Изобретение относится к текстильному производству, а именно к способам получения пряжи.
Цель изобретения - улучшение качества пряжи.
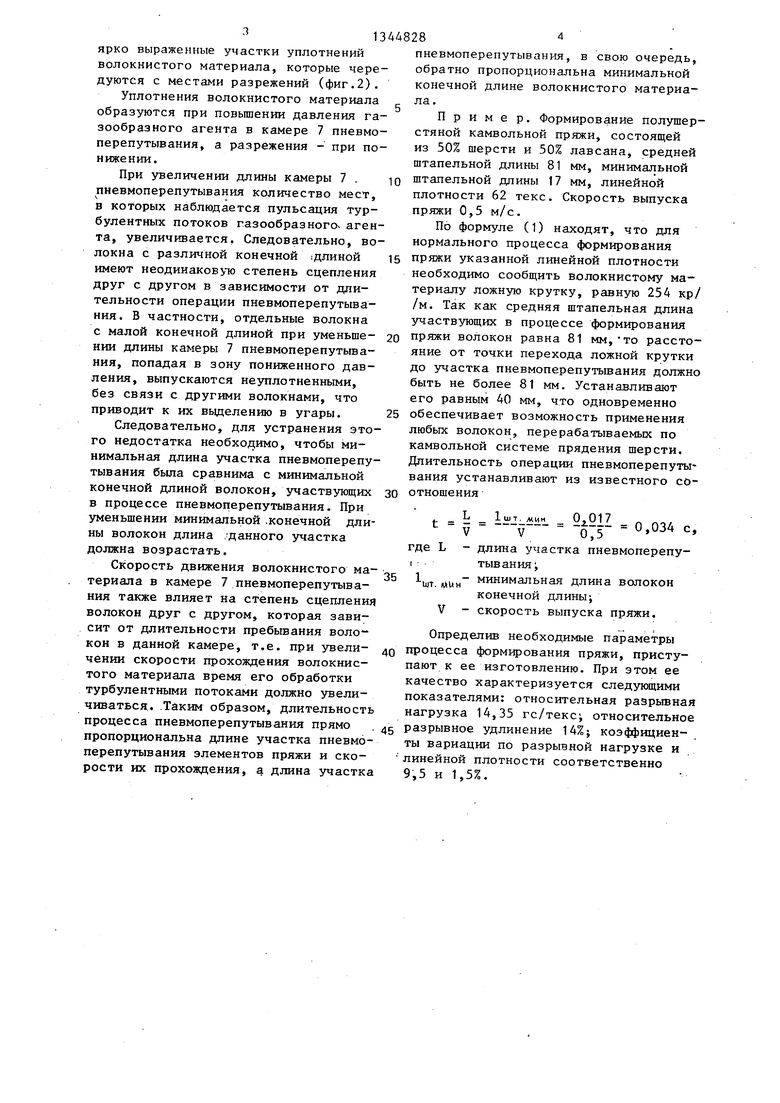
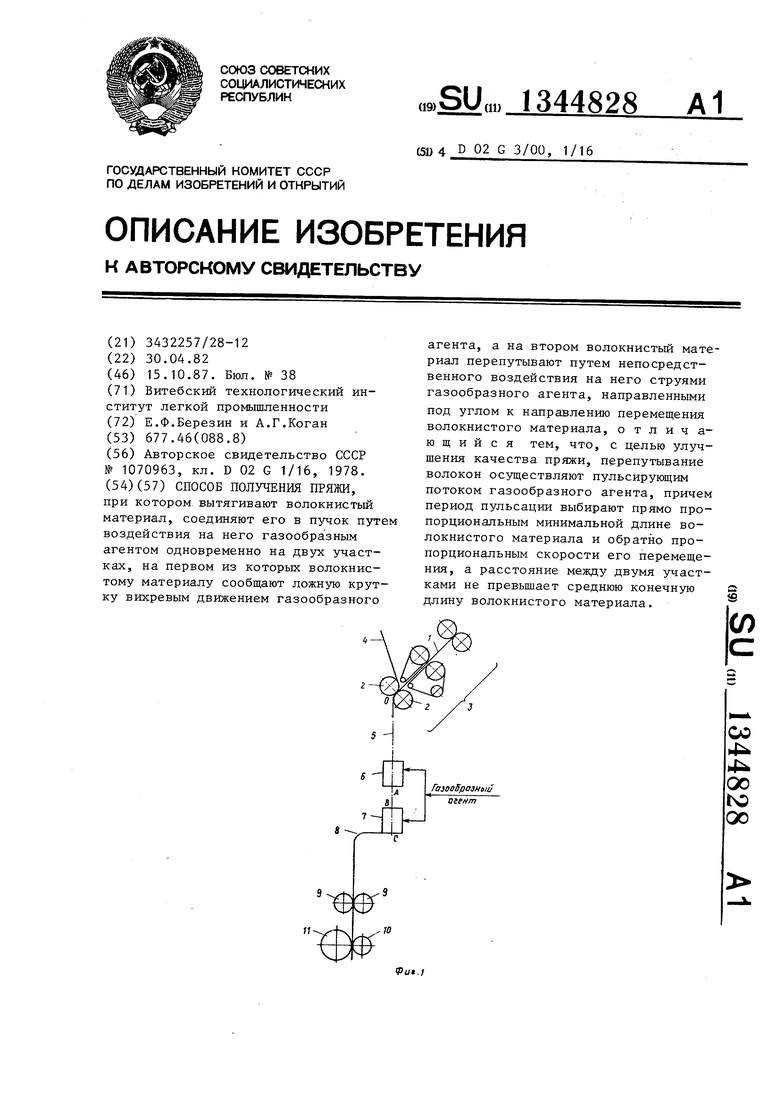
На фиг.1 схематически изображено устройство для реализации способа; на фиг.2 - готовая пряжа.
