюл (дополнительным) выходом блока задания, а выход - с четвертым (дополнительным)
.входом алгебраического су латора, позволяет учесть .взаимную корреляцию ширины и температуры подката при определении прогнозируемого значения дисперсии ширины полосы на выходе стана.
Учет влияния дисперсии ширины подка±а (втррого возмущающего воэдействия) и взаимной корреляции ширины и температуры подката позволяет более точно определять прогнозируемое значение дисперсии ширины на выходе стана и, соответственно, определить коррекцию заданного значения ширины полосы на выходе стана для каждой полосы с максимально допустимым приближением, к нижней границе допуска по ширине. Изменение величины Натяжения полосы в межклете0вых промежутках в соответствии с величиной коррекции заданного значения обеспечивает прокатку -полос с максимальным приближением к нижней границе допуска по ширине и, следовательно,
S увеличение выхода годного по ширине проката.
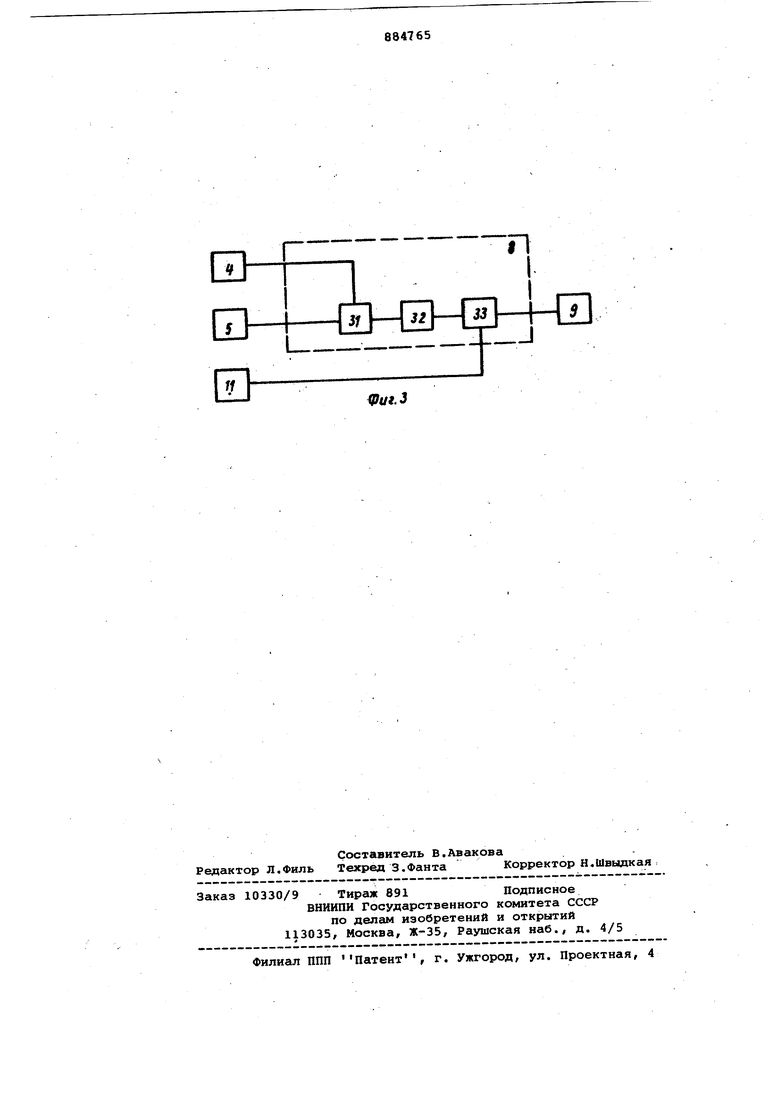
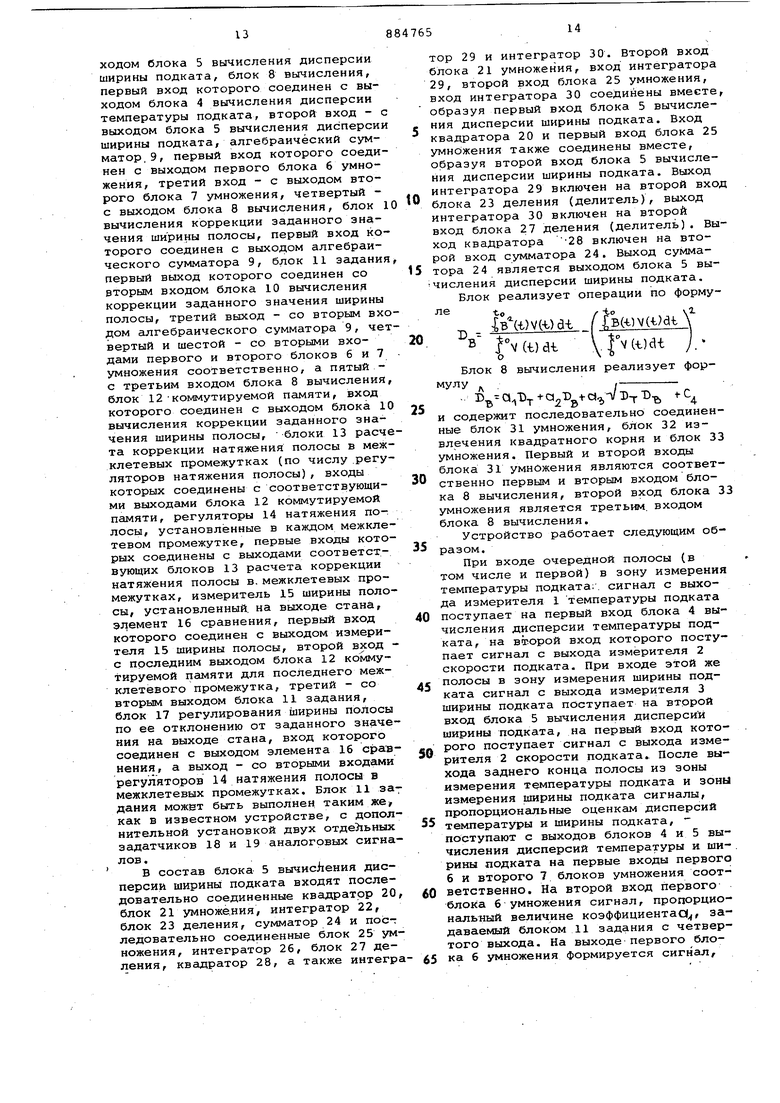
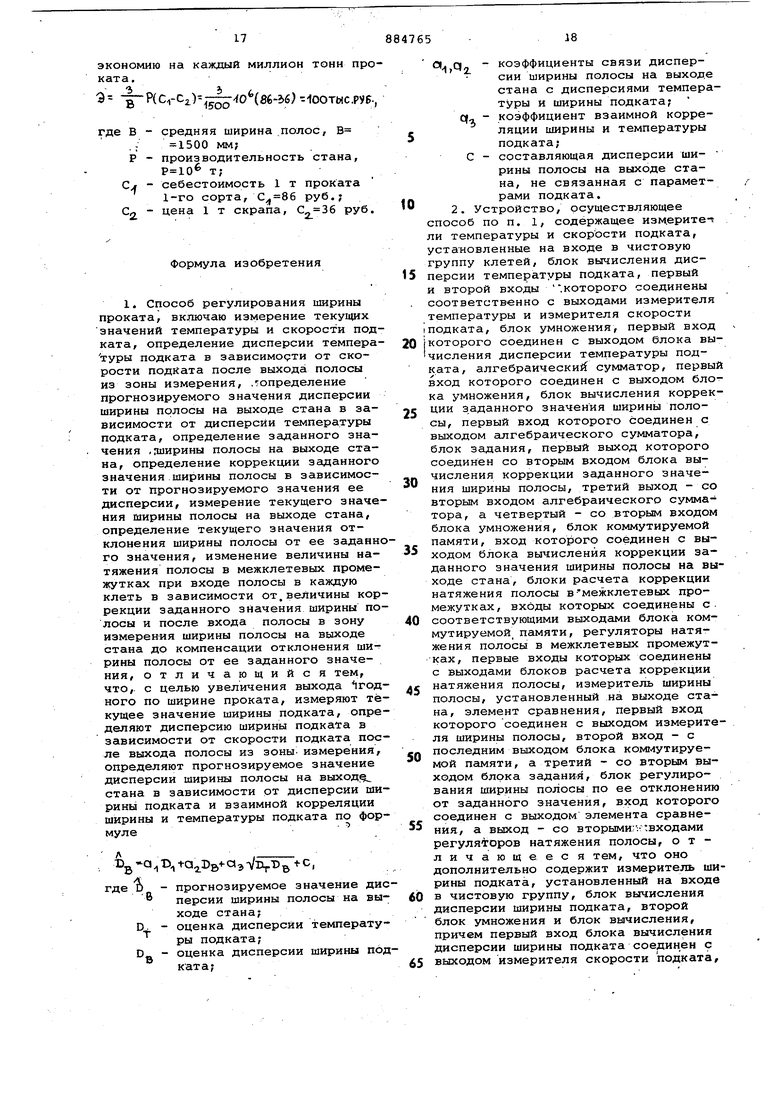
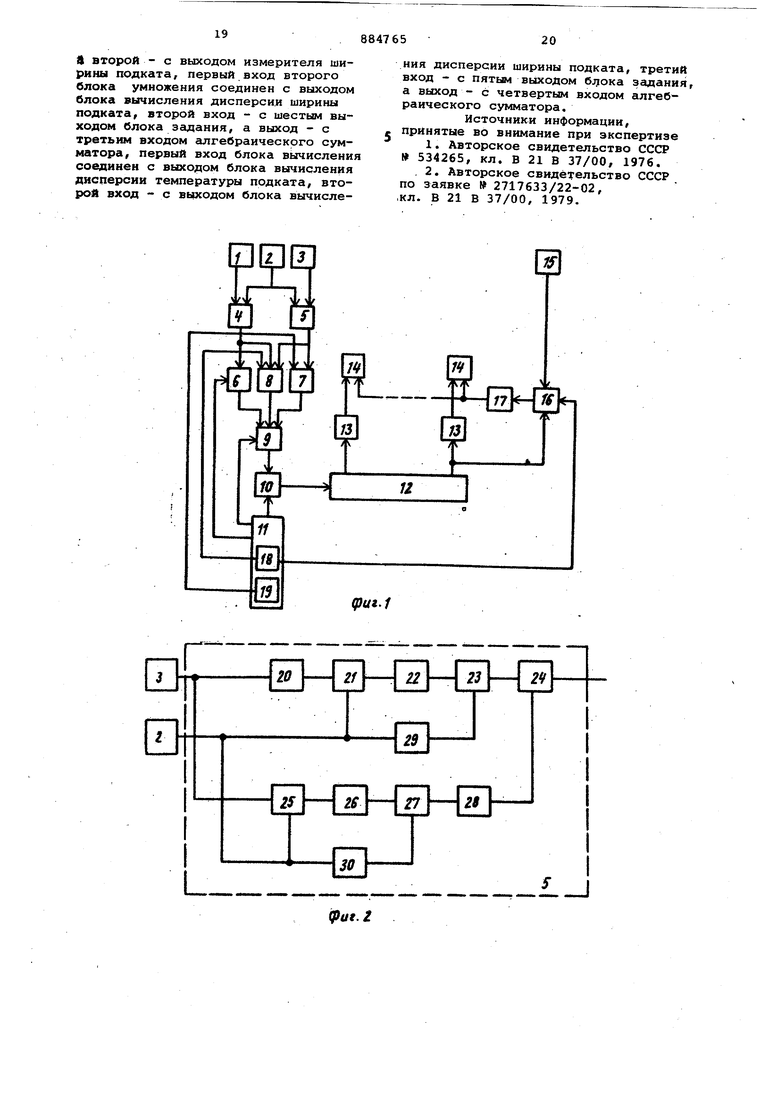
На фиг.1 представлена блок-схема устройства, реализующего предлагаемый способ; на фиг.2 и 3 - внутренние структуры соответственно бло0ке вычисления дисперсии ширины подката и блока вычисления.
