113
Изобретение относится к технологии электронно-лучевой ремонтной сварки и может быть использовано в различных областях машиностроения
Цель изобретения - повьшгение качества сварного соединения и производительности процесса
На фиг о 1 показана схема сварки дефектного участка шва со вставкой в поперечном сечении соединения; на фиг,2 - то же, вид сверху
На дефектном участке стыка деталей 1 и 2 выполняют коническое отверстие, в которое устанавливают вставку 3. Эл.ектронным лучом 4, сканирующим в начальный момент времени с амтшиту- дой, равной диаметру выступающей над поверхностью свариваемого изделия части вставки 3, сваривают ее, увеличив-ая ток луча от нуля до рабочего значения и одновременно уменьшая- амплитуду сканирования луча по спирали. При этом происходят оплавление выступающей Части вставки и сварка ее на всю толщину Завершение цикла сварки можно осуществлять обратным взаимодействием тока и амплитуды .сканирования луча либо только уменьшением тока лучао
Сварное соединение получается за один свароч.ньш цикл с заполнением расплавленным металлом верхней части кратера. Расплавляемый металл интенсивно перемешивается сканирующим лучом, что способствует активной дегазации жидкого металла, а согласованное взаимодействие тока луча с амплитудой сканирования позволяет исключить несплавления, особенно в случае значительных поперечных размеров вставки о Это приводит к повьшге нию качества сварного соединения,
Пример, Выполняют электроннолучевую сварку плит из алюминиевого сплава АМгб толп1иной 20 мм на режиме 27 KBi Ice 210 мА; -)рс,„. 73 мА; Vjg 30 м/ч в нижнем положении. Расстояние от электронно-лучевой пушки до поверхности свариваемых П.ЯИТ 170 ммо
Для имитации появления дефектов типа кратер производят периодическое
Ч
отключение источника питания, Houijie разгерметизации камеры на дефектном участке выполняют отверстие конической формы а Диаметр верхней части конического отверстия превьшает ширину сварного шва. Затем в отверстие встав ляют в.ставку из сплава АМгб с размерами, соответствз-тощими коническому
отверстию, с выступающим над поверхностью плит участком высотой 3 мм. После получения рабочего вакуума проводят вваривание вставки в отверстие на режиме: U,, 27 кВ; П.
72+1 мА, ток луча -I изменяют от О до 180+5 мА и обратно с неподвижной относительно свариваемого изделия геометрической оськ электронно-лучевой пушки. Луч сканируют по окружности с изменяющимся диаметром от 10 мм до PC,
В металле шва поры и несплавления отсутствуюТо
. Предлагаемый способ устранения дефектов сварного шва по сравнению с известным позволяет повысить производительность процесса примерно В два раза и качество соединения за