Для реализации способа используют состоящую из волокон конечной длины ленточку 1, выходящую из питающей пары 2 вытяжного прибора 3. Для придания пряже необходимых физико-механических свойств вместе с волокнистой ленточкой 1 может подаваться комплексная химическая нить 4. Для формирования из выходящего волокнистого материала 5 пряжи ему сообщают ложную крутку вихревым движением газообразного агента, поступающего в устройство 6 ложной крутки, и затем пневмоперепу- тывают турбулентными газообразными потоками, направленными под углом к направлению перемещения в устройстве 7 пневмоперепутывания. При этом происходит процесс перепутывания волокон конечной длины между собой либо с элементарными волокнами комплексных
жатом состоянии (скручены ложной 1круткой), их передние концы, совершая колебательные движения, спутываются с соседними волокнами.
Таким образом, на участке АВ волокна конечной длины периодически оказываются в свободном состоянии, когда связи между ними осуществляют10 ся только за счет приложения ложной крутки к их концам, находящимся на участке ВО. Причем, если длина данных волокон меньше, чем расстояние АВ, то создаются реальные условия для вы15 деления указанных волокон в угары, а значит, и нарушения процесса формирования качественной пряжи. Для предотвращения этого явления необходимо, чтобы расстояние от точки сообщения
20 волокнистому материалу ложной крутки до начала операции его пневмоперепутывания было не более средней конечной длины перерабатываемых волокон. Одним из важнейших условий процес25 са формирования пряжи сжатым воздухом является отсутствие принудительного натяжения волокнистого материала в рбрабатывающих устройствах для получения пряжи. В случае появления тахимических нитей. Полученная пряжа 8 30 кого натяжения процесс формирования оттягивающей парой 9 подается к орга- нарушается. Поэтому скорость подачи
волокнистого материала должна,быть больше либо равна скорости его оттягивания из устройства.
Экспериментальное исследование процесса формирования пряжи с помощью сжатого воздуха показало, что на каподается к органу 10 наматьшания на паковку 11.
Процесс формирования пряжи происходит следующим образом.
После выхода из питающей пары 2 волокнистый материал получает крутку
35
в одном направлении, а, пройдя некоторую точку А, расположенную между устройствами 6 ложной.крутки и 7
честно пряжи влияют также величина ложной крутки и ее линейная плотпневмоперепутывания, начинает раскру- 40 , т.е. для каждой линейной плот- чиваться в обратном направлении. Пе- ности пряжи Т существует такая ложная крутка К, при которой качество пряжи наилучшее.
редние концы волокон, получивших раскрутку, перепутываются турбулентными потоками газообразного агента, поступающего в устройство 7, а их задние концы находятся в зоне ложной крутки.
Процесс формирования пряжи газообразным агентом происходит одновременно на двух последовательно расположенных по длине пряжи участках. На первом участке, от питающей пары 2 до точки А, происходит своеобразное защемление волокнистого материала с помощью ложной крутки. На втором участке ВС происходит интенсивная обра- gg величины давления в обрабатывающей ботка волокон конечной длины пульси- камере, производящей пневмоперепуты- рующими газообразными турбулентными потоками. Вследствие того, что задние
вание. Пульсация давления газоо браз- ного агента приводит к тому, что структура получаемой пряжи 8 имеет
концы данных волокон находятся в зажатом состоянии (скручены ложной 1круткой), их передние концы, совершая колебательные движения, спутываются с соседними волокнами.
