1
Изобретение относится к технологии исправления литейных дефектов типа пор на механически обработанных поверхностях корпусных деталей и может использоваться на предприятиях металлургической и машиностроительной промышленности.
Целью изобретения является расширение технологических возможностей путем упрощения изолирования дефектного места и упрощения удаления избытка герметизирующей композиции.
На чертеже приведена схема герметизации литейного дефекта.
Способ осуществляют следующим образом.
В зону дефектного места 1 корпусной детали 2 наносят слой герметизирующей композиции 3. На поверхность герметизирующей композиции 3 наносят слой эластичной композиции 4, например клей БФ-2. После этого корпусную деталь 2 выдерживают при комнатной температуре до полного отверждения эластичной композиции 4 в положении, исключающем отекание композиции. После отверждения эластичной композиции 4 корпусную деталь 2 устанавливают на прокатный стенд, где создают избыточное давление 5-6 кгс/см буферной жидкостью, например керосино- масляной смесью. Под давлением буферной жидкости герметизирующую композицию 3 закачивают в литейные дефекты, а слой эластичной композиции 4 прижимают к поверхности корпусной детали 2,которую снимают со стенда и нагревают до полного отверждения герметизирующей композиции 3. Дефектное мес то очищают механически.
Пример. В качестве герметизирующей композиции 3 взят состав %: смола эпоксидная 70; дибутилфталат 7; полиэтиленполиамин 7; алюминиевая пудра 16. На слой герметизирующей
3445642
композиции наносят слой эластичной композиции 4 - клей 88И. Эластичную композицию 4 отверждают н течение 2-3 ч, корпусную деталь устанавливают на прокачноГ стенд, прокачивают керо- синомасляной смесью с температурой при давлении 5-6 кгс/см. Герметизирующую композицию 3 закачивают
Q в литейные дефекты и отверждают в течение 1 - 2 ч. Сушку производят при 200° в течение 12-18 ч. Дефектное место очищают механически.
Применение предлагаемого способа
15 позволит расширить технологические возмэжности герметизации литейных дефектов, так как герметизирующая композиция под слоем эластичной композиции не растекается и нет необхо2Q димости в дополнительной изоляции дефектного места, а избыток герметизирующей и эластичной композиции после их отверждения удаляется простыми механическими приемами.
25
Формула изобретения
