Изобретение относится к технологии исправления литейных дефектов типа пор, трещин и т.д. в деталях из металла и пластмасс и может быть применено на предприятиях машиностроительной, металлургической отраслей промышленности.
Цель изобретения - расширение технологических возможностей и упрощение технологии.
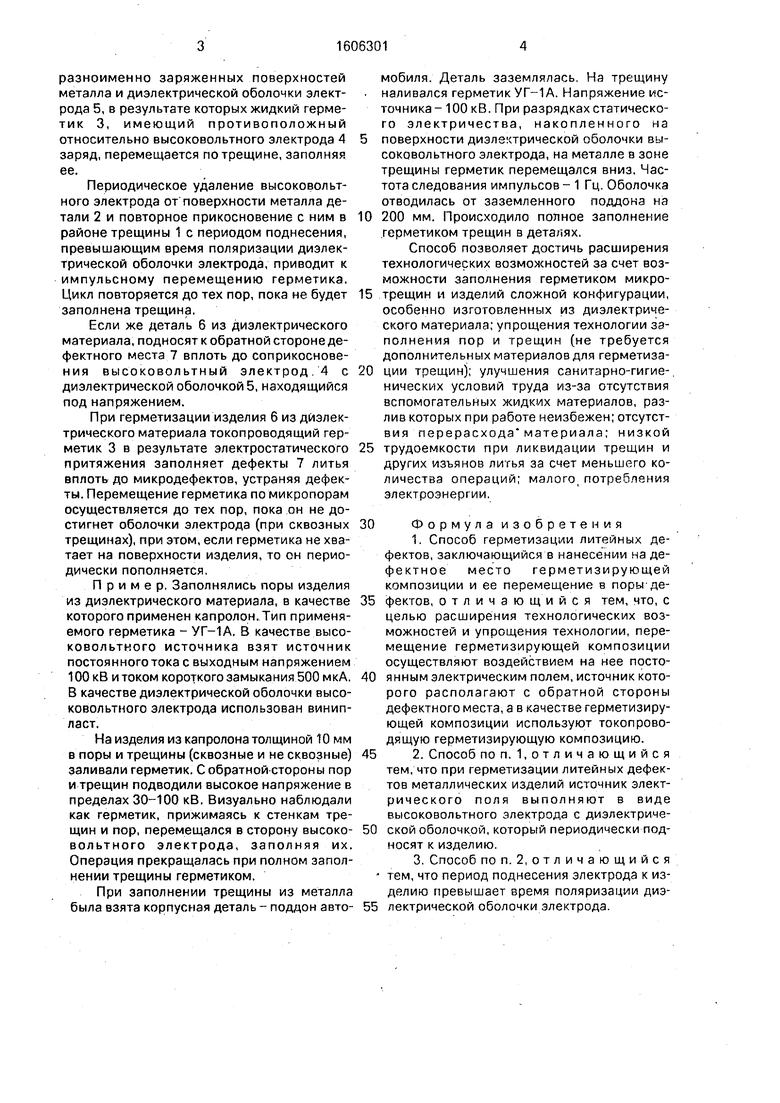
На фиг. 1 приведена схема герметизации литейного дефекта металлического изделия; на фиг. 2 - схема герметизации изделия из диэлектрического материала.
Способ осуществляется следующим образом.
На зону дефектного места с трещиной 1 детали 2 наносят слой токолроводящего герметика 3, например УГ-1А. После этого, если деталь 2 из металла, то к трещине 1 высоковольтный электрод 4 подносят периодически с частотой поднесения, обеспечивающей поляризацию диэлектрической оболочки 5 высоковольтного электрода 4 и появления на ней электрического заряда.
При герметизации изделия 2 из металла прикоснорзние i; обратной стороне трещины 1 высоковольтного электрода 4, на диэлектрической оболочке 5 которого имеется поверхностный заряд, вызывает импульс сил электростатического притяжения двух
ON О Os СА) О
разноименно заряженных поверхностей металла и диэлектрической оболочки электрода 5, в результате которых жидкий герме- тик 3, имеющий противоположный относительно высоковольтного электрода 4 заряд, перемещается по трещине, заполняя ее.
