Изобретение относится к технологии исправления литейных дефектов типа пор, трещин и т.д. в деталях из металла и пластмасс и может быть применено на предприятиях машиностроительной и металлургической отраслей промышленности.
Целью изобретения является расширение технологических возможностей и улучшение качества заделки трещин.
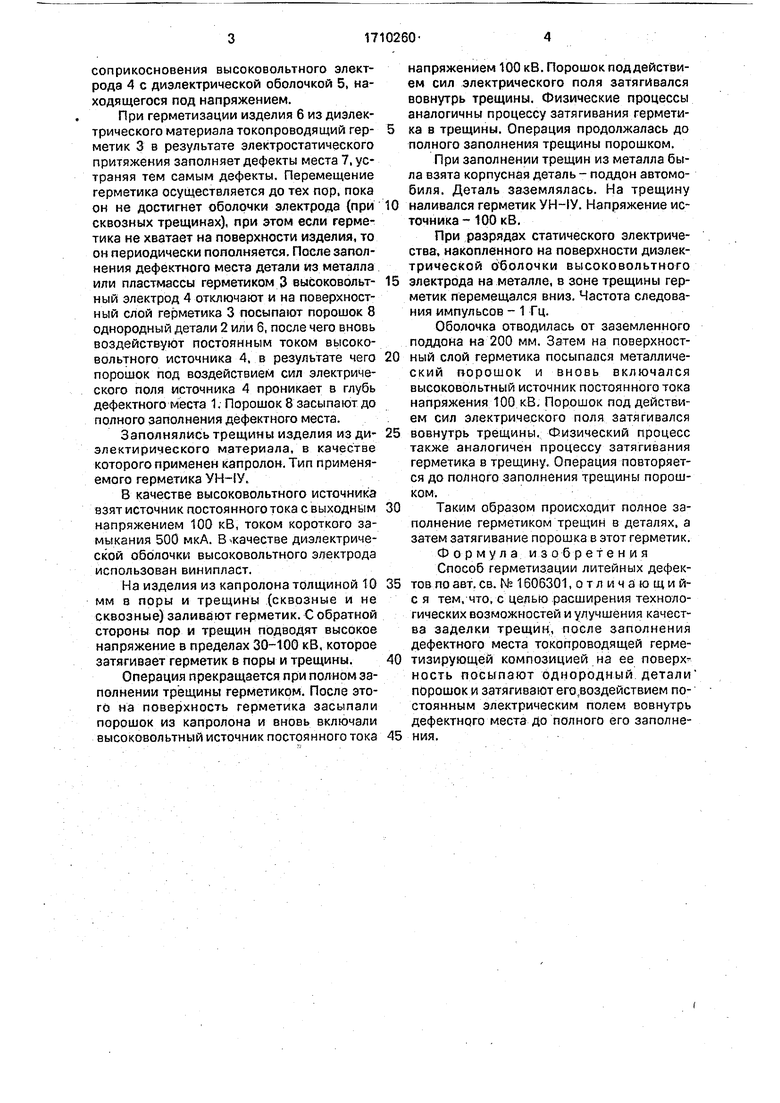
На фиг. 1 приведена схема герметизации литейного дефектно-металлического изделия; на фиг. 2 - схема герметизации изделия из диэлектрического материала.
Способ осуществляется следующим образом.
В зону дефектного места - трещину 1 детали 2 наносят слой токопроводящего герметика 3, например УН-1У. После зтого, если деталь 2 из металла, высоковольтный электрод 4 подносят периодически к трещине 1 с частотой поднесения, обеспечивающей поляризацию диэлектрической оболочки 5 высоковольтного электрода 4 и появление на ней электрического заряда.
При герметизации детали 2 из металла прикосновение к обратной стороне трещины 1 высоковольтного электрода 4, на диэлектрической оболочке 5 которого имеется поверхностный заряд, вызовет импульс сил электростатического притяжения двух разноименно заряженных поверхностей металла детали 2 и диэлектрической оболочки электрода 5, в результате чего жидкий герметик 3, имеющий противоположный относительно высоковольтного электрода 4 заряд, будет перемещаться по трещине, заполняя ее.