1. Способ герметизации литейных дефектов, при котором наносят на де- 30 фектное место герметизирующую компо- зици:о, нагревают ее, закачивают в поры дефектов под избыточным давлением и су:лат, отличающийся тем, что, с целью расширения технологических возможностей, на слой герметизирующей композиции наносят слой эластичной композиции с временем отверждения, меньшим времени отверждения герметизирующей композиции, а избы- точнэе давление прикладывают буферной :кидкостью после отверждения элас- тичнэй композиции.
35
40
45
2. Способ ПОП.1, отличающийся тем, что производят нагрев буферной жидкостью.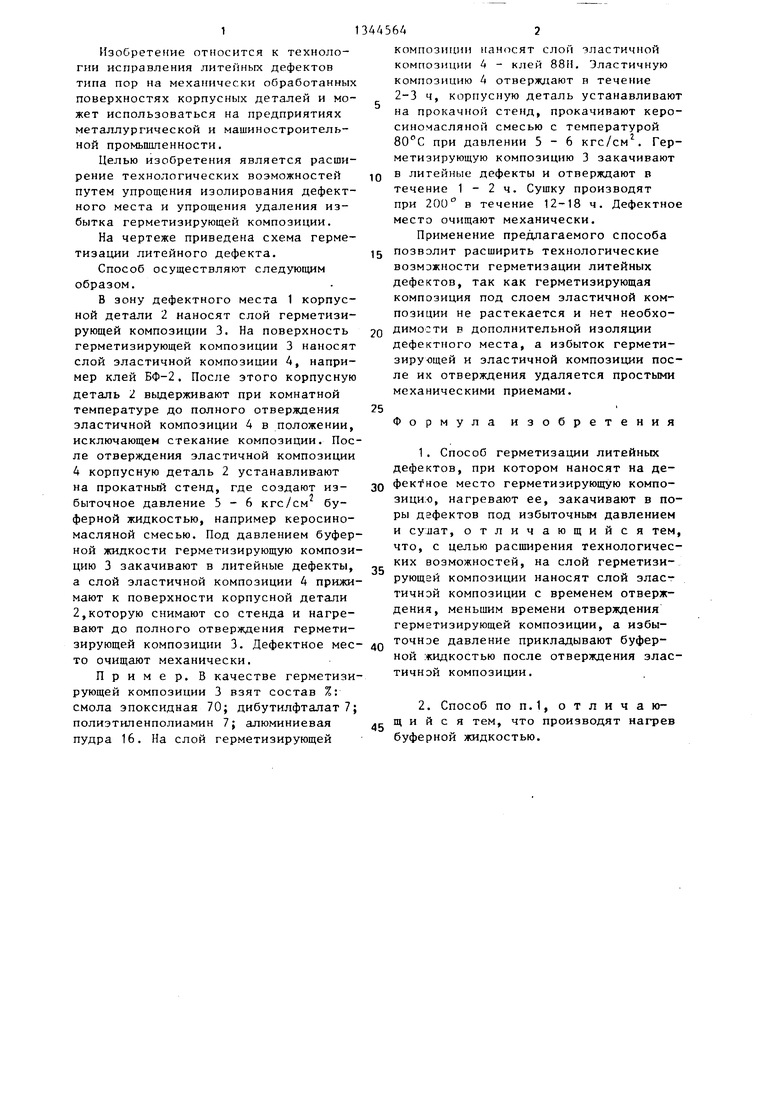
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации литейных дефектов | 1990 |
|
SU1731565A1 |
| Способ герметизации линейных дефектов | 1989 |
|
SU1606301A1 |
| Способ герметизации литейных дефектов | 1990 |
|
SU1710260A2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2009 |
|
RU2393053C1 |
| Способ герметизации дефектов отливок | 1987 |
|
SU1706827A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ СВАРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368881C1 |
| СПОСОБ РЕМОНТА ТЕПЛОНАГРУЖЕННЫХ ЭЛЕМЕНТОВ МАШИН И ОБОРУДОВАНИЯ | 2014 |
|
RU2588980C1 |
| СПОСОБ ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ СВАРНЫХ ИЗДЕЛИЙ И СТЕНД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2392596C1 |
| СПОСОБ ЗАДЕЛКИ ДЕФЕКТА В ИЗДЕЛИИ | 1992 |
|
RU2084323C1 |
| СПОСОБ РЕМОНТА МАГНИТОПРОВОДНОЙ ОБОЛОЧКИ | 2011 |
|
RU2499945C2 |
Изобретение относится к технологии исправления литейных дефектов типа пор корпусных деталей и может быть применено на предприятиях металлургической и машиностроительной промьшшенности. Целью изобретения является расширение технологических возможностей путем упрощения изолирова-, ния дефектного места и упрощения удаления избытка герметизирующей композиции. На дефектное место наносят герметизирующую композицию, а на нее- эластичную композицию, закачивают герметизирующую композицию в поры избыточным давлением буферной жидкости после отвердевания зластичной композиции. Время отверждения эластичной композиции меньше времени отверждения герметизирующей композиции. Избыточное давление прикладывают при нагреве герметизирующей композиции, так как она не растекается под слоем зластичной композиции, нет необходимости в дополнительной изоляции дефектного места. 1 з.п. ф-лы, 1 ил. (Л СА:) . 01 о:
Редактор Ю.Середа
Составитель Н.Тютченкова
Техред Л.Сердюкова Корректор М.Пожо
Заказ 4880/16 Тираж 969 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Способ испытания полых изделий на прочность и герметичность | 1978 |
|
SU702250A1 |
| Куманин И.Б | |||
| Литейное производство | |||
| М.: Машиностроение, 1971, с.178-179. | |||