Способ осуществляют следующим образом.
Перед прокаткой первой полосы но5вого сортамента в блоке задания определяют заданное значение ширины полосы на выходе стана в зависимости от теплового расширения металла и допуска на ширину по формуле
0
Bгc.a--Ьнo Ь„(), ,
где В.
- Зсщанное значение ширины
зад полосы на выходе стана для данного сортамента;
5 В ц - номинальная ширина полосы.
для данного сортамента; 0 - температурный коэффициент линейного расширения для данной, марки стали;
0 Зсщанная температура конкпца прокатки для данного сортамента;
1/2 допуска на -ширину;
лв (fсуммарная погрешность измерительного и регулирую5щего каналов;
При входе полосы в зону измерения температуры подката измеряют текущее значение температуры подката, и после выхода полосы из зоны измерения
0 определяют дисперсию температуры подката по длине полосы.
. tTnCOVMai /|,Tn()v(.-fc)dtf
т|v(4.)clt
t
V(i)
где D
оценка дисперсии температуры подката;
T(t)
текущее значение температуры подката; V (t) - текущее значение скорости
подката;
t - время нахождения подката в зоне измерения температуры. Измеряют текущее значение ширины подката, и после выхода полосы из зоны измерения определяют дисперсию ширины подката по длине полосы , fr( )vfe)at |%(i)dt Vrv(i)at где Оз оценка дисперсии ширины подката; B(t) - текущее значение ширины подката. Определяют прогнозируемое значение дисперсии ширины дюлосы: на вых да стана по формуле ,1)а,, где D - прогнозируемое значение ди персии ширины полосы на вы ходе стана; коэффициенты, постоянные для данного сортамента и учитывающие связь дисперсии ширины полосы на выходе ста на с дисперсиями температуры и ширины подката; а-.- коэффициент, определяе мый сортаментом проката и харак теристиками стана и учитывающий взаимную корреляцию ширины и температуры подката;С - составляющая дисперсии ширины полосы на выходе стана, не связанная с парамет Рс1ми подката. Определяют величину коррекции за данного значения ширины полосы на выходе стана в зависимости от прогн зируемого значения ее дисперсии .В-)-У5, где дв, - коррекция заданного значе ния ширины полосы на выхо де стана; коэффициент, зависящий от закона распределения отклонений ширины полосы от ее заданного значения, для нормального закона распре деления ,6-3,0. Таким образом, скорректированное заданное значение ширины N-ой полосы данного сортамента равно ; . задм заа кПри входе данной полосы в каждую чистовую клеть по мере заполнения мелклетевых промежутков: изменяют ве личину натяжения полосы в соответствующих межклетевых промежутках в зависимости от величины коррекции з данного значения ширины полосы на выходе стана . где uG - изменение величины межкле тевого натях{ения в i-том промежутке, вызванное кор рекцией заданного значени ширины; к . - коэффициент, связывающий . требуемое изменениевеличины натяжения полосы в i-TOM промежутке с величиной коррекции заданного значения ширины полосы на выходе стана. При входе полосы в зону измерения ширины полосы на выходе стана измеряют текущее значение ширины, и определяют текущее значение отклонения ширины полосы от ее заданного значенияЛВ, Б,-В, где дв текущее отклонение ширины полосы на выходе стана от ее заданного значения; текущее значение ширины полосы на выходе стана. Изменяют величину натяжения полосы в Межклетевых промежутках до компенсации текущего отклонения ширины полосы на выходе стана от ее заданного значения r-Xii T, где Д 0 изменение величины натяжения в. i-TOM промежутке, вызванноеотклонением ширины полосы на выходе стана от ее -заданного значения; коэффициент, связывающий требуемое изменение в.