Таким образом, на участке АВ волокна конечной длины периодически оказываются в свободном состоянии, когда связи между ними осуществляются только за счет приложения ложной крутки к их концам, находящимся на участке ВО. Причем, если длина данных волокон меньше, чем расстояние АВ, то создаются реальные условия для выделения указанных волокон в угары, а значит, и нарушения процесса формирования качественной пряжи. Для предотвращения этого явления необходимо, чтобы расстояние от точки сообщения
волокнистому материалу ложной крутки до начала операции его пневмоперепутывания было не более средней конечной длины перерабатываемых волокон. Одним из важнейших условий процесса формирования пряжи сжатым воздухом является отсутствие принудительного натяжения волокнистого материала в рбрабатывающих устройствах для получения пряжи. В случае появления тачестно пряжи влияют также величина ложной крутки и ее линейная плот40 , т.е. для каждой линейной плот- ности пряжи Т существует такая лож45
50
ная крутка К, при которой качество пряжи наилучшее.
Установлено, что для камвольной шерстяной пряжи линейной плотностью от 20 до 80 текс данная зависимость имеет вид
.,- 7617Т- 118,51 + О.ВЗТ , К 469----QO крМ
Процесс перепутывания волокон конечной длины друг с другом или с элементами комплексных химических нитей носит чисто пульсационный характер, который обусловлен наличием пульсации
величины давления в обрабатывающей камере, производящей пневмоперепуты-
вание. Пульсация давления газоо браз- ного агента приводит к тому, что структура получаемой пряжи 8 имеет
ярко выраженные участки уплотнений волокнистого материала, которые чередуются с местами разрежений (фиг.2).
Уплотнения волокнистого материала образуются при повьшении давления газообразного агента в камере 7 пневмо- перепутывания, а разрежения - при понижении.
При увеличении длины камеры 7 . пневмоперепутывания количество мест, в которых наблюдается пульсация турбулентных потоков газообразного- агента, увеличивается. Следовательно, волокна с различной конечной гдлиной имеют неодинаковую степень сцепления друг с другом в зависимости от длительности операции пневмоперепутывания. В частности, отдельные волокна с малой конечной длиной при уменьше- НИИ длины камеры 7 пневмоперепутывания, попадая в зону пониженного давления, выпускаются незшлотненными, без связи с другими волокнами, что приводит к их вьщелению в угары.
Следовательно, для устранения этого недостатка необходимо, чтобы минимальная длина участка пневмоперепутывания была сравнима с минимальной конечной длиной волокон, з частвующих в процессе пневмоперепутывания. При уменьшении минимальной .конечной длины волокон длина .-данного участка должна возрастать.
Скорость движения волокнистого ма-
-т
териала в камере 7 пневмоперепутывания также влияет на степень сцепления волокон друг с другом, которая зависит от длительности пребьшания волокон в данной камере, т.е. при увели- чении скорости прохождения волокнистого материала время его обработки турбулентными потоками должно увеличиваться.. .Таким образом, длительность процесса пневмоперепутывания прямо пропорциональна длине участка пневмоперепутывания элементов пряжи и скорости их прохождения, а длина участка
пневмоперепутывания, в свою очередь, обратно пропорциональна минимальной конечной длине волокнистого материала.
Пример. Формирование полушерстяной камвольной пряжи, состоящей из 50% шерсти и 50% лавсана, средней штапельной длины 81 мм, минимальной штапельной длины 17 мм, линейной плотности 62 текс. Скорость выпуска пряжи 0,5 м/с.
По формуле (1) находят, что для нормального процесса формирования пряжи указанной лршейной плотности необходимо сообщить волокнистому материалу ложную крутку, равную 254 кр /м. Так как средняя штапельная длина участвующих в процессе формирования пряжи волокон равна 81 мм, то расстояние от точки перехода ложной крутки до участка пневмоперепутывания должн быть не более 81 мм. Устанавливают его равным 40 мм, что одновременно обеспечивает возможность применения любых волокон, перерабатываемых по камвольной системе прядения шерсти. Длительность операции пневмоперепутывания устанавливают из известного соотношения
L 1шт. жим 0,017 f „„. t - .0,034 с
где L - длина участка пневмоперепу- I:тывания
шт iUiUH минимальная длина волокон
конечной длины; V - скорость выпуска пряжи.
Определив необходимые параметры процесса формирования пряжи, приступают к ее изготовлению. При этом ее качество характеризуется следугацими показателями: относительная разрывна нагрузка 14,35 гс/текс относительно разрывное удлинение 14%; коэффициенты вариации по разрывной нагрузке и линейной плотности соответственно 9,5 и 1,5%.