Периодическое удаление высоковольтного электрода от поверхности металла детали 2 и повторное прикосновение с ним в районе трещины 1 с периодом поднесения, превышающим время поляризации диэлектрической оболочки электрода, приводит к импульсному перемещению герметика. Цикл повторяется до тех пор, пока не будет заполнена трещина,
Если же деталь 6 из диэлектрического материала, подносят к обратной стороне дефектного места 7 вплоть до соприкосновения высоковольтный электрод. 4 с диэлектрической оболочкой 5, находящийся под напряжением.
При герметизации изделия 6 из диэлектрического материала токопроводящий гер- метик 3 в результате электростатического притяжения заполняет дефекты 7 литья вплоть до микродефектов, устраняя дефекты. Перемещение герметика по микропорам осуществляется до тех пор, пока он не достигнет оболочки электрода (при сквозных трещинах), при этом, если герметика не хватает на поверхности изделия, то он периодически пополняется.
Пример. Заполнялись поры изделия из диэлектрического материала, в качестве которого применен капролон.Тип применяемого герметика - УГ-1А. В качестве высоковольтного источника взят источник постоянного тока с выходным напряжением 100 кВ и током короткого замыкания 500 мкА. В качестве диэлектрической оболочки высоковольтного электрода использован винипласт.
На изделия из капролона толщиной 10 мм в поры и трещины (сквозные и не сквозные) заливали герметик. С обратной стороны пор и трещин подводили высокое напряжение в пределах 30-100 кВ. Визуально наблюдали как герметик, прижимаясь к стенкам трещин и пор, перемещался в сторону высоковольтного электрода, заполняя их. Операция прекращалась при полном заполнении трещины герметиком.
При заполнении трещины из металла была взята корпусная деталь - поддон автомобиля. Деталь заземлялась, На трещину . наливался герметик УГ-1 А. Напряжение источника- 100 кВ. При разрядках статического электричества, накопленного на
5 поверхности диэлектрической оболочки высоковольтного электрода, на металле в зоне трещины герметик перемещался вниз. Частота следования импульсов - 1 Гц. Оболочка отводилась от заземленного поддона на
10 200 мм. Происходило полное заполнение герметиком трещин в деталях.
Способ позволяет достичь расщирения технологических возможностей за счет возможности заполнения герметиком микро15 трещин и изделий сложной конфигурации, особенно изготовленных из диэлектрического материала: упрощения технологии заполнения пор и трещин (не требуется дополнительных материалов для герметиза20 ции трещин); улучшения санитарно-гигие-. нических условий труда из-за отсутствия вспомогательных жидких материалов, разлив которых при работе неизбежен; отсутствия перерасхода материала; низкой
25 трудоемкости при ликвидации трещин и других изъянов литья за счет меньшего количества операций; малого потребления электроэнергии.
30 Формула изобретения
1. Способ герметизации литейных дефектов, заключающийся в нанесении на дефектное место герметизирующей композиции и ее перемещение в поры де35 фектов, отличающийся тем, что, с целью расширения технологических возможностей и упрощения технологии, перемещение герметизирующей композиции осуществляют воздействием на нее посто40 янным электрическим полем, источник которого располагают с обратной стороны дефектного места, а в качестве герметизирующей композиции используют токопрово- дящую герметизирующую композицию.
452. Способ поп. 1,отличающийся
тем, что при герметизации литейных дефектов металлических изделий источник электрического поля выполняют в виде высоковольтного электрода с диэлектриче50 ской оболочкой, который периодически подносят к изделию.