еличины натяжения полосы в i-TOM промежутке с отклонением ширины полосы на выходе стана. Таким образом, определение значений дисперсии ширины подката и произведения дисперсий ширины и температуры подката, и использование этих значений в последовательныхоперациях регулирования натяжения полосы в межклетевых промежутках обеспечивает прокатку каждой полосы с максимально допустимым приближением к нижней границе допуска по ширине и приводит к увеличению выхода годного по ширине проката. Устройство, реализующее предлагаемый способ, содержит измеритель 1 температуры подката, измеритель 2 скорости и измеритель. . 3 ширины подката, установленные на входе в чистовую группу клетей, блок 4 вычисления дисперси температуры подката, первый вход которого соединен с выходом измерителя 1 температуры подката, второй - с вынодом измерителя 2 скорости, блок 5 вычисления дисперсии ширины подката, первый вход которого соединен с выходом измерителя 2 скорости, а второй - с выходом измерителя 3 ширины подката, первый блок 6 умножения, первый вход которого соединен с выходом блока 4 вычисления дисперсии температуры подката, второй блок 7 умножения, первый вход которого соединен с выходом блока 5 вьгчисления дисперсии ширины подката, блок 8 вычисления, первый вход которого соединен с выходом блока 4 вычисления дисперсии температуры подката, второй вход - с выходом блока 5 вычисления дисперсии ширины подката, алгебраический сумматор. 9, первый вход которого соединен с выходом первого блока 6 умножения, третий вход - с выходом второго блока 7 умножения, четвертый с выходом блока 8 вычисления, блок 1 вычисления коррекции заданного значения ширины полосы, первый вход которого соединен с выходом алгебраического сумматора 9, блок 11 задания первый выход которого соединен со вторым входом блока 10 вычисления коррекции заданного значения ширины полосы, третий выход - со вторым входом алгебраического сумматора 9, четвертый и шестой - со вторыми входами первого и второго блоков б и 7 умножения соответственно, а пятый с третьим входом блока 8 вычисления, блок 12 коммутируемой памяти, вход которого соединен с выходом блока 10 вычисления коррекции заданного значения ширины полосы, блоки 13 расчета коррекции натяжения полосы в межклетевых промежутках (по числу .регуляторов натяжения полосы), входы которых соединены с соответствующими выходами блока 12 коммутируемой памяти, регуляторы 14 натяжения по-, лосы, установленные в каждом межклетевом промежутке, первые входы которых соединены с выходами соответствующих блоков 13 расчета коррекции натяжения полосы в. межклетевых промежутках, измеритель 15 ширины полосы, установленный, на выходе стана, элемент 16 сравнения, первый вход которого соединен с выходом измерителя 15 ширины полосы, второй вход с последним выходом блока 12 коммутируемой памяти для последнего межклетевого промежутка, третий - со вторым выходом блока 11 задания, блок 17 регулирования ширины полосы по ее отклонению от заданного значения на выходе стана, вход которого соединен с выходом элемента 16 сравнения, а выход - со вторыми входами регуляторов 14 натяжения полосы в межклетевых промежутках. Блок 11 за7 Дания МОЖЕТ быть выполнен таким же как в известном устройстве, с дополнительной установкой двух отде 1ьных задатчиков 18 и 19 аналоговых сигналов..