9и.-с.2
Редактор Л.Веселовская Заказ 4891/29
Техред М.Дидык
Ко Под
Тираж 413 БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,, Раушская наб., д,. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л.Патай Подписное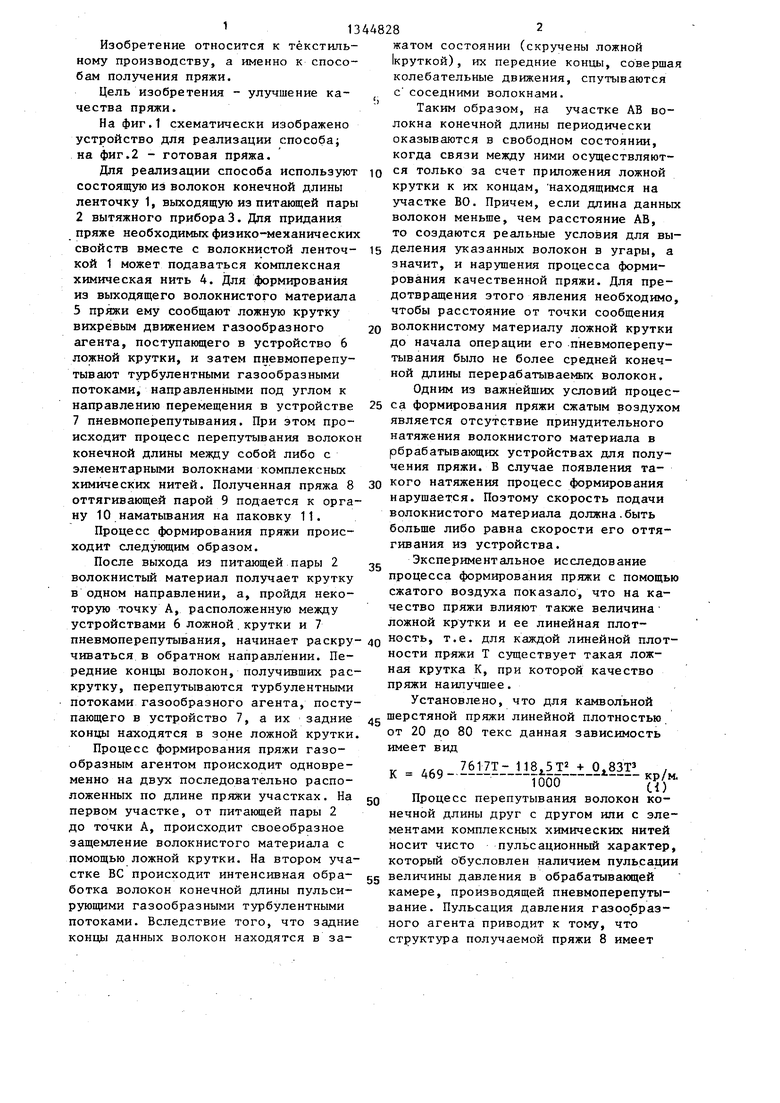
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЕРСТЬСОДЕРЖАЩАЯ ПРЯЖА (ВАРИАНТЫ) | 2001 |
|
RU2180024C1 |
| Способ получения пряжи из волокнистой ленты | 1989 |
|
SU1788103A1 |
| Фасонная узелковая пряжа и способ ее получения | 1982 |
|
SU1395703A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ | 2001 |
|
RU2180023C1 |
| СМЕШАННАЯ ПРЯЖА С ЭЛЕМЕНТАРНЫМИ НИТЯМИ С РАЗЛИЧНЫМИ СТЕПЕНЯМИ УСАДКИ ИЗ СЛОЖНЫХ ПОЛИЭФИРОВ | 2003 |
|
RU2303091C2 |
| УСТОЙЧИВЫЕ К РАЗРЕЗАНИЮ ПРЯЖА, МАТЕРИАЛ И ПРЕДМЕТ ОДЕЖДЫ | 1996 |
|
RU2178470C2 |
| ПРЯЖА ВЫСОКООБЪЕМНАЯ | 1997 |
|
RU2128739C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕСВЯЗНОГО КОМПОЗИЦИОННОГО ДВУХКОМПОНЕНТНОГО УТЕПЛИТЕЛЯ | 2020 |
|
RU2735772C1 |
| Способ получения фасонной пряжи | 1989 |
|
SU1708951A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОКОМПОНЕНТНОЙ ПРЯЖИ | 1997 |
|
RU2124081C1 |
| Устройство для получения высокообъемной пряжи | 1978 |
|
SU1070963A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