3. Способ по п. 2,отличающийся тем, что период поднесения электрода к изделию превышает время поляризации диэ55 лектрической оболочки электрода.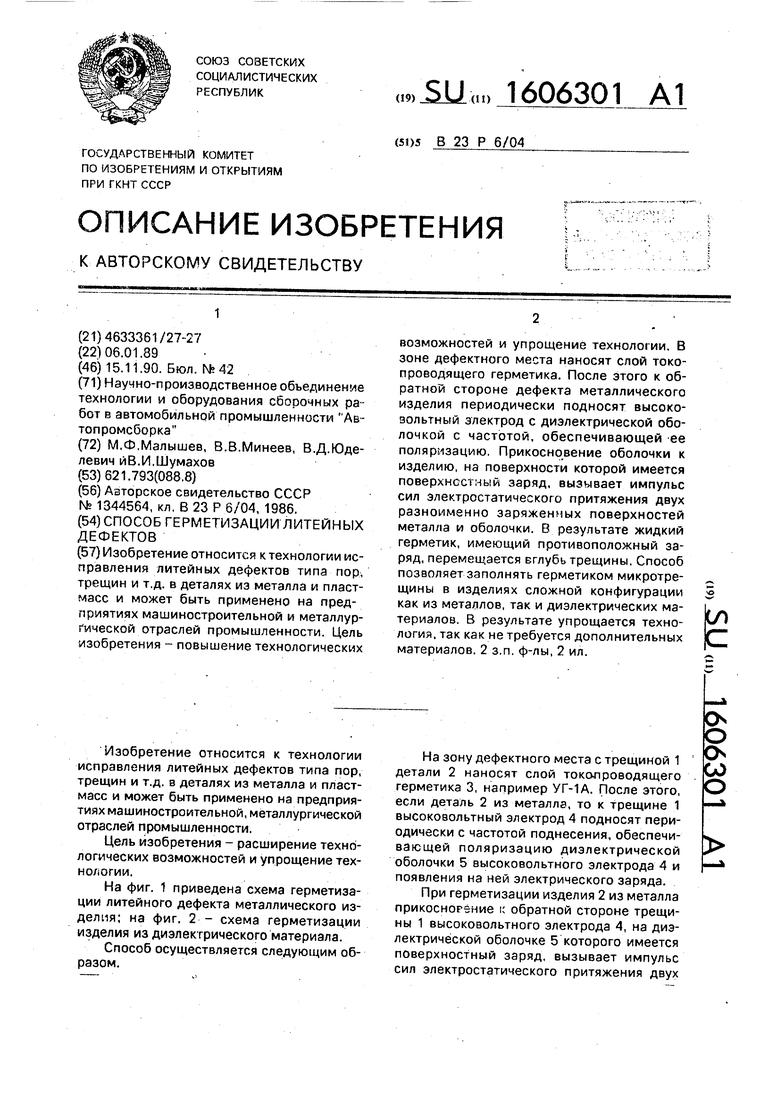
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации литейных дефектов | 1990 |
|
SU1710260A2 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ЛИТЬЯ | 2001 |
|
RU2194603C1 |
| Способ герметизации литейных дефектов | 1990 |
|
SU1731565A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СПЛОШНОСТИ ПОКРЫТИЯ НА ЛИСТОВОМ ПРОКАТЕ ПРИ ЕГО ДЕФОРМАЦИИ | 2016 |
|
RU2622224C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2016 |
|
RU2642499C1 |
| Электростатический киловольтметр | 1980 |
|
SU924584A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СПЛОШНОСТИ ПОКРЫТИЯ ПРИ ЕГО ДЕФОРМАЦИИ | 2016 |
|
RU2618720C1 |
| Электростатический киловольтметр | 1980 |
|
SU924585A1 |
| Электростатический киловольтметр | 1980 |
|
SU883749A1 |
| СПОСОБ ОЧИСТКИ ГАЗОВ ОТ ПЫЛИ | 1990 |
|
RU1758934C |
Изобретение относится к технологии исправления литейных дефектов типа пор, трещин и т.д. в деталях из металла и пластмасс и может быть применено на предприятиях машиностроительной и металлургической отраслей промышленности. Цель изобретения - повышение технологических возможностей и упрощение технологии. В зоне дефектного места наносят слой токопроводящего герметика. После этого к обратной стороне дефекта металлического изделия периодически подносят высоковольтный электрод с диэлектрической оболочкой с частотой, обеспечивающей ее поляризацию. Прикосновение оболочки к изделию, на поверхности которой имеется поверхностный заряд, вызывает импульс сил электростатического притяжения двух разноименно заряженных поверхностей металла и оболочки. В результате жидкий герметик, имеющий противоположный заряд, перемещается вглубь трещины. Способ позволяет заполнять герметиком микротрещины в изделиях сложной конфигурации как из металлов, так и диэлектрических материалов. В результате упрощается технология, так как не требуется дополнительных материалов. 2 з.п.ф-лы, 2 ил.
. 1
фиг, 2
Редактор Т.Парфенова
Составитель Н.Грудев Техред М.Моргентал
Корректор Э.Лончакова
| Способ герметизации литейных дефектов | 1986 |
|
SU1344564A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
