В процессе шлифования наряду с затуплением зерен н нарушениел; профиля круга происходит и засаливание его поверхности шл)1фуемы : материалом. Известные методы оценки степени засаленности - визуальный микроскоиический и химический - не позволяют вести контроль в процессе шлифования, не обеспечивают достаточную степень точности .; не объективны.
Предложенный способ контроля не имеет указанных недостатков.
В основу этого способа положено изменение интенсивности радиоактивного излучения рабочей поверхности предварительно активированного абразивного круга при засаливании. Активирование абразивного круга может быть произведено путем обработки его растворами, соде жащими радиоактивный изотоп, или нутем введения радиоактивног изотопа в жидкую компоненту связки.
В процессе шлифования часть поверхности круга покрывается qacrziцами обрабатываемого материала, поглош,ающими некоторую долю из.лучения. Измеряя иитенсивность излучения круга в процессе обработк детали и зная начальную интенсивность, можно определить степень засаливания круга.
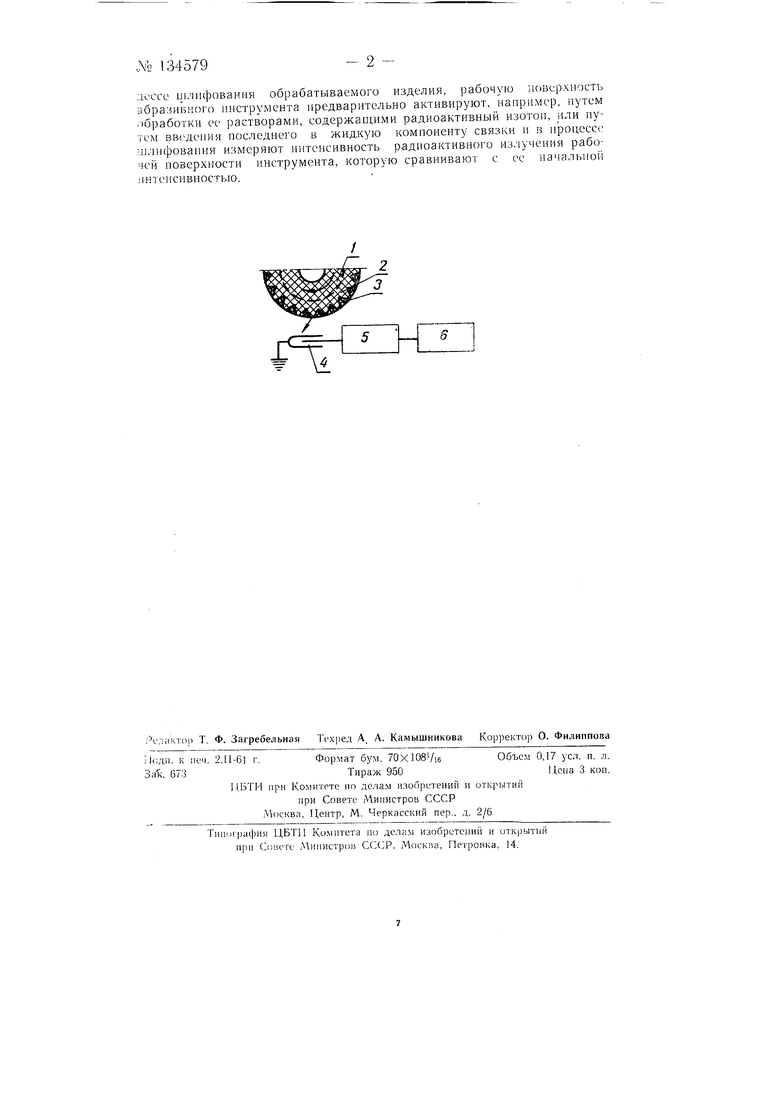
На чертеже изображена схема расположения приборов при ос ществлении предложенного способа, где: / - абразивный круг: 2 - радиоактивная зона круга; 3-вкрапления обрабатываемого металла: 4 - счетчик Гейгера; 5-пересчетное устройство; 6 - индикатор.
Предмет изобретения
Способ контроля степени засаливания абразивного инструмента, отличающийся тем, что, с целью осушествления контроля в прсiKCce иишфовання обрабатываемого изделия, рабочую поверхность абразивного инструмента нредварительно активируют, например, нутем обработки ее растворами, содержащими радиоактивный изотон, или нутем введения ноеледне -о в жидкую компоненту связки и в Hpouecct :11лнфова11ия измеряют интенеивность радиоактивного излучения рабочей поверхности инструмента, которую сравнивают е ее начальной интенсивностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления правкой абразивного инструмента | 1961 |
|
SU150766A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЖУЩЕЙ СПОСОБНОСТИ АБРАЗИВНОГО КРУГА | 1996 |
|
RU2116185C1 |
| Способ определения степени засаленности абразивных кругов и устройство для его осуществления | 1976 |
|
SU598746A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ ПРИ БЕСЦЕНТРОВОМ ВРЕЗНОМ ШЛИФОВАНИИ | 2001 |
|
RU2201328C2 |
| Способ контроля затупления шлифовальных кругов | 1974 |
|
SU526499A1 |
| Полимерная композиция для изготовления абразивного инструмента | 1980 |
|
SU958450A1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2004 |
|
RU2266189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ (ВАРИАНТЫ) | 1995 |
|
RU2084328C1 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ ПРИ ПЛОСКОМ МАЯТНИКОВОМ ШЛИФОВАНИИ | 2001 |
|
RU2201327C2 |