Периодическое удаление высоковольтного электрода от поверхности металла детали 2 и повторное прикосновение с ним в районе трещинь 1 с периодом поднесения, превышающим время поляризации диэлектрической оболочки электрода, приводит к импульсному перемещению герметика. Цикл повторяется до тех пор, пока не будет заполнена трещина. Деталь 6 из диэлектрического материала подносят к обратной стороне дефектного места 1 вплоть до
соприкосновения высоковольтного электрода 4 с диэлектрической оболочкой 5, находящегося под напряжением.
При герметизации изделия 6 из диэлектрического материала токопроводящий герметик 3 в результате электростатического притяжения заполняет дефекты места 7, устраняя тем самым дефекты. Перемещение герметика осуществляется до тех пор. пока он не достигнет оболочки электрода (при сквозных трещинах), при этом если герметика не хватает на поверхности изделия, то он периодически пополняется. После заполнения дефектного места детали из металла или пластмассы герметиком 3 высоковольтный электрод 4 отключают и на поверхностный слой герметика 3 посыпают порошок 8 однородный детали 2 или 6, после чего вновь воздействуют постоянным током вьюоковольтного источника 4, в результате чего порошок под воздействием сил электрического поля источника 4 проникает в глубь дефектного места 1, Порошок 8 засыпают до полного заполнения дефектного места.
Заполнялись трещины изделия из диэлектирического материала, в качестве которого применен kanponoH. Тип применяемого герметика УН-1У.
В качестве высоковольтного источника взят источник постоянного тока с выходным напряжением 100 кВ, током короткого замыкания 500 мкА. В качестве диэлектрической оболочки высоковольтного электрода использован вияипласт.
На изделия из капролона толщиной 10 мм в поры и трещины (сквозные и не сквозные) заливают герметик. С обратной стороны пор и трещин подводят высокое напряжение в пределах 30-100 кВ, которое затягивает герметик в поры и трещины.
Операция прекращается при полном заполнении трещины герметиком. После этого на поверхность герметика засыпали порошок из капролона и вновь включали высоковольтный источник постоянного тока
напряжением 100 кВ. Порошок поддействием сил электрического поля затягивался вовнутрь трещины. Физические процессы аналогичны процессу затягивания герметика в трещины. Операция продолжалась до полного заполнения трещины порошком.
При заполнении трещин из металла была взята корпусная деталь - поддон автомобиля. Деталь заземлялась. На трещину наливался герметик УН-1У. Напряжение источника- 100 кВ.
При разрядах статического электричества, накопленного на поверхности диэлектрической 6болочки высоковольтного электрода на металле, в зоне трещины герметик перемещался вниз. Частота следования импульсов - 1 Гц.
Оболочка отводилась от заземленного поддона на 200 мм. Затем на поверхностный слой герметика посыпался металлический порошок и вновь включался высоковольтный источник постоянного тока напряжения 100 кВ. Порошок под действием сил электрического поля затягивался вовнутрь трещины. Физический процесс также аналогичен процессу затягивания герметика в трещину. Операция повторяется до полного заполнения трещины порошком.
Таким образом происходит полное заполнение герметиком трещин в деталях, а затем затягивание порошка в этот герметик.
Формула изобретения
Способ герметизации литейных дефектов по авт. ев, Мз 1606301, отличающийс я тем, что, с целью расширения технологических возможностей и улучшения качества заделки трещин, после заполнения дефектного места токопроводящей герметизирующей композицией на ее поверхность посыпают однородный детали порошок и затягивают его,воздействием постоянным электрическим полем вовнутрь дефектного места до полного его заполнения.