В состав блока 5 вычис11ения дисперсии ширинь подката входят последовательно соединенные квадратор 20, блок 21 умножения, интегратор 22, блок 23 деления, сумматор 24 и последовательно соединенные блок 25 умножения, интегратор 26, блок 27 деления, квадратор 28, а также интегратор 29 и интегратор 30. Второй вход блока 21 умножения, вход интегратора 29, второй вход блока 25 умножения, вход интегратора 30 соединены вместе, образуя первый вход блока 5 вычисления дисперсии ширины подката. Вход квадратора 20 и первый вход блока 25 умножения также соединены вместе, образуя второй вход блока 5 вычисления дисперсии ширины подката. Выход интегратора 29 включен на второй вход
o блока 23 деления (делитель), выход интегратора 30 включен на второй вход блока 27 деления (делитель). Выход квадратора 28 включен на второй вход сумматора 24. Выход суМма5тора 24 является выходом блока 5 вы числения дисперсии ширины подката. Блок реализует операции по форму о,/Ttoчг
Ь (i)V(-i) at f j;Ba)V(i)di
fva)dt
fvWdt
Блок 8 вычисления реализует формулу
VD-T-DI
т --ь -4
tC,
5 и содержит последовательно соединенные блок 31 умножения, блок 32 извлечения квадратного корня и блок 33 умножения. Первый и второй входы блока 31 умножения являются соответ0ственно первым и вторым входом блока 8 вычисления, второй вход блока 33 умножения является третьим, входом блока 8 вычисления.
Устройство работает следующим об5разом.
При входе очередной полосы (в том числе и первой) в зону измерения температуры подката;. сигнал с выхода измерителя 1 температуры подката
0 поступает на первый вход блока 4 вычисления дисперсии температуры подката, на второй вход которого поступает сигнал с выхода измерителя 2 скорости подката. При входе этой же полосы в зону измерения ширины под5ката сигнал с выхода измерителя 3 ширины подката поступает на второй вход блока 5 вычисления дисперсии ширины подката, на первый вход которого поступает сигнал с выхода измеOрителя 2 скорости подката. После выхода заднего конца полосы из зоны измерения температуры подката и зоны измерения ширины подката сигналы, пропорционсшьные оценкам дисперсий
5 температуры и ширины подката, поступают с выходов блоков 4 и 5 вычисления дисперсий температуры и ши-. рины подката на первые входы первого 6 и второго 7 блоков умножения соответственно. На второй вход первого
0 блока б умножения сигнал, пропорциональный величине коэффициентаО, задаваемый блоком 11 задания с четвертого выхода. На выходе первого блока б умножения формируется сигнал.
5
пропорциональный прогнозируемому значению дисперсии ширины полосы на выходе , связанной с температурой подката. На второй вход второго блока. 7 умножения поступает сигнал, пропорциональный величине коэффициента d, задаваемый блоком 11 задания с шестого выхода. На выходе второго блока 7 умножения формируется сигнал пропорциональный прогнозируемому значению дисперсии ширины полосы на выходе стана, связанной с шириной подката. Одновременно сигналы с выходов блоков 4 и 5 вычисления дисперсий температуры и ширины подката поступают соответственно на первый и второй входы блока 8 вычисления, на третий вход которого поступает сиг нал с пятого выхода блока 11 задания пропорциональный величине коэффициента d. На выходе блока 8 вычисления формируется сигнал, пропорциональный прогнозируемому значению диспер|си.и ширины, полосы на выходе стана; связанной с взаимной корреляцией ширины и температуры подката. Сигналы с выходов первого б и второго, блоков умножения и блока 8 вычисления поступают соответственно на первый, третий и четвертый входь алгебраического ., -сумматора 9, на второй вход которого с третьего вы.