Изобретение относится к обувной промьшшенности, а именно к способам изготовления текстильной обуви, и может быть использовано для придания формоустойчивости верху обуви.
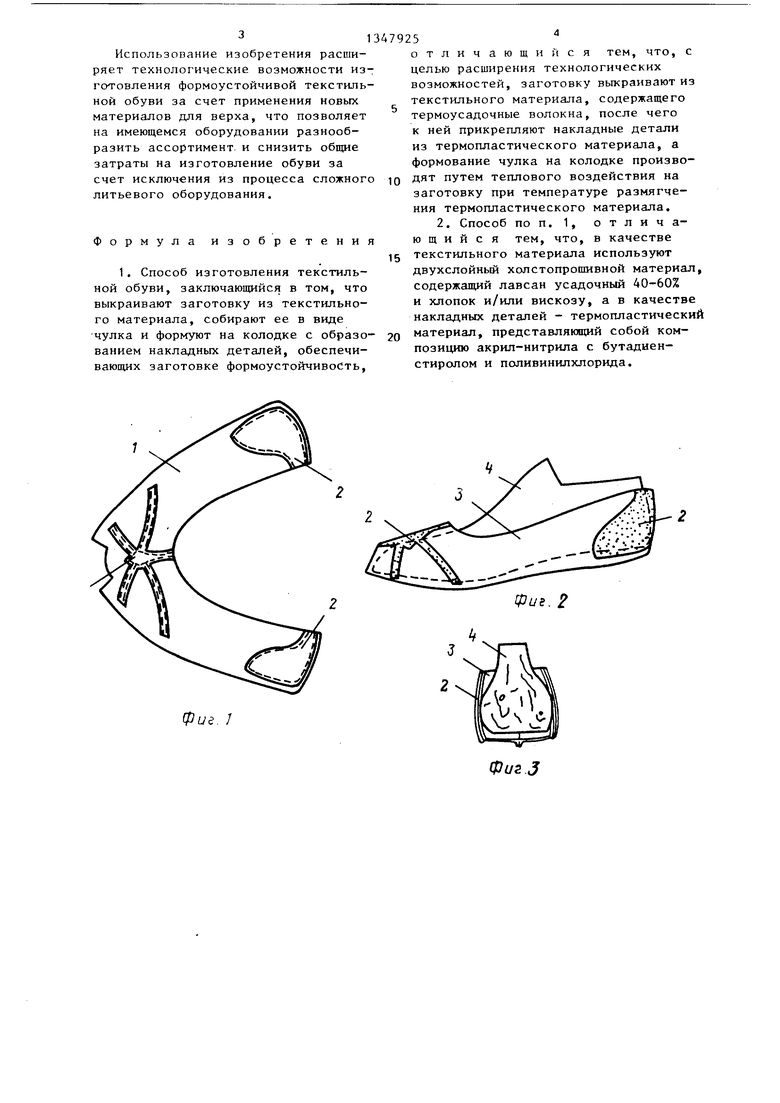
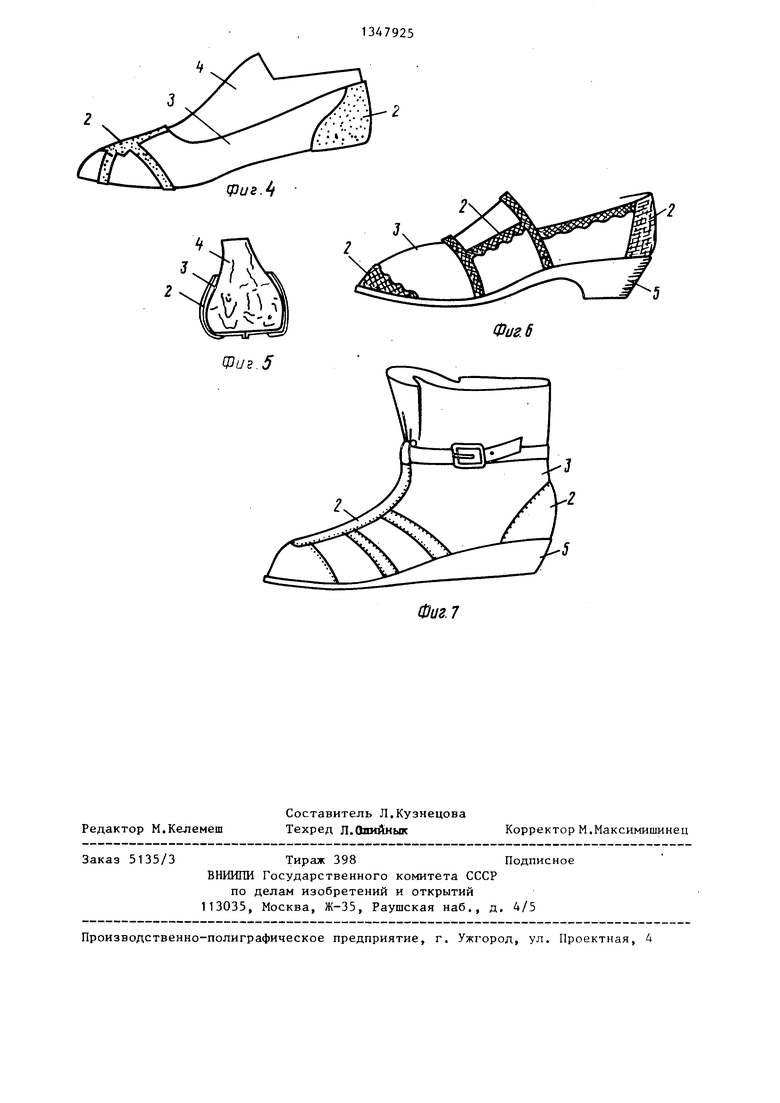
Целью изобретения является расширение технологических возможностей. На фиг. 1 показан крой загот овки с настроченными накладными деталями из термопластического материала) на фиг. 2 и 3 - заготовка, собранная в виде чулка, до термической обработки J на фиг. 4 и 5 - верх обуви на колодке после теплового воздействия на заготовкуJ на фиг. 6 и 7 - различные варианты конструкций накладных деталей по предлагаемому способу.
Из текстильного двухслойного холстопрошивного материала, включающего термоусадочные, например, лав- сановые волокна, выкраивают заготовку 1 верха с припуском на усадку 3-8%, к ней прикрепляют накладные детали 2 из термопластического материала, представляющего собой композицию сополимера акрил-нитрила с бутадиен-стиролом (АБС) и поливинил- хлорида (ПВХ), обрабатывают края заготовки, после чего собирают ее в виде чулка 3 и одевают на колодку 4. Затем проводят термообработку заготовки нагретым воздухом при 160- 200®С. Такая температура обеспечивает, с одной стороны, размягчение накладных деталей до высокоэластичного состояния и, с другой стороны, скручивание лавсанового волокна, вызывающего усадку текстильного материала. В результате зтого заготовка верха вместе с накладными деталями усаживается как единая система однородных материалов и плотно облегает колодку. Затем после остывания к отформованному верху обуви прикрепляют низ 5 и удаляют колодку 4.
Использование в способе двухслойного холстопрошивного материала обеспечивает конфортность обуви, так как внутренний слой выполнен из гидрофильных материалов (хлопка или вискозы) , а наружный слой за счет содержащихся в нем 40-60% лавсановых термоусадочных волокон наряду с термоусадкой обеспечивает верху высокие эксплуатационные свойства. Оптимальное содержание лавсановых волокон найдено экспериментально с учетом
применения в качестве накладных деталей листового материала из композиции АБС и ЦЕХ толщиной 0,5-1,0 мм и развеса материала 180-450 г/м. При содержании лавсановых волокон в материале менее 40% усилия сокращения материала при термоусадке недостаточно для формования накладных де- талей на колодке, а при содержании лавсановых волокон более 60% значительно снижаются гигиенические свойства обуви.
