Изобретение относится к технологии ремонта литейных дефектов, а также дефектов сварки в виде пор и мелких трещин, преимущественно корпусных деталей, в частности судовых технических средств при помощи полимерных композиций, и может быть использовано на предприятиях металлургической и машиностроительной промышленности.
Известен способ герметизации литейных дефектов корпусных деталей с полостями, предусматривающий нанесение слоя герметизирующей композиции, в частности эпоксидного клея, на место дефекта и последующее нанесение на него слоя быстроот- верждаемой эластичной композиции, в частности клея БФ-2. После отверждения слоя клея БФ-2 корпусную деталь устанавливают на стенд, где создают избыточное давление 5-6 кгс/см2 буфернойжидкостью. Под давлением буферной жидкости герметизирующую композицию закачивают в литейные дефекты и отверждают. Избыток герметизирующей и эластичной композиции после их отверждения удаляют простыми механическими приемами.
К недостаткам известного способа большая трудоемкость и энергоемкость гермети- зации дефектов, сложность ремонта крупногабаритных и стационарных деталей и механизмов, нестабильность качества герметизации.
Кроме этого, известный, способ применим преимущественно для герметизации дефектов на горизонтальных поверхностях и при использовании относительно вязкого герметика, обладающего низкой проникающей способностью. Перечисленные недостатки снижают технологические возможности способа.
Целью изобретения является снижение энергоемкости процесса и расширение технологических возможностей.
Поставленная цель достигается тем, что согласно способу герметизации литейных дефектов, при котором на дефектное место наносят герметизирующую композицию, эластичный слой и закачивают герметизирующую композицию в поры дефектов под
СО
С
VI
со СП
О
сл
давлением, эластичный слой выполняют в виде эластичной полимерной пластины, которую приклеивают к поверхности детали по периметру дефектного места, а герметизирующую композицию закачивают под эластичную полимерную пластину. Последнюю выполняют из резины.
Благодаря приклеиванию резиновой пластины по периметру дефектного места обеспечивается создание зазора между пластиной и поверхностью детали в месте дефекта и возможность нагнетания в зазор и соответственно в поры дефектов герметизирующей композиции.
Способ герметизации литейных дефек- тсв осуществляется на примере заделки дефектов на вертикальной стенке блока цилиндров судового двигателя.
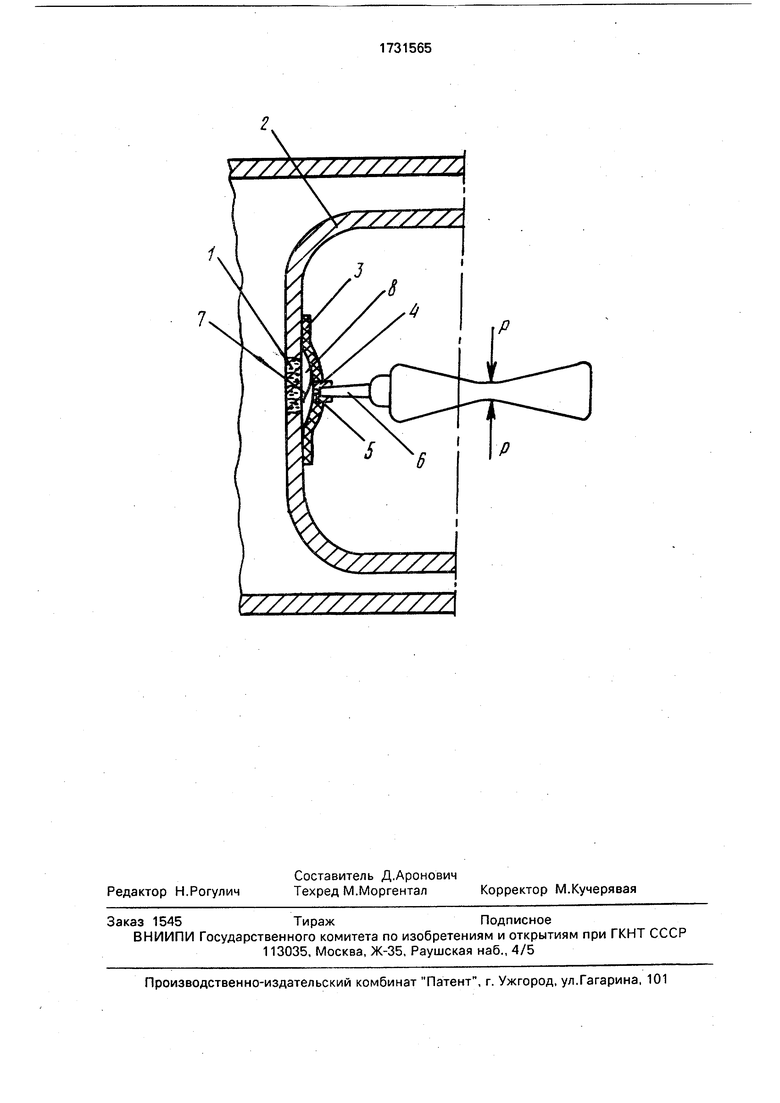
На чертеже приведена схема герметизации.