хода блока 11 задания поступает сигнал, пропорциональный величине С составляющей дисперсии, ширины полосы на выходе стана, не связанной с параметрами подката. На выходе алгебраическог сумматора 9 формируется сигнал,п юпорциональный прогнозируемому значению дисперсии ширины полосы на выходе стана Dg и поступающий на первый вход блока 10 вычисления коррекции заданного, значения ширины полосы . На второй вход блока 10 поступает с первого выхода блока 11 задания сигнал, пропорциональный величине допуска на ширину ЛВ. На выходе блока 10 вычисления коррекции заданного значения ширины полосы, формируется сигнал, пропорциональный величине коррекции заданного значения ширины полосы А В14 на выходе стана и поступающий н вход блока 12 коммутируемой памяти. При заполнении полосой .межклетевого промежутка сигнал &В j с соответствующего выхода блока 12 коммутируемой памяти поступает на входы блоков 13 расчета коррекции натяжения полосы в межклетевых промежутках, определяющих величину коррекции натяжения полосы . С выходов блоков 13 расчета коррекции натяжения полосы сигнал, пропорциональный величине коррекции iG , поступает на первый вход регулятора 14 натяжения полосы в соответствующем межклетевом промежутке. Таким образом, по мере заполнения полосой межклетевых промежутков регуляторы 14 натяжения настраиваются так, чтобы обеспечить получение скорректированной величины заданного значения, ширины полосы на выходе стана, т.е. с учетом прогнозируемой дисперсии ширины полосы на выходе стана, вызываемой параметрами подката (разноширинностью и колебаниями -температуры) и условиями прокатки в чистовой группе. При входе данной полосы в зону измерения ширины полосы на выходе стана с выхода измерителя 15 ширины полосы сигнал, пропорциональный текущему значению ширины полосы Bf-на выходе стана, поступает на первый вход элемента 16 ;;равнения, на второй вход которого со второго выхода блока 11 задания поступает сигнал, пропорциональный заданному значению ширины полосы yy на выходе стана, а на третий вход - с последнего выхода блока 12 коммутируемой памяти,поступает сигнал, пропорциональный величине коррекции за данного значения ширины полосы uBj на выходе стана. С выхода элемента 1 сравнения сигнал, пропорциональный текущему значению отклонения ширины полосы АВ от заданного значения, .поступает на вход блока 17 регулирования ширины полосы по ее отклонению от заданного значения. С выхода блока .1 регулирования ширины, реализующего, например, пропорциональный закон регулирования, сигнал, пропорционаЯьный величине изменения на:тяжения полосы, поступает на вторые входы регуляторов 14 натяжения полосы, осуществляющих изменение, натяжения полосы в межклетевых промежутках до компенсации отклонения ширины полосы от ее заданного значения.
Таким образом, устройство обеспечивает прокатку полос с максимгшьно допустимым Приближением к нижней границе допуска по ширине, причем степень приближения у предлагаемого устройства выше, чем у известного, благодаря, во-первых, введению канала определения дисперсии ширины подката (второго возмущающего воздействия), во- вторых, введению блока, учитывающего взаимную корреляцию ширины и температуры подката, а в-третьих, изменению величины натяжения полосы в межклетевых промежутках в зависимости ОТ величины коррекции заданного значения ширины полосы на выходе стана, рассчитанной с учетом диспер сии ширины и взаимной, корреляции ширины и температуры подката. Этим достигается увеличение выхода годного по ширине проката.
Использование предлагаемого способа и устройства для его реализации .позволяет уменьшить отходы металла, идущие в скрап при обрези боковых кромок. Средняя ширина обрезаемых кромок при использовании этого способа уменьшается на 3 мм, что дает
экономию на каждый миллион тонн проката.
9 -B P{CrCi)()-100тыс.РУе.,
где В - средняя ширина полос, В .: 1500 мм; Р - производительность стана,
т; С л - себестоимость 1 т проката
1-го сорта, руб.; С - цена 1 т скрапа, С,36 руб.