Пример 1. Изготавливали де- вичьи туфли лодочка. Из двухслойного холстопрошивного материала развесом 180 г/м, содержащим 40% термоусадочных лавсановых волокон и 60% вискозных, выкраивали заготовку вер- ха с припуском на усадку 5-8%. С на- ружной стороны в носочно-пучковом и пяточном участках заготовки настрачивали накладные детали (фиг. 1), вырубленные из листового термоплас- тического материала АБС и ПВХ толщиной 0,6 мм. Затем собирали заготовку в виде чулка (фиг. 2, 3), обрабатывали ее края по линии верхнего канта и надевали заготовку на колодку. После этого проводили термообработку заготовки в сушильном шкафу при 180°С в течение 30 с, а после горячего формования следа приклеивали формованную поливиннлхлоридную подошву и снимали готовую обувь с колодки.
Пример 2. Изготавливали спортивную кроссовую обувь. Из двух двухслойного холстопрошивного материала развесом 320 г/м с содержанием 50% лавсановых термоусадочных волокон, 30% вискозных и 20% хлопковых выкраивали переднюю и задние части заготовки верха с припуском на усадку в носочной части 5%. Из термопластического листового материала, представляющего собой композицию АБС и ПВХ толщиной 0,8 мм, вырубали накладные детали, отрезной носок и подблочник с усилителями в виде ремешков. Эти детали настрачивали на переднюю часть заготовки. Заготовку собирали в виде чулка с втачной стелькой и одевали на колодку литьевой машины. Непосредственно перед приливанием поливинилхлоридной подошвы проводили термообработку заготовки инфракрасным облучением в течение 15 с.
Использование изобретения расширяет технологические возможности изготовления формоустойчивой текстильной обуви за счет применения новых материалов для верха, что позволяет на имеющемся оборудовании разнообразить ассортимент и снизить общие затраты на изготовление обуви за счет исключения из процесса сложного литьевого оборудования.
Формула изобретения
1. Способ изготовления текстильной обуви, заключающийся в том, что выкраивают заготовку из текстильного материала, собирают ее в виде чулка и формуют на колодке с образо- ванием накладных деталей, обеспечивающих заготовке формоустойчивоСть,
отличающийся тем, что, с целью расширения технологических возможностей, заготовку выкраивают из текстильного материала, содержащего термоусадочные волокна, после чего к ней прикрепляют накладные детали из термопластического материала, а формование чулка на колодке производят путем теплового воздействия на заготовку при температуре размягчения термопластического материала.
2. Способ по п. 1, отличающийся тем, что, в качестве текстильного материала используют двухслойный холстопрошивной материал, содержащий лавсан усадочный 40-60% и хлопок и/или вискозу, а в качестве накладных деталей - термопластический материал, представляющий собой композицию акрил-нитрила с бутадиен- стиролом и поливинилхлорида,
Фи$. 1
Фиг 3
(J3us.