счет снижершя пористости и устранения несплавлений,
Ф-. ормула и.3 обретения
Способ устранения дефектов сварного шва типа кратера электронно-лучевой сваркой, при котором на дефектном участке выполняют коническое отверстие, устанавливают в него вставку, выступающую над обрабатываемой . поверхностью, оплавляют выступающую часть вставки, а затем сваривают ее на всю толщину, отличающий-, с я тем, что-, с целью повьш1вния качества сварного 1соединения и производительности процесса, вставку оплавляют и сваривают за один сварочный цикл сканирующим .по окру5кности электронным лучом с плавным уменьше50
нием диаметра развертки от диаметра выступающей части вставки до нуля и увеличением тока луча от нуля до рабочего значения.
траектория скани- /Сробания
Редактор И.Горная
Составитель Г.Квартальнова Техред Л.Олийнык
Заказ 5217/12 Тираж 970Подписное
ВНВДШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная,4
Фиг. 2
Корректор М.Демчик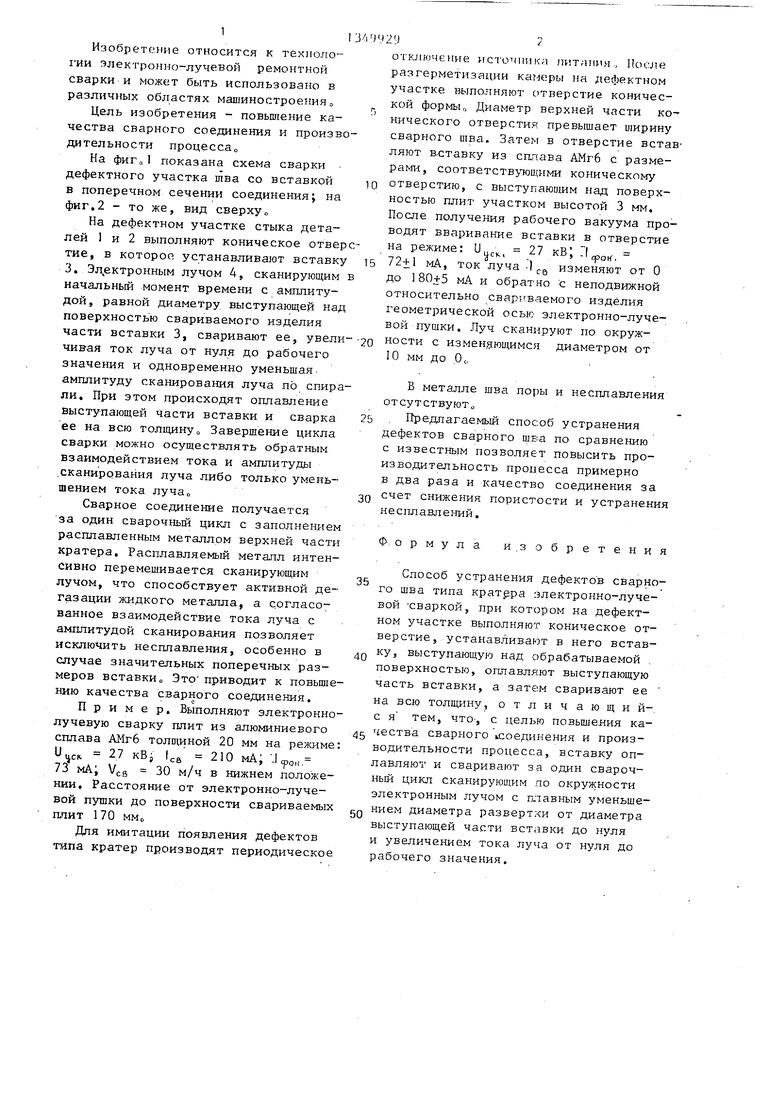
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой заварки сварочных дефектов типа кратер | 1988 |
|
SU1581519A1 |
| СПОСОБ УДАЛЕНИЯ ДЕФЕКТОВ МЕТАЛЛА | 1998 |
|
RU2140345C1 |
| Способ устранения дефектов сварного шва | 1986 |
|
SU1346376A1 |
| Способ устранения дефектов типа "кратер" сваркой плавлением | 1977 |
|
SU727377A1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА СО СТЫКОМ КРУГОВОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2552824C2 |
| Способ контроля канала проплавления при электронно-лучевой сварке | 1987 |
|
SU1433690A1 |
| Способ совмещения электронного луча с плоскостью стыка | 1990 |
|
SU1761410A1 |
| СПОСОБ РЕМОНТА ПЕРА ЛОПАТКИ | 2003 |
|
RU2240215C1 |
| Способ электронной лучевой сварки | 1984 |
|
SU1274880A1 |

Изобретение относится к технологии электронно-лучевой ремонтной сварки и может быть использовано в различных областях машиностроения Целью изобретения является повьшение качества сварного соединения и производительности процесса. На дефектном участке стыка деталей 1 и 2 выполняют коническое отверстие, в которое устанавливают вставку Зо Электронным лучом (л) 4, сканирующим в начальный момент времени с амплитудой, равной диаметру выступающей над свариваемой поверхностью изделия части вставки 3, сваривают ее, увеличивая ток Л от нуля до рабочего значения и одновременно уменьшая амплитуду сканирования Л по спирали. При этом происходят оплавление выступающей части вставки и сварка ее на всю толщину. Завершение цикла сварки можно осуществлять обратным взаимодействием тока и амплитуды сканирования Л либо только уменьшением тока Л 2 ил (Л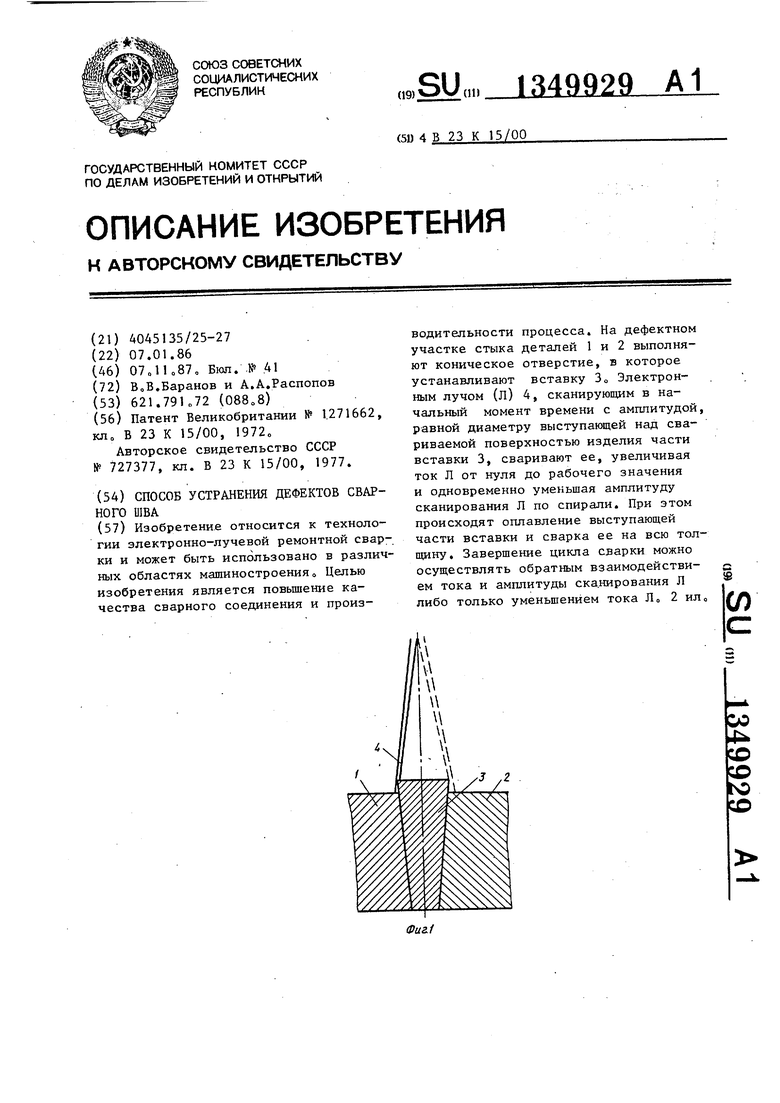
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
