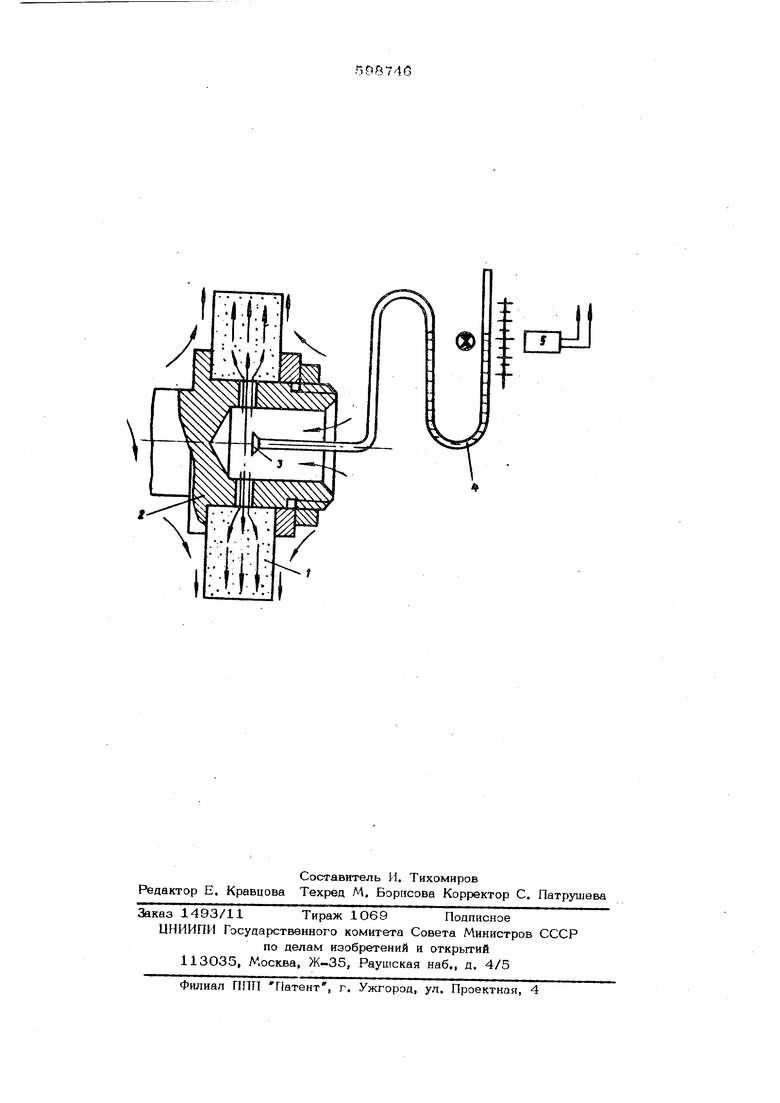
Изобретение относится к об.части машино строения, и касается холодной обработки м таллов резанием, оно может быть использовано на всех металлообрабатывающих предприятиях, применяющих обработку (круглое наружное и внутреннее щлифование, плоское щлифование периферией круга, фасонное шлифование и )др.) абразивными кругами, имеющими поры. Известен способ контроля степени засаливания абразивного инструмента по измене нию интенсивности радиоактивного излучения рабочей поверхности предварительно активированного абразивного круга при засаливании |1 J. Однако применение такого способа крайне ограничено повышенной опасности для обслуживающего персонала. Известен также способ определения степени засаленности шлифовального круга с использованием бесконтактных датчиков, чувствительные элементы которых располагают с зазором со стороны торцов круга 2. Недостатками этого способа являются, во-первых, необходимость частой поднастрсйки датчикл для поддержания определенного зазора между торцами круга и датчиками, что влияет на их рабочие параметры в процессе работы по мере износа и правки круга, во-вторых, - невозможность определения степени засаленности абразивного круга при шлифовании неметаплических материалов. Целью изобретения является обеспечение устранения подналадок датчика по мере износа и правки круга и расширение области применения способа. Это достигается тем, что измеряют величину статического давления воздуха, создаваемого при вращении абразивного круга в его Осевой полости. В предложеннОк устройстве .для осуществления способа чувствительный элемент датчика давления помещают в осевую открытую полость, выполненную в шпинделе, которая имеет радиальные отверстия, выходяшчв на центрирующую круг поверхность. На чертеже схематически изображено иредложенное усгройсгво для сжушесгвления спех: обе. Вращающийся riOf)Hcruft абразивный круг 1, закрепленный жестко на шпинделе 2, имеющем осевую псхпсжть и несколько радиальных отверстий, подсасывает в осевом направлении воздух из сжружающей среды, который центробежными силами отбрасы веется на периферию круга. Вследствие наличия Б шпинделе осевой полости и ра диальных отверстий при вращении абразивного круга гам создается зона пониженного статического давления воздуха. Незасаленный круг, имеющий чистую рабочую поверхность, создает в осев эй полости шпинделя пониженное статическэе давление возду ха. Течение воздуха через поры шлифоваль ного круга непрерывное, ycraHOBHBlueecH. В процессе шлифования частицы шли фуемого материала и отходы шлифования налипают и внедряются в рабочую повер ность абразивного круга, забивая его поры, прилегающие к периферии, создают местнью сопротивления, препятствующие прохожде. нию воздуха через поры вращающегося круга, что повышает статическое давление воздуха в осевой полости шпинделя. Изменение величины статического давления воздуха регистрируется с аомощью бесконтактного Датчика давления 3, чувствительный элемен которого, например трубка Пито, установлен в осевой полости шпинделя шлифовального круга, имеющем радиальные отверстия. При достижении критическ степени засаленности рабочей поверхности абразивного круга, соответствующей определенной величине статического давления воздуха на регистрирующем приборе 4, например микроманометре, цикл шлифования прекращается и осуществляется своевременная правка абра эивного круга, исключая тем самым появление. дефектов шлифования. Сигнал с региСтрирующего прибора -4 на прекращение цикла шлифования и автоматическую правку абразивного круга может быть подан,например, с помощью фотодатчика 5. Таким образом процесс шлифования автоматизирован. Возможность определения сгепени заса- леннсмгти абразивного круга в процессе работы, независимо от изменения его размерю по мере изнсюа и правки и определение сгепени засаленности пря шлифовании иеметал- лнческях материалов, позволяют создать адаптивную систему управления процессом шЛяф(жания. Формула р е т е в н я 1. Способ определения степени заселенности абразивного круга с помощью бесконтактного датчика, отличающийся тем, чго, с целью устранения подваладок датчика по Мере износа круга я расширения области применения, измеряют величину статического давления воздуха, создаваемого при вращении абразивного круга в его осевой полости. 2. Устройство для осутцествления способа по п. 1, содержащее вращающийся шпиндель для установки абразивного круга и бесконтактный датчик, от-личаюшееся тем, что в шпинделе выполнена осевая полость я радиальные отверстия, соединяющие полость с наружное поверхностью шпинделя, на которс усгановлеи шлифовальный круг. при этом в указанной полости расположен чувс втельныЙ элемент датчика, / Источники информации, принятые во внимание при .акспертнзе: 1, Авторское свидетельство СССР № 134579, кл. В 24 В 55/00, 1960, . 2. Патевт США № 3517460, кл, 51-5, 1070.