Изобретение относится к непрерывной разливке металлов и сплавов.
Цель изобретения - повышение качества непрерывно-литых слябов.
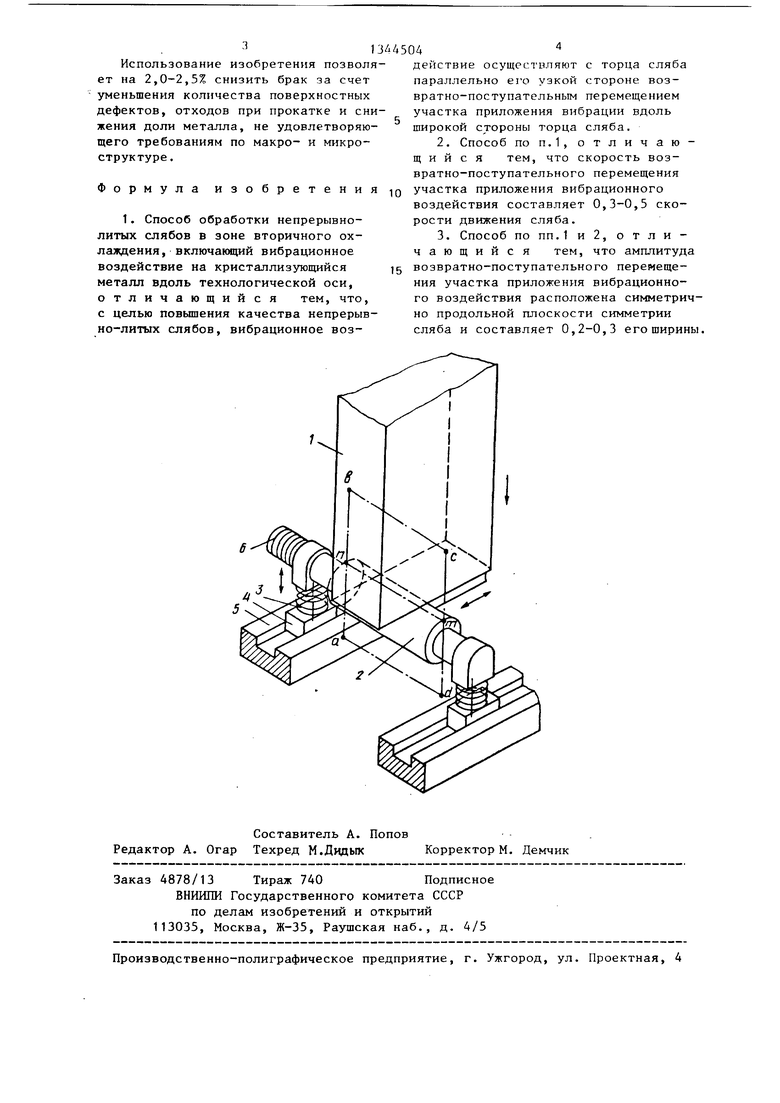
На чертеже приведена схема осуществления способа.
Непр.рывно-литая заготовка 1 перемещается вниз. В торцовой части заготовки 1 установлен виброролик 2, соединенный пружинами 3 с ползунами 4, размещенными с возможностью возвратно-поступательного перемещения в направляющих 5 рамы крепления (не показана) ролика 2. Вибрация сообщается виброролику вибратором 6, закрепленным либо на оси ролика 2 (см. чертеж), либо непосредственно на направляющих 5 рамы крепления ролика.
Пример. Отлили непрерывно- литой сляб сечением 250x300 мм из стали ШХ 15. Температура стали в большом ковше после выпуска из печи составляла 1630°С, а в промежуточном ковше 1550 С. Разливку осуществляли через баделитовые стаканы диаметром 25 мм. Скорость движения заготовки 0,67 м/мин.
Вибрационное воздействие прикладывали с нижнего торца заготовки посредством виброролика в соответствии со схемой на фиг. 1. При этом предварительно определяли рациональную частоту вибровоздействия (из условия обеспечения резонансных колебаний). Применительно к продольным колебаниям заготовки резонансная частота сос- тави.па 32 Гц.
Конструктивно-вибрационное устройство жестко соединено с устройством для порезки заготовки, поэтому после окончания отрезания очередного сляба оба устройства перемещали вверх и снова устанавливали таким образом, чтобы виброролик плотно прилегал к нижнему торцу заготовки. После этого виброобработку продолжали.
