113
Изобретение относится к машиностроению, а именно к вспомогатель- оборудованию для сборочно-сва- рочных работ может быть использовано, например, для сборки под сварку балок коробчатого сечения, состоящих из стенки, двух боковин и эле- .ментов внутреннего насыщения, и яв- ляется усовершенствованием изобрете- кия по авт. св. № 1199554.
Целью изобретения является расширение технологических возможностей устройства путем обеспече1шя сварки балок с боковинами и элемента ми внутреннего насыщения, р сположен ными под различными углами относи- тельно друг друга.
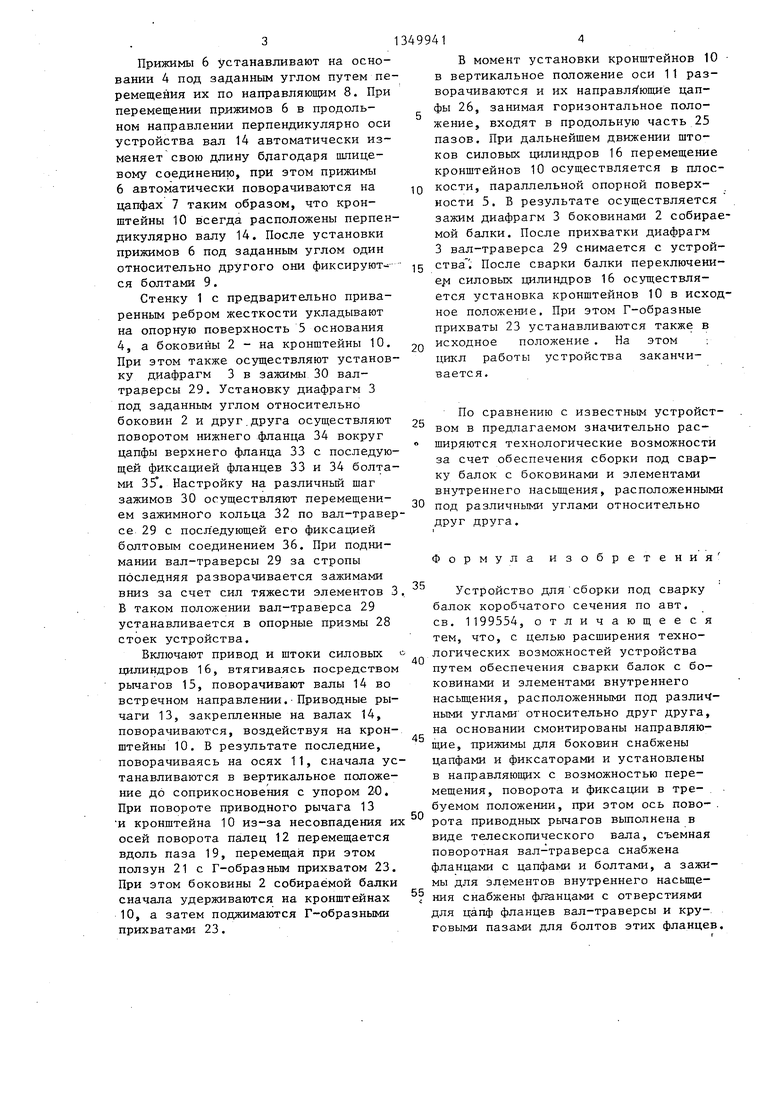
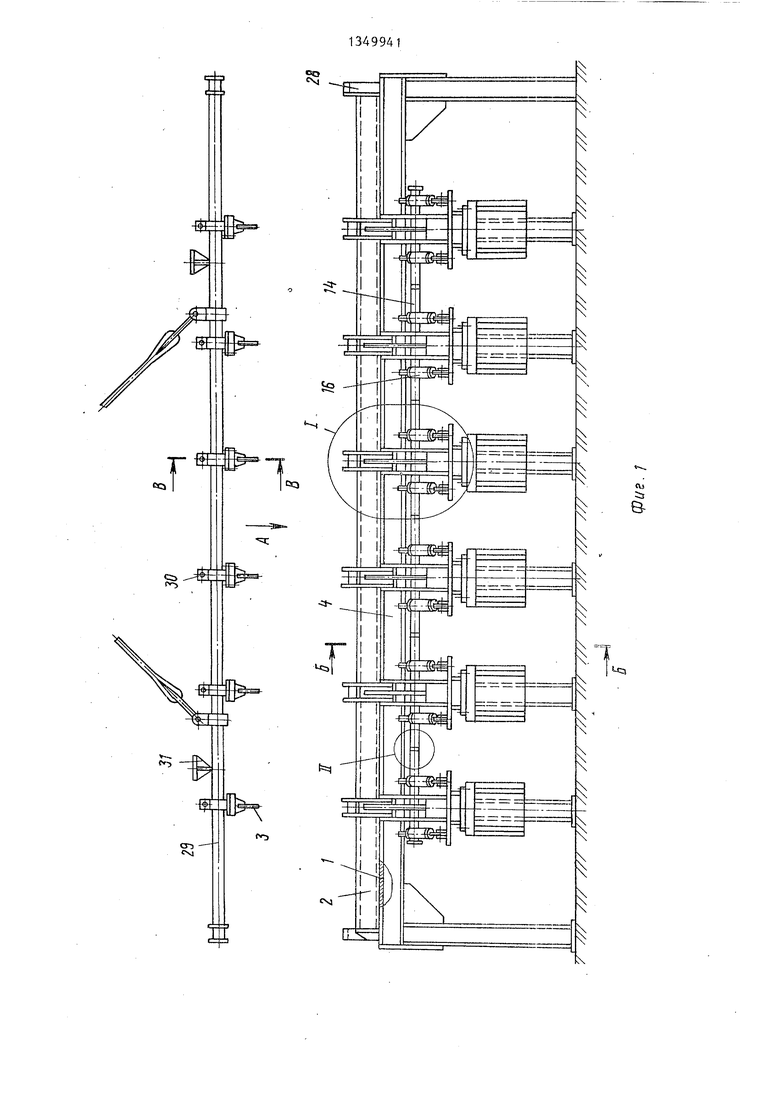
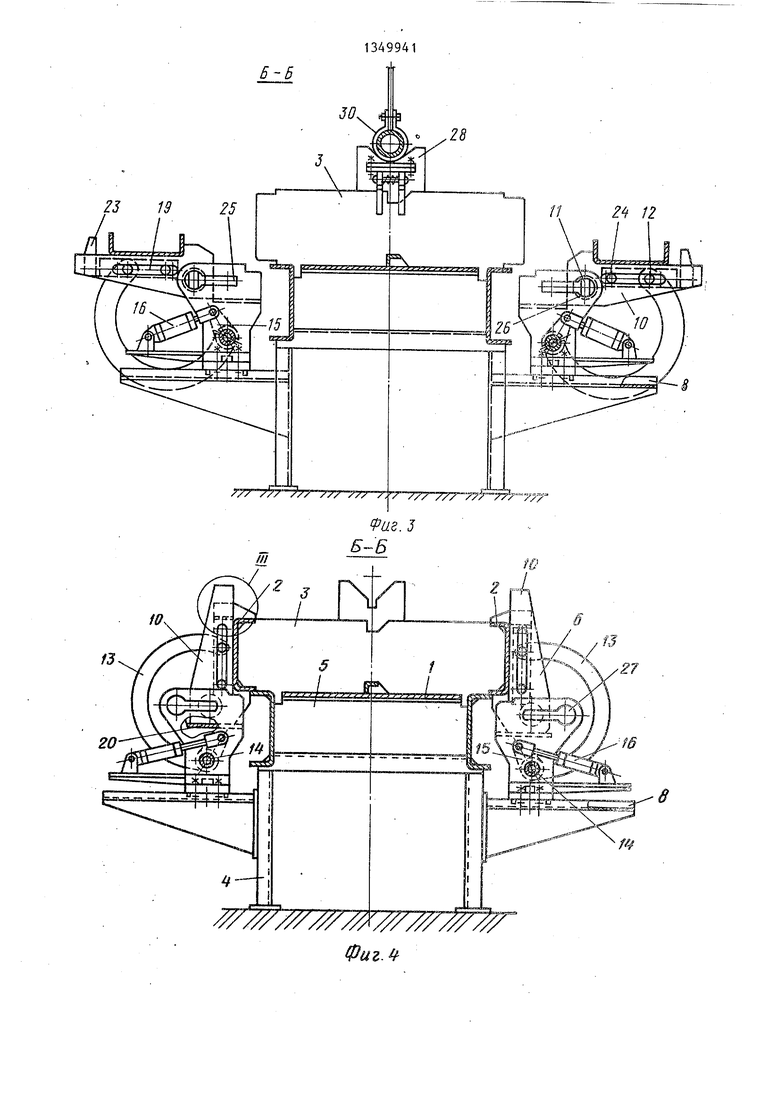
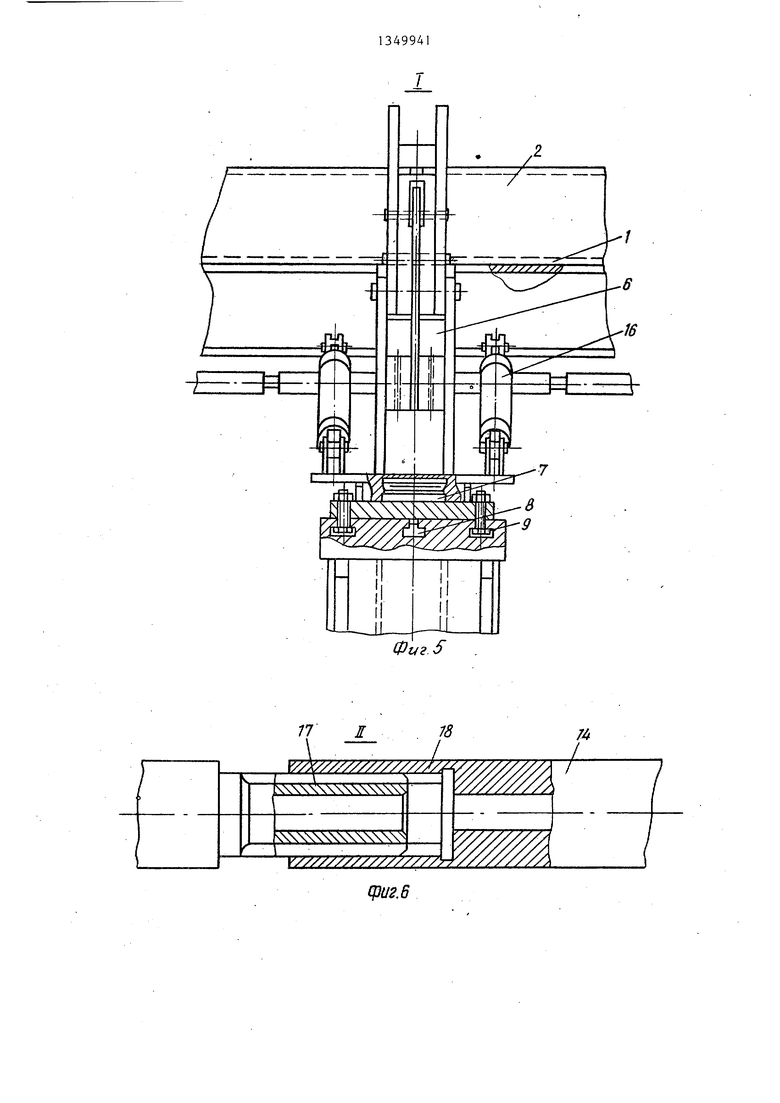
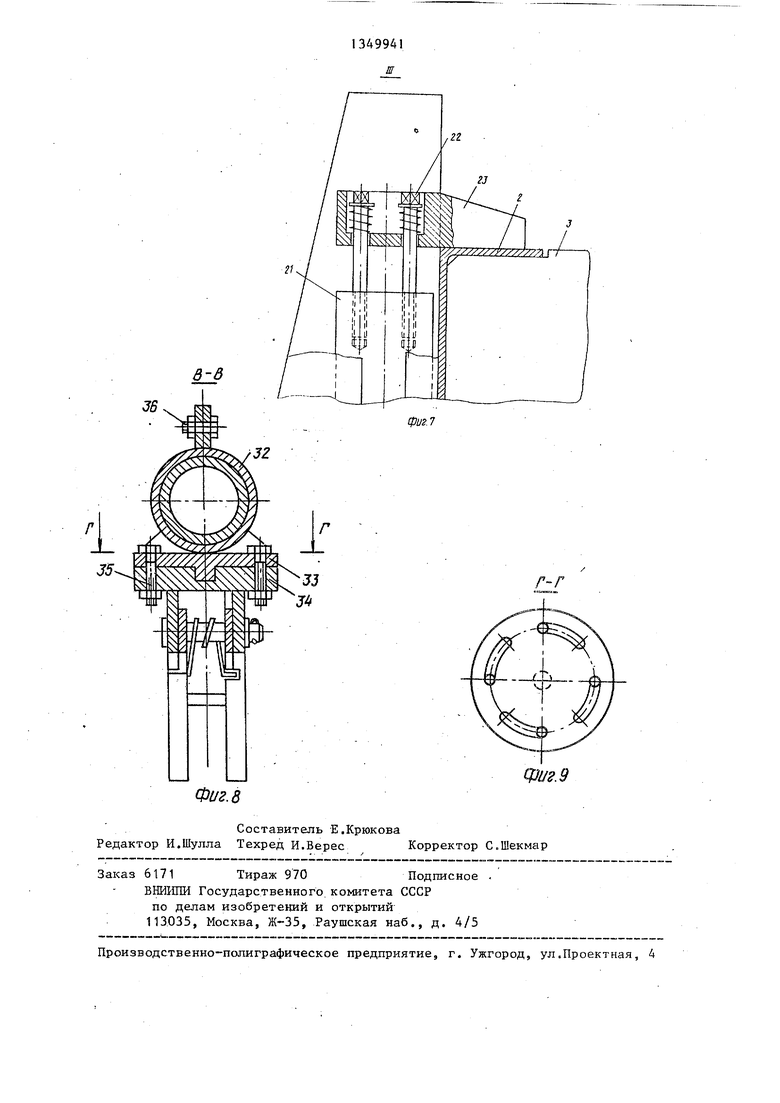
На фиг. 1 изображено предлагаемое устройство, вид; на фиг. 2 - вид А на фиг. 1 (балка с боковинами, распололсенными параллельно относительно друг друга, и элементами внутреннего насьщения, расположенными перпендикулярно боковинам); на фиг.З сечение Б-Б на фиг. 1 (прижимы в ис- ходном положении); на фиг. 4 - то же элементы собираемой балки зафиксированы; на фиг. 5 узел I на фиг. 1 , на фиг. 6 - узел II на фиг. Г, на фиг. 7 - узел III на фиг, 4 на фиг. 8 - разрез В-В на фиг. 1-, на фиг.9 - разрез Г-Г на фиг. 8; на фиг. 10 - схемы расположения прижимов при сборке балок с боковинами, расположенны- Nfti под различными углами относитель- но друг друга.
Элементами собираемой балки являются стенка 1 с предварительно при- варенным ребром жесткости, две боковины 2 и элементы внутреннего- насы- ш;ения - диафрагмы 3.
