4 САЭ О9 О) СО ГО
Изобретение относится к машино- ;строению и предназначено для управле- ния параметра1 и технологического процесса при электронно-лучевой сварке.
Цель изобретения - новьш1е1ше качества сварного соединения путем устранения корневых дефектов на участке перекрытия швов.
На чертеже приведена функциональ- пая схема устройства.
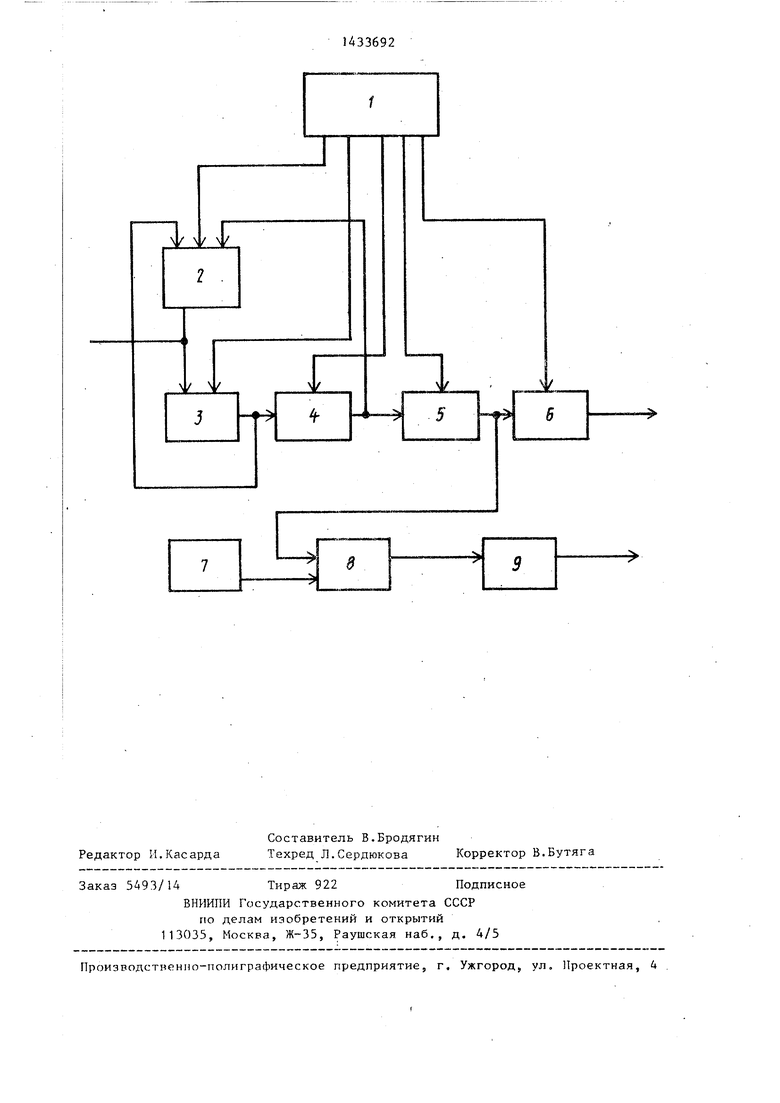
Устройство содержит последовательно соед1теенные блок 1 задания параметров, первьй интегратор 2, компаратор 3, реле 4 времени, линию 5 задержки, второй интегратор 6, а также последовательно соединенные блок 7 окончания сварки, третий интегратор 8 и блок 9 развертки электронного луча.
Блок 1 задания параметров пред- ставляет собой группу переключателей и делителей напряжения, задающих параметры сварки, а именно ток сварки, ток фокусирующей линзы, величину задержки расфокусировки, длительность I цикла сварки. Первый выход блока 1 j задания параметров соединен с первым I входом первого интегратора 2, выход I которого соединен с первым входом j компаратора 3. Второй вход последне- го соединен с вторым выходом блока I задания параметров. Выход компаратора 3 соединен с вторым входом первого интегратора и первым входом реле i времени., второй вход которого сое- динен с третьим выходом блока 1 задания параметров, а выход реле 4 вре- I мени соединен с первым входом линии j 5 задержки и третьим входом первого I интегратора 2. .
Второй вход линии 5 задержки сое- I динен с четвертым выходом блока 1 ; задания параметров, а выход линии 5 i задержки - с первым входом второго интегратора 6 и первым входом третье- го интегратора 8, второй вход которого соединен с выходом блока 7 окончания сварки, а выход - с входом блока 9 электронного луча. Второй вход второго интегратора 6 подключен к пятому выходу блока I задания параметров .
Выходами устройства для управления параметрами луча при электроннолучевой сварке являются (фиг.1): вы ход 1 - выход первого интегратора 2, управляющий величиной тока сварки; выход 2 - выход второго интегратор а 6, регулирующий величину тока фокусирующей линзы; вьпсод 3 - выход блока 9 развертки электронного луча, управляющий амплитудой сканирования электронного луча,
Одним из недостатков при сварке больших толщин высококонцентрированными источниками энергии, такими, как лазерный и электронный лучи, является пористость (корневые дефекты) при несквозном проплавлении. Электронно-лучевую сварку без скщозного проплавления выполняют преимущественно на участках начала и окончания сварки. Поэтому устранение корневых дефектов особенно важно для кольцевых швов, так как дефектные участки начала и окончания нгаа совпадают. Экспериментально установлено, что увеличение амплитуды сканирования электронного луча поперек стыка уменьшает вероятность корневых дефектов при сварке с несквозным проп- лавлением.
Устройство для управления параметрами луча при электроннй-лучевой сварке, реализующее сканирование луча по программе при окончании сварки, работает следующим образом.
При начале сварки аналоговьш сигнал с первого выхода блока 1 задания параметров, которьй задает скорость нарастания тока сварки, поступает на первый вход первого интегратора, который на выходу формирует фронт на- сварочного тока. При достижении выходным напряжением первого интегратора 2 величины уставки, соответствующей номинальному значению сварочного тока, подаваемому на второй вход компаратора 3 от блока 1 задания параметров, компаратор 3 формирует сигнал на разрешение работы реле 4 времени и останавливает первый интегратор 2.
Реле 4 времени, второй вход которого соединен с третьим выходом блока I задания параметров, формирует сигнал по истечении заданного времени сварки (второй вход реле 4 времени) , который поступает на первьш вход линии 5.задержки, второй вход которой соединен с четвертым выходом блока 1 задания параметров (величина задержки расфокусировки). С выхода линии 5 задержки сигнал поступает на первый вход второго интегратора 6. Второй вход последнего соединен с пятым выходом блока 1 задания парамет31
ров, который задает скорость расфокуг сировки.
Выход реле 4 времени соединен также с третьим входом первого интегратора 2. При истечении времени сварки первый интегратор 2 включает режим линейного уменьшения тока сварки.
Третий интегратор 8 формирует линейно нарастающее напряжение, ско- рость нарастания которого задается блоком 7 окончания сварки, начиная с момента прихода сигнала с выхода линии 5 задержки. Выход третьего интегратора 8 соединен с входом блока 9 развертки электронного луча, который обеспечивает линейное увеличение амплитуды сканирования синхронно с уменьшением тока луча.
ке, содержащее последовательно включенные блок задания параметров, первый интегратор, выход которого является первым выходом устройства, компаратор, второй вход которого соединен с вторым выходом блока задания параметров, а выход соединен с вторым входом первого интегратора, реле времени, второй вход которого соединен с третьим выходом блока задания параметров, а выход соединен с третьим входом первого интегратора, линию задержки, второй вход которой соединен с четвертым выходом блока задания параметров, второй интегратор, второй вход которого соединен с пятым выходом блока задания параметров а выход является вторым выходом уст
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки | 1986 |
|
SU1344549A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1984 |
|
SU1260142A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2003 |
|
RU2238828C1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| Устройство для управления электронно-лучевой сваркой | 1978 |
|
SU945850A1 |
| Устройство для автоматической фокусировки сварочного электронного луча | 1990 |
|
SU1773641A1 |
Изобретение относится к машиностроению и предназначено для управления параметрами технологического процесса при электронно-лучевой сварке. Цель изобретения - повышение качества сварных соединений путем устранения корневых дефектов на участке перекрытия швов. Устройство содержит последовательно соединенные блок за Дания параметров, первый интегратор, компаратор, реле времени, линию задержки, второй интегратор, блок окончания сварки, третий интегратор и блок развертки электронного луча. Первый интегратор формирует циклограмму тока сварки с линейными фро1Г- тами. Второй интегратор задает скорость расфокусировки. Третий интегратор обеспечивает линейное увеличение амплитуды сканирования синхронно с уменьшением тока луча. Устройство позволяет повысить качество сварных соединений путем автоматического из- , менения амплитуды сканирования луча на участке начала и окончания сварки. I ил. i (Л
Использование предлагаемого устройства для управления параметрами луча при электронно-лучевой сварке обеспечивает повышение качества сварки на участках начала и окончания, а также снижение трудоемкости на 15% и сокращение хщкла изготовления сварных узлов на. АО-50% за счет исключения ремонта дефектных сварных швов.
тем, что, с целью повьшения качества сварного соединения путем устранения корневых дефектов на участке перекрытия швов, оно дополнительно снабжено последовательно включенными блоком окончания сварки, третьим интегратором, второй вход которого соединен с выходом линии задержки и блоком развертки электронного луча электронФормула изобретения
Устройство для управления парамет- ЗО но-лучевой пушки, вьпсод которого яв- рами луча при электронно-лучевой свар- ляется третьим выходом устройства.
25
20 ройства, отличающеес
тем, что, с целью повьшения качества сварного соединения путем устранения корневых дефектов на участке перекрытия швов, оно дополнительно снабжено последовательно включенными блоком окончания сварки, третьим интегратором, второй вход которого соединен с выходом линии задержки и блоком развертки электронного луча электрон
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| - Златоуст, 1986. | |||