Фиг. 6
Фиг.5
Редактор М.Келемеш
Составитель Л.Кузнецова Техред Л.Олийнык
Заказ 5135/3
Тираж 398Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 7
Корректор М.Максимишинец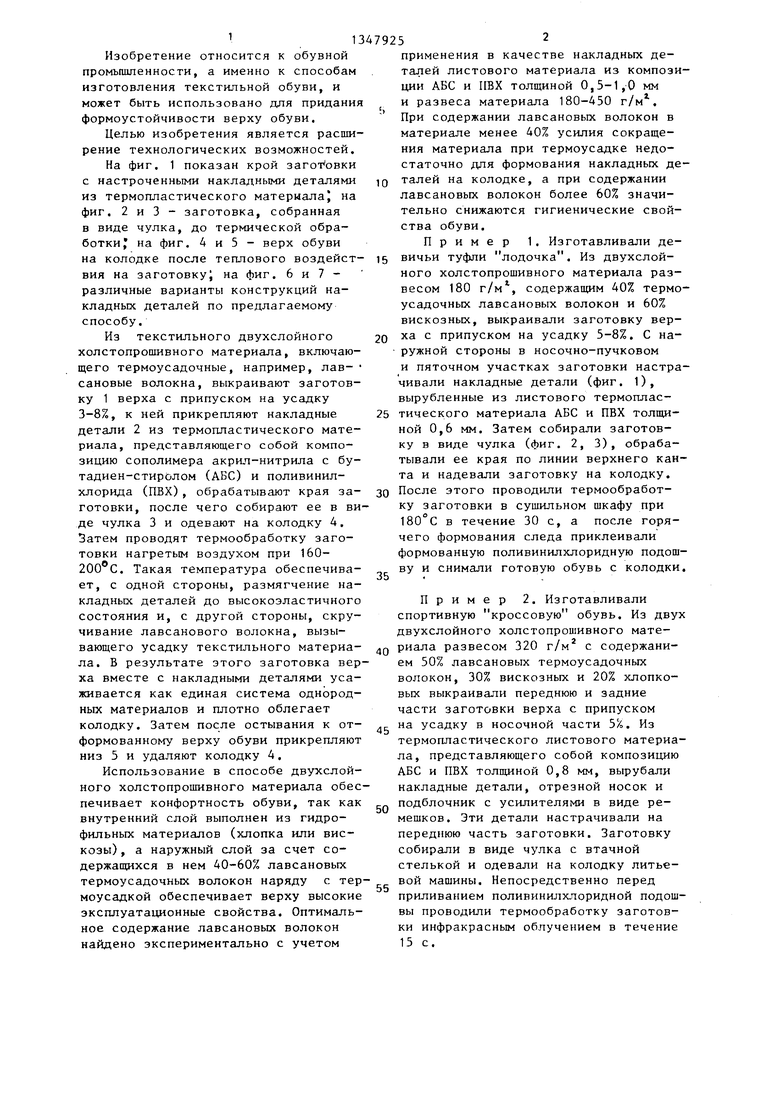
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обуви литьевого метода крепления | 1989 |
|
SU1662483A1 |
| Способ изготовления утепленных сапог с верхом из войлока | 1987 |
|
SU1583074A1 |
| Способ изготовления бесподкладочной обуви | 1987 |
|
SU1531970A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОБУВИ | 2000 |
|
RU2205578C2 |
| Способ изготовления утепленной обуви из войлока | 2017 |
|
RU2664236C1 |
| Способ изготовления обуви литьевого метода крепления с профилированным следом, соответствующим анатомическому строению стопы | 1987 |
|
SU1574199A1 |
| ОБУВНАЯ ТКАНЬ | 1999 |
|
RU2153542C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| Детские сапоги | 1990 |
|
SU1814861A1 |
| Заготовка обуви | 1989 |
|
SU1729425A1 |
Изобретение обеспечивает расши- рение технологических возможностей и предназначено для придания формо- устойчивости верху обуви. Заготовку из текстильного материала собирают в виде чулка с накладными деталями. Текстильный материал содержит термоусадочные волокна. Накладные детали выполнены из термопластического материала. Формование заготовки на колодке производят путем теплового воздействия на заготовку при температуре размягчения термопластического материала. В качестве текстильного материала может быть использован двухслойный холстопрошивной материал: хлопок и/или вискоза и лавсан усадочный 40-60%. Для накладных деталей может быть использована композиция акрил-нитрила с бутадиен-стиролом и поливинилхлорида. 1 з.п. ф-лы, 7 ил. (Л ;о ю ел
| Проспект фирмы Ново-Зарине | |||
| Италия, 1985. |