Устройство для сборки под сварку балок коробчатого сечения содержит основание 4 с опорной поверхностью 5 для стенки 1, прижимы 6 для боковин 2, установленные на основании 1 на дапфе 7 для обеспечения поворота вокруг своей оси и в направляющей 8 выполненной в основании 4 перпендикулярно продольной оси устройства. Прижимы б снабжены фиксаторами, выполненными в виде болтов 9 для фиксации прижимов 6 при продольном пере мещении по направляющей 8. На прижимах 6 установлены поворотные кронштейны 10, закрепленные на осях 11, подвижно смонтированных на прижимах
0
94
Q
g
с 35
40
45 gQ gg
30
1
Каждый кронштейн 10 посредством пальца 12 связан с приводным рычагом 13, жестко закрепленным на валу 14, приводимом в действие черезрьиаг 15 силовым цилиндром 16, Вал 14 выполнен телескопическим раздвижным из шлицевых валов 17 и шлицевых втулок
18,соединенных между собой. Для компенсации отклонения траектории рычага 13 в кронштейне 10 вьтолнен паз
19.Для ограничения поворота кронштейна 10 в прижиме 6 установлен упор 20. В кронштейне 10 смонтирован ползун 21, на котором винтами 22 закреплен Г-образный прихват 23, подпружиненный относительно ползуна 21. В ползуне 21 закреплены пальцы 12 и 24, размещенные в пазу 19 кронштейна 10.
Для перемещения кронштейнов 10 один навстречу другому выполнены пазы параллельно опорной поверхности 5 для стенки с продольной частью 25 для перемещения направляюшдх цапф 26 осей 11 и кольцевой частью 27 для поворота направляющих цапф 26. .
На основании 4 вдоль оси симметрии устройства смонтированы две стойки с опорными призмами 28 для установки в них вал-траверсы 29, С одной стороны последней закреплены пружинные ручные зажимь 30, ас друг0й опорные площадки 31. Зажимы 30 содержат зажимное кольцо 32, верхний 33 и нижний 34 фланцы. Верхний фланец 33 своей цапфой входит в отверстие нижнего фланца 34 для обеспечения поворота зажимов 30 вокруг своей оси. Верхний фланец 33 крепится к нижнему фланцу 34 посредством болтов 35, которые установлены в отверстиях верхнего фланца 33 и круговых, пазах нижнего фланца 34. Болты 35 служат одновременно и фиксаторами при установке зажимов 30 под различными углами .
Для обеспечения настройки на раз- личньй шаг зажимов 30 зажимное кольцо 32 вьшолненр разрезным в верхней части и снабжено фиксаторами в виде болтового соединения 36.
Устройство работает следующим образом.
Б исходном положении кронштейны 10 располагаются горизонтально, а вал-траверса 29 устанавливается на опорные площадки 31 в стороне от устройства.
3
Прижимы 6 устанавливают на основании 4 под заданным углом путем перемещения их по направляющим 8. При перемещении прижимов 6 в продольном направлении перпендикулярно оси устройства вал 14 автоматически изменяет свою длину благодаря шлице- вому соединению, при этом прижимы 6 автоматически поворачиваются на цапфах 7 таким образом, что кронштейны 10 всегда расположены перпендикулярно валу 14. После установки прижимов 6 под заданным углом один относительно другого они фиксируют- ся болтами 9.
Стенку 1 с предварительно приваренным ребром жесткости укладывают на опорную поверхность 5 основания 4, а боковины 2 - на кронштейны 10. При этом также осуществляют установку диафрагм 3 в зажимы 30 вал- траверсы 29. Установку диафрагм 3 под заданным углом относительно боковин 2 и друг.друга осуществляют поворотом нижнего фланца 34 вокруг цапфы верхнего фланца 33 с последующей фиксацией фланцев 33 и 34 болтами 35°. Настройку на различный шаг зажимов 30 осуществляют перемещением зажимного кольца 32 по вал-траверсе 29 с посл едующей его фиксацией болтовым соединением 36. При поднимании вал-траверсы 29 за стропы последняя разворачивается зажимами вниз за счет сил тяжести элементов 3 В таком положении вал-траверса 29 устанавливается в опорные призмы 28 стоек устройства.
Включают привод и штоки силовых цилиндров 16, втягиваясь посредством рычагов 15, поворачивают валы 14 во встречном направлеьши. Приводные рычаги 13, закрепленные на валах 14, поворачиваются, воздействуя на кронштейны 10. В результате последние, поворачиваясь на осях 11, сначала устанавливаются в вертикальное положение до соприкосновения с упором 2-0, При повороте приводного рычага 13 и кронштейна 10 из-за несовпадения и осