Изобретение относится к электроннолучевой сварке, в частности к технологии завершения шва при сварке соединений средних и больших толщин, и может быть использовано в различных областях машиностроения при сварке замкнутых стыков.
Целью изобретения является повышение качества сварного соединения путем устранения корневых дефектов на участке перекрытия 1пва.
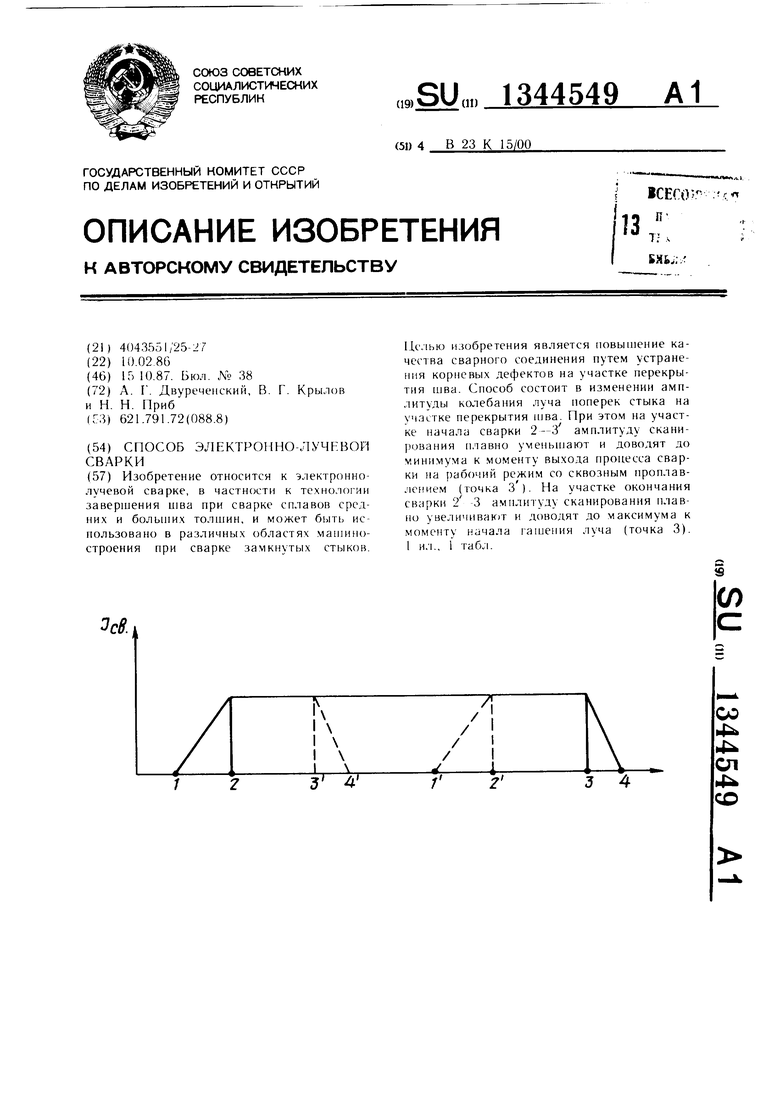
На чертеже показана схема перекрытия шва при улектронно-лучевой сварке.
Способ состоит в изменении амплитуды колебания луча notiepeK стыка на участке перекрытия шва.
На участке 1-2 включают перемешение свариваемого изделия и плавно увеличивают ток луча до рабочего значения. Нри этом на участке начала сварки 2-3 амплитуду сканирования плавно уменьшают и доводят до минимума к моменту выхода процесса сварки на рабочий режим со сквозным проплавлением (точка 3). На участке окончания сварки 2-3 амплитуду сканирования плавно увеличивают и доводят до максимума к моменту начала гашения луча (точка 3). Затем на участке 3-4 ток луча доводят до нуля и увеличивают ток фокусирующей линзы фокус луча поднимают вверх. 11а участке перекрытия шва 1-4 (или 1-4) обеснечиваюг сквозное проп;1авление детали и качественное формирование металла шва без корневых де(()ектов в виде пор и газовых полостей.
Уве 1ичение амплитуды сканирования луча на участке перекрытия увеличивает ширину шва на длине (,0-2)д, где S - толщина свариваемого стыка. Однако небольшая длина участка перекрытия 20+ + 60 мм не оказывает заметного влияния на увеличение угловых деформаций сварной конструкции по сравнению с существующим трехпроцессом, при котором требуется
разделка шва и заварка ее аргонно-дуговой сваркой с присадочным материалом.
Нараметры режима электронно-лучевой сварки алюминиево-магниевых сплавов на участке перекрытия щва представлены в таблице.
Оптимальная максимальная амплитуда сканирования луча нонерек стыка составляет 0,3 свариваемой толщины. При умень- пении амплитуды сканирования луча вероятность появления корневых дефектов увеличивается, а при амплитуде 0,3(f корневые дефекты не встречаются, т.е. коэффициент качества щва равен I. Однако при амплитудах сканирования луча более 6,3 щирина шва чрезмерно увеличивается и применение их не целесообразно.
Предлагаемый способ электронно-лучевой сварки обеспечивает повышение качества сварки на участке начала и окончания процесса, снижение трудоемкости на 15 - 20% и сокращение цикла изготовления сварных изделий на 40--50% за счет исключения
ремонта дефектных участков.
Парамегры режима элекгронно-лучевой сва)ки а;1юминиево-магниевых сплавов на участке перекрытия щва.
Примечание. 1 .Ускоряющее напряжение 27 кВ,
скорость сварки 10 м/с, скорость уменьшения тока луча 54,5-60 мА/ с, скорость уменьшения тока фокусировки 0,5 - мА/с, частота сканирования 300 Гц
2.Коэффициент качества - отношение бездефектных швов к общему количеству сваренных швов.
Формула изобретениякачества сварного соединения путем устра
Способ электронно-лучевой сварки замк-нения корневых дефектов на участке перенутых стыков со сквозным пронлавлением,крытия шва. осуществляют колебания луча
при котором во время перекрытия шва из-поперек стыка с плавным уменыпением
меняют токи луча и фокусирующей линзы.амплитуды на участке 1пва и увеличением
отличающийся тем, что, с целью повышения45 ее на участке заверп1енпя 1пва.
Продолжение таблицы

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| Устройство для управления параметрами луча при электронно-лучевой сварке | 1987 |
|
SU1433692A1 |
| Способ устранения дефектов сварного шва | 1986 |
|
SU1349929A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Способ сварки плавлением | 1990 |
|
SU1722746A1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| СПОСОБ КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2495737C1 |
| Способ электронно-лучевой сварки деталей | 2018 |
|
RU2681067C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |
Изобретение относится к электроннолучевой сварке, в частности к технологии 3aBepHJeHHfl шва при сварке сплавов средних и болыних толшин, и может быть использовано в различных областях . строения при сварке замкнутых стыков. ы ъ Цс. 1ью изобретения является повышение качества сварного соединения путем устранения корневых дефектов на участке перекрытия шва. Способ состоит в изменении амплитуды колебания луча поперек стыка на участке перекрытия П1ва. При этом на участке начала сварки 2-3 амплитуду сканирования плавно уменьи1ают и доводят до минимума к моменту выхода пропесса сварки на |)абочий режим со сквозным пронлав- лением (точка З ). На участке окончания сварки 2 -3 амплитуду сканирования плавно увеличивают и доводят до максимума к моменту начала гашения луча (точка 3). 1 н.ч., 1 табл. (Л г f 3 4 ОО СП 4 СО