Способ осуществляют следующим образом.
Предварительно место 1 расположения дефектов (пор, трещин) детали 2 сначала подвергают механической обработке, а за- тем протирают органическим растворителем.
Предварительно готовят пластину 3 из вулканизованной резины, наружный контур которой соответствует дефектному месту 1, но превышает по размерам, для обеспечения ее приклеивания. В качестве пластины могут быть использованы гибкие упругие материалы, например полиуретан, пенопо- лиэтилен и др.
В пластине 3 ближе к ее геометрическому центру для равномерности закачивания герметизирующей композиции выполняют отверстие 4 при необходимости с втулкой 5 под наконечник 6 флакона и невозвратным клапаном 7. Если для закачивания герметизирующей композиции используют шприц с иглой, отверстие 4 в пластине 3 заранее не делают.
Резиновую пластину 3 зачищают по пе- риметру, обрабатывают растворителем и наносят клей.
На подготовленное дефектное место 1 детали 2 накладывают резиновую пластину 3 с нанесенным по периметру и подсушен- ным клеем, прижимают к поверхности детали 2 и выдерживают под давлением для приклеивания. После приклеивания пластины 3 в месте дефекта между поверхностью детали и резиновой пластиной 3 образуется
зазор 8. В отверстие 4 вставляют наконечник б флакона с герметизирующей композицией и в зазор 8 под пластину 3 закачивают герметизирующую композицию под давлением, создаваемым рукой с помощью легко деформируемого полиэтиленового флакона, при этом композиция, заполнив зазор 8, легко проникает в поры и трещины дефектного места 1 вследствие низкой ее вязкости. Предотвращение вытекания композиции из зазора 8 осуществляется с помощью лепест- кого невозвратного клапана 7. При необходимости можно осуществлять дополнительную подлрессовку, нажимая рукой или временной распоркой на деформируемую под давлением композиции поверхность резиновой пластины 3.
В качестве герметизирующей композиции в зависимости от размеров дефектов используют анаэробные композиции Ана- терм-1, Анатерм-iV, Унигерм-2Н, Анатерм- 260 и др.
После закачивания герметизирующей композиции ее выдерживают под давлением в течение 10-15 мин, затем отверждают и проводят гидравлические испытания узла. Если в дальнейшем при эксплуатации среда, с которой резина контактирует, не оказывает на нее разрушающего воздействия, резиновую пластину оставляют приклеенной. При необходимости пластину отрывают.
Применение предлагаемого способа позволяет исправлять литейный брак и дефекты сварки деталей, в том числе крупногабаритных и большой массы, непосредственно на месте их размещения.
Формула изобретения
1.Способ герметизации литейных дефектов, при котором на дефектное место наносят герметизирующую композицию, эластичный слой и закачивают герметизирующую композицию в поры дефектов под давлением, отличающийся тем, что, с целью снижения энергоемкости процесса и расширения технологических возможностей, эластичный слой выполняют в виде эластичной полимерной пластины, которую приклеивают к поверхности детали по периметру дефектного места, а герметизирующую композицию закачивают под эластичную полимерную пластину.
2.Способ по п.1,отличающийся тем, что эластичную полимерную пластину выполняют из резины.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации литейных дефектов | 1986 |
|
SU1344564A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 2012 |
|
RU2474752C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| Способ герметизации литейных дефектов | 1990 |
|
SU1710260A2 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 1998 |
|
RU2144553C1 |
| Способ герметизации линейных дефектов | 1989 |
|
SU1606301A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2009 |
|
RU2393053C1 |
| СПОСОБ УСТРАНЕНИЯ НЕПРОКЛЕЯ КОЛЛЕКТОРА ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2013 |
|
RU2571130C2 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО РЕЗИНОВОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2005 |
|
RU2280058C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИКОРРОЗИЙНОГО ПОКРЫТИЯ И СОСТАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471839C2 |
Использование: технология ремонта литейных дефектов, а также дефектов сварки, корпусных деталей. На дефектное место по периметру приклеивают резиновую пластину. Под пластину закачивают герметизирующую композицию. Под действием упругих сил пластины композиция закачивается в поры. 1 з.п. ф-лы, 1 ил.
| Способ герметизации литейных дефектов | 1986 |
|
SU1344564A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