Фиг. I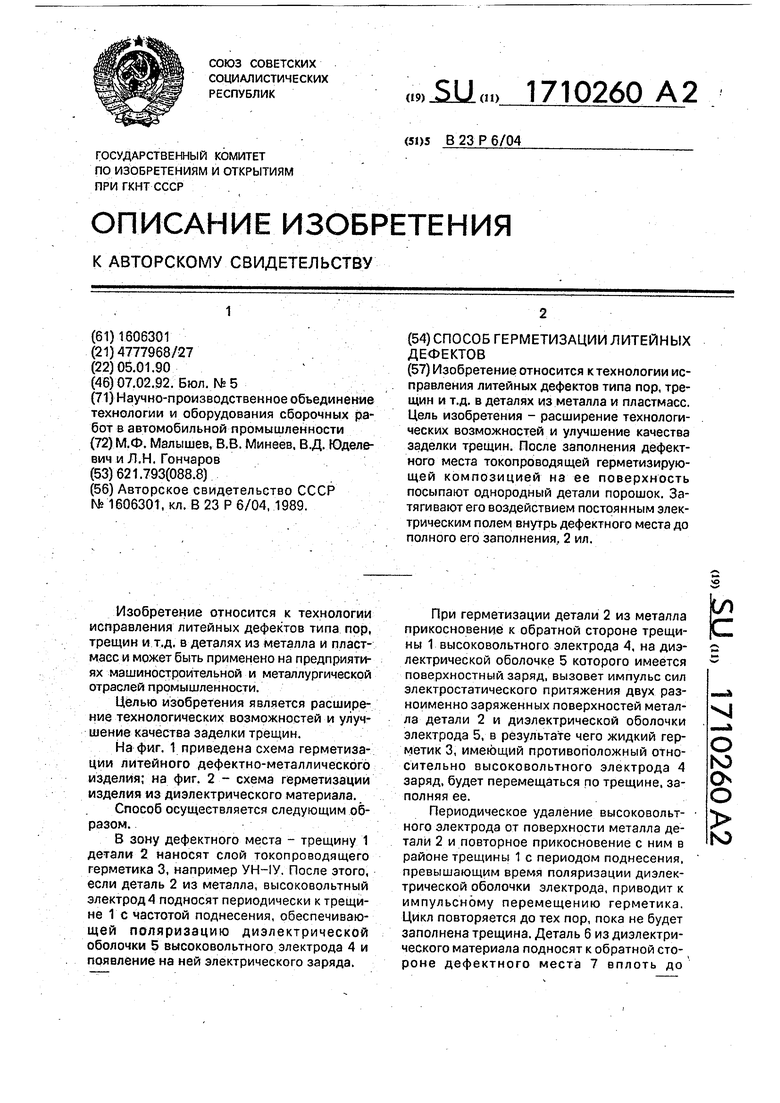
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации линейных дефектов | 1989 |
|
SU1606301A1 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ЛИТЬЯ | 2001 |
|
RU2194603C1 |
| Способ герметизации литейных дефектов | 1990 |
|
SU1731565A1 |
| Способ герметизации дефектов отливок | 1987 |
|
SU1706827A1 |
| Способ заделки дефектов в литых деталях из магниевых сплавов | 2019 |
|
RU2718807C1 |
| Способ герметизации деталей с металлической арматурой, установленной в изоляционном основании из полимерного материала | 1990 |
|
SU1767544A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2009 |
|
RU2393053C1 |
| ШТЫРЕВОЙ КРЕМНИЙОРГАНИЧЕСКИЙ ИЗОЛЯТОР И СПОСОБ ЕГО КРЕПЛЕНИЯ НА ТРАВЕРСУ | 2006 |
|
RU2323495C1 |
| СПОСОБ КОНТРОЛЯ ИЗОЛЯЦИИ КАБЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2491562C1 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
Изобретение относится к технологии исправления литейных дефектов типа пор, трещин и т.д. в деталях из металла и пластмасс. Цель изобретения - расширение технологических возможностей и улучшение качества заделки трещин. После заполнения дефектного места токопроводящей герметизирующей композицией на ее поверхность посыпают однородный детали порошок. Затягивают его воздействием постоянным злек- трическим полем внутрь дефектного места до полного его заполнения. 2 ил.
| Способ герметизации линейных дефектов | 1989 |
|
SU1606301A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