Сообщение возвратно-поступательного движения плоскости действия вибрации относительно технологической оси обеспечивает возможность приложения колебаний максимальной интенсивности по всему фронту кристаллизации в зоне вторичного охлаждения. Кроме того, в процессе колебаний непрерывно изменяются характер и величина напряжений в закристаллизовавшемся металле, что способствует более интенсивному разрушению дендри0
5
5
0
5
0
5
0
5
тов и снятию остаточных виунтренних напряжений в заготовке, а следовательно, улучшает качество продукции за счет снижения размеров зерна и уменьшения вероятности образования трещин.
Скорость движения плоскости действия вибрации, равная 0,3-0,5 скорости движения заготовки, обеспечивает оптимальную макро- и микронеоднородность металла заготовки. Снижение скорости движения плоскости действия вибрации менее 0,3 скорости движения заготовки уменьшает ее однородность вследствие образования ликвационных явлений в форме концентрических квадратов, связанных со значительной разницей между относительной скоростью пересечения фронта кристаллизации плоскостью действия вибрации в прямом и обратном направлениях, а также увеличивает размеры зерна за счет снижения количества разрушаемых дендритов. Увеличение скорости движения плоскости действия вибрации свыше, 0,5 скорости движения заготовки нецелесообразно, так как процесс дополнительного перемешивания расплава у фронта кристаллизации, определяющий во многом микронеоднородность заготовки по неметаллическим включениям, зависит от интенсивности и длительности вибрационного воздействия. При этом чрезмерное увеличение скорости движения плоскости действия вибрации значительно уменьшает интенсивность перемешивания расплава в локальных объемах у фронта кристаллизации и, следовательно, снижает качество заготовки.
Амплитуда движения плоскости действия вибрации, равная 0,2-0,3 длины широкой грани, вдоль которой происходит ее перемещение, обеспечивает воздействие на жидкотвердую фазу осевой части заготовки. Эффективность действия вибрации на жидкотвердую фазу периферийных участков заготовки определяется удаленностью этих участков от источника вибрации. Увеличение амплитуды движения требует дополнительных энергетических затрат без заметного повышения качества заготовки. Уменьшение амплитуды движения плоскости действия вибрации менее 0,2 длины боковой грани увеличивает макронеоднородность заготовки, а следовательно, снижает ее качество.
Использование изобретения позволяет на 2,0-2,5% снизить брак за счет уменьшения количества поверхностных дефектов, отходов при прокатке и снижения доли металла, не удовлетворяющего требованиям по макро- и микроструктуре.
Формула изобретения
1. Способ обработки непрерывно- литых слябов в зоне вторичного охлаждения, включающий вибрационное воздействие на кристаллизующийся металл вдоль технологической оси, отличающийся тем, что, с целью повышения качества непрерывно-литых слябов, вибрационное воздействие осуществляют с торца сляба параллельно его узкой стороне возвратно-поступательным перемещением участка приложения вибрации вдоль широкой стороны торца сляба.
2.Способ по п.1, отличающий с я тем, что скорость возвратно-поступательного перемещения
участка приложения вибрационного воздействия составляет 0,3-0,5 скорости движения сляба.
3.Способ по пп.1и2, отличающийся тем, что амплитуда
возвратно-поступательного перемещения участка приложения вибрационного воздействия расположена симметрично продольной плоскости симметрии сляба и составляет 0,2-0,3 его ширины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2017 |
|
RU2661460C1 |
| Способ перемещения кристаллизатора при непрерывной разливке металла | 1990 |
|
SU1731412A1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2021 |
|
RU2761835C1 |
| Устройство для очистки ленты конвейера | 1978 |
|
SU719940A2 |
| Способ непрерывного литья металлов и машина для его осуществления | 1990 |
|
SU1792796A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВИБРАЦИЕЙ НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК | 2003 |
|
RU2239516C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| Способ совмещения процессов не-пРЕРыВНОгО лиТья и пРОКАТКи | 1979 |
|
SU839666A1 |
| Наклонно-прямолинейная машина для непрерывного литья тонкослябовых и сортовых заготовок малого сечения | 1990 |
|
SU1799676A1 |
Изобретение относится к обработке металла при непрерывной разливке. Целью изобретения является повьшение. качества непрерывно-литых слябов. В торцовой части непрерывно- литой заготовки установлен виброролик (Р), соединенный пружинами с ползунами, размещенными с возможностью возвратно-поступательного перемещения в направляющих рамы крепления Р. Вибрация сообщается Р посредством вибратора, расположенного на оси Р или на раме. В процессе обработки Р движется возвратно-поступательно по торцу заготовки параллельно широкой грани. 2 з.п. ф-лы, 1 ил. с & (/ с о: 11 4 Сг
Составитель А. Попов Редактор А. Огар Техред М.ДНДЫК Корректор М.
Заказ 4878/13 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Майоров А.И | |||
| и др | |||
| Повышение качества непрерывно-литых заготовок | |||
| - Сталь, 1984, № 11, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
