1
Изобретение относится к области производства электросварны.х труб и может быть использовано для срезания внутрениего продольного грата в электросварных трубах преимущественно малого диаметра.
Срезание внутреннего продольного грата представляет значительную трудность для электросварных труб всех размеров, а для труб малого диаметра разработанные технологические процессы не обеспечивают на/ц,ежного срезания грата.
Известен трубоэлектросварочиый стан, содержащий разматыватель, формовочное устройство, сварочную машину, калибровочное устройство, внутренний гратосниматель и отрезное устройство 1.
Основными недостатками этого стана являются низкая стойкость резцов гратоснимателя из-за непрерывного резания в зоне высоких температур грата, невозможность удаления стружки из зоны резанпя, трудность замены изношенных или ноломанных резцов и большие отходы несваренной трубной заготовки.
Условия работы резца, постоянно находящегося в контакте со срезаемым горячим гратом и осуществляющего резание, не позволяет создать высокую стойкость режущего инструмента.
Удаление стружки в трубах малых диаметров при осуществлении срезания грата в линии стана непосредственно за зоной сварки практически невозможно, так как
грат, срезанный в виде ленты, при сходе с резца цепляется за него, илотно спрессовываясь в зоне резаиия в течение короткого промежутка времени, что нриводит к авариям - срывает гратосииматель, разрывает еще не остывшие швы трубы. Все это нриводит к вынужденным остановкам стана, а следовательно, к потери производительности.
Для замены резца стан останавливается, а в трубе либо вырезают окно, лпбо трубу разрывают полностью. Разрезанную трубу для продолжения сварки вручную вводят в калибровочные валки, которые расиоложены за зоной сварки и срезания грата. Эта операция весьма трудоемка и ее производят только во время остановки стана. Отрезанный конец трубы вводят, как правило, несколько минут, что снижает ироизводительность стана. Кроме того, при вводе трубы в калибровочные валки, которых несколько пар (от 3 до 6), сварку не производят на протяжении нескольких метров, ноэтому при каждой замене резца образуготся большие отходы иссвпремной трубной заготовки.
Целью изобретения язляетея повыи1енпе производительиоетп стана при мроизволстве труб малого диаметра.
Указанная цель доетигаетея тем, что в етане, содержащем разматыватель, формовочное устройство, сварочную машину, калибровочное устройство, внутренний гратосинматель и отрезиое устройство, виутреиНИИ гратосниматель установлен за отрезным устройством.
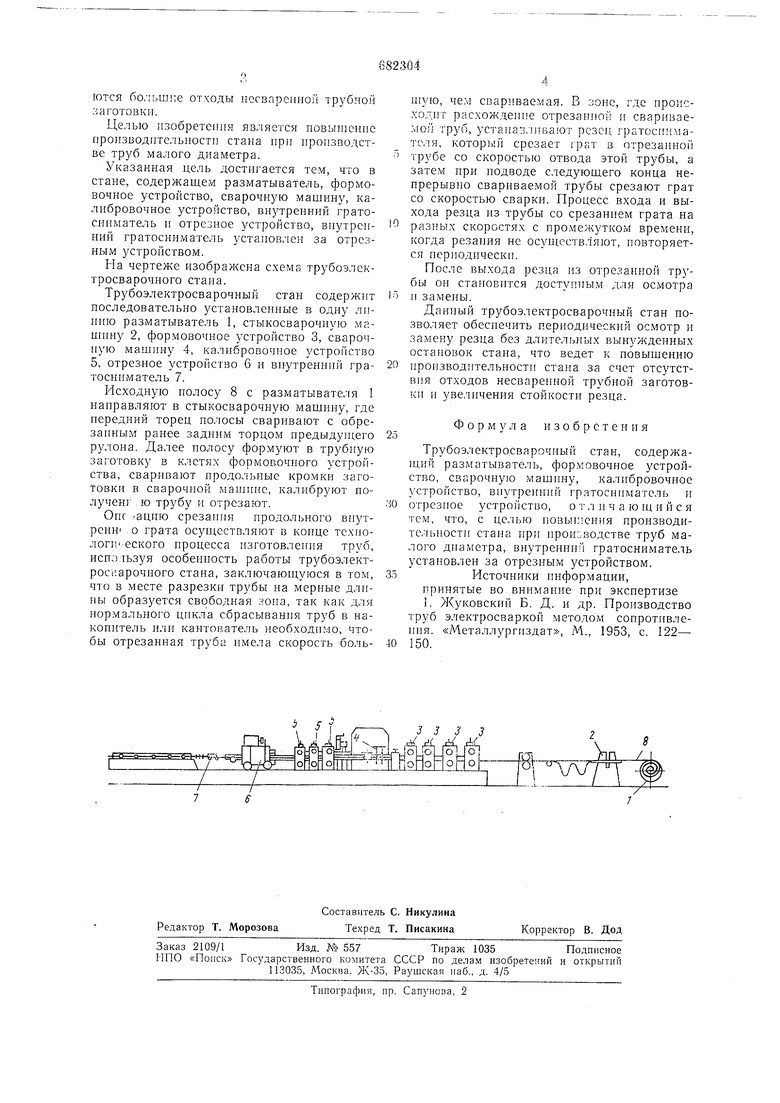
На чертеже изображена схема трубоэлектроеварочного стана.
Трубоэлектросварочный стан содержит последовательно установленные в одну линию разматыватель 1, стыкосварочную машину 2, формовочное устройство 3, сварочную машину 4, калибровочное устройство 5, отрезное устройство 6 н вп-утрениий тратосниматель 7.
Исходную нолосу 8 с разматывателя 1 паправляют в стыкосварочную машину, где передний торец полосы сваривают с обрезанным ранее задним торцом предыдуп1,его рулона. Далее полосу формуют в трубную заготовку в клетях формовочного устройства, сваривают продольные кромки заготовки в сварочной машине, калибруют получен) ю трубу и отрезают.
One .ацпю срезания иродольного внутренн о грата осуществляют в конце техпологи еекого процесса изготовлепия труб, используя особенность работы трубоэлектpoci;apo4Horo стана, заключающуюся в том, что в месте разрезки трубы на мерные длины образуется свободная зогга, так как для нормального цикла сбрасывания труб в накопитель или кантователь необходимо, чтобы отрезанная труба имела скорость больпгую, чем свариваемая. В зоне, где ироисходит расхождеиие отрезанной и свариваемой трЗб, устаиаз,1ивают резец г)атосинл1атоля, KOTOp)i;ii срезает г)ат в отрезанной трубе со скоростью отвода этой трубы, а затем при подводе следующего конца непрерывно свариваемой трубы срезают грат со скоростью сварки. Процесс входа н выхода резца из трубы со срезанием грата на разных скоростях с промел утком времени, когда резания не осун1,ествляют, повторяется периодически.
После выхода резца из отрезанной трубы ои стаиовится доступиы.м для осмотра н замены.
Данный трубоэлектроеварочный стан позволяет обеспечить периодический осмотр и замеиу резца без длительных вынужденных остановок стана, что ведет к повышению производительности стана за счет отсутствия отходов несваренной трубной заготовки и увеличения етойкостн резца.
Формула и 3 о б р е т е н н я
Трубоэлектросварочный етан, содержащий разматыватель, формовочное устройство, сварочную машнну, калибровочное устройство, внутренний гратосниматель и отрезное устройство, о т л и ч а ю щ н и с я тем, что, с целью иовьипения пронзводите.тьиости стаиа при ирои::водстве труб малого диаметра, внутренним гратосниматель установлен за отрезным устройством.
Источники ннформации, принятые во внимание при экспертизе 1. Жуковекий Б. Д. и др. Производство труб электросваркой методом сопротивлеиия. «Металлургнздат, М., 1953, с. 122- 150.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоэлектросварочный стан | 1989 |
|
SU1660783A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1977 |
|
SU764766A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138352C1 |
| Трубосварочный стан для производства труб в бухтах | 1979 |
|
SU990363A1 |
| Непрерывный трубосварочный стан | 1975 |
|
SU639626A1 |