Формула изобретения
1. Способ регулирования ширины проката, включаю измерение текущих значений температуры и скорости подката, определение дисперсии температуры подката в зависимости от скорости подката после выхода полосы из зоны измерения, .определение прогнозируемого значения дисперсии ширины полосы на выходе стана в зависимости от дисперсии температуры подката, определение заданного значения .доирины полосы на выходе стана, определение коррекции заданного значения ширины полосы в зависимости от прогнозируемого значения ее дисперсии, измерение текущего значения ширины полосы на выходе стана, определение текущего значения отклонения ширины полосы от ее заданного значения, изменение величины натяжения полосы в межклетевых проме5кутках при входе полосы в каждую клеть в зависимости от,величины коррекции заданного значения ширины полосы и после входа полосы в зону измерения ширины полосы на выходе стана до компенсации отклонения ширины полосы от ее заданного значения, отличающийся тем, что, с целью увеличения выхода годного по ширине проката, измеряют текущее значение ширины подката, определяют дисперсию ширины подката в зависимости от скорости подката после выхода полосы из зоны, измерения, определяют прогнозируемое значение дисперсии ширины полосы на выход; стана в зависимости от дисперсии ширинУ подката и взаимной корреляции ширины и температуры подката по формуле-5
B i a B- sVxvTDB
Ъ - прогнозируемое значение дис Персии ширины полосы на выходе стана;
D. - оценка дисперсии температуры подката;
D - оценка дисперсии ширины подката;
- коэффициенты связи дисперсии ширины полосы на выходе стана с дисперсиями температуры и ширины подката; С1„ - коэффициент взаимной корреляции ширины и температуры подката;
С - составляющая дисперсии ширины полосы на выходе стана, не связанная с параметрами подката.
0
2. Устройство, осуществляющее способ по п. 1, содержащее изм,ерите- ли температуры и скорости подката, установленные на входе в чистовую группу клетей, блок вычисления дис5персии температуры подката, первый и второй входы .которого соединены соответственно с выходами измерителя температуры и измерителя скорости iподката, блок умножения, первый вход
0 I которого соединен с выходом блока вычисления дисперсии температуры подката, алгебраический сумматор, первый вход которого соединен с выходом бло ка умножения, блок вычисления коррекции заданного значения ширины поло5сы, первый вход которого соединен с выходом алгебраического сумматора, блок задания, первый выход которого соединен со вторым входом блока вычисления коррекции заданного значе0ния ширины полосы, третий выход - со вторым входом алгебраического сумматора, а четвертый - со вторым входом блока умножения, блок коммутируемой памяти, вход которого соединен с вы5ходом б.пока вычисления коррекции заданного значения ширины полосы на выходе стана, блоки расчета коррекции натяжения полосы вмезкклетевых промежутках, входы которых соединены с.
0 соответствующими выходами блока коммутируемой памяти, регуляторы натяжения полосы в межклетевых промежутках, первые входы которых соединены с выходами блоков расчета коррекции натяжения полосы, измерите.ль ширины
5 полосы, установленный на выходе стана, элемент сравнения, первый вход которого соединен с выходом измерителя ширины полосы, второй вход - с последним выходом блока ком1.4утируе0мой памяти, а третий - со вторым выходом блока задани-я, блок регулирования ширины полосы по ее отклонению от заданного значения, вход которого соединен с выходом элемента сравне5ния, а выход - со вторыми;;-::входами регуляторов натяжения полосы, о т личающеес я тем, что оно дополнительно содержит измеритель ширины подката, установленный на входе
0 в чистовую группу, блок вычисления дисперсии ширины подката, второй блок умножения и блок вычисления, причем первый вход блока вычисления Дисперсии ширины подката соединен с
5 выходом измерителя скорости подката.
ft второй - с выходом измерителя ширины подката, первый вход второго блока умножения соединен с выходом блока вычисления дисперсии ширины подката, второй вход - с шестым выходом блока задания, а выход - с третьим входом алгебраического сумматора, первый вход блока вычислени соединен с выходом блока вычисления дисперсии температуры подката, второй вход - с выходом блока вычисления дисперсии ширины подката, третий вход - с пятым выходом 6j70Ka задания а выход - с четвертым входом алгебраического сумматора.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 534265, кл. В 21 В 37/00, 1976.
. 2. Авторское свидетельство СССР по заявке № 2717633/22-02, ,кл. В 21 В 37/00, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования ширины проката | 1980 |
|
SU929263A1 |
| Устройство для регулирования толщины полосы | 1979 |
|
SU876228A2 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Устройство регулирования ширины горячекатаных полос | 1980 |
|
SU908445A1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| Устройство для регулирования размеров профиля круглого проката | 1984 |
|
SU1196053A1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
| Устройство адаптивного управления температурной полосы при прокатке | 1986 |
|
SU1344442A1 |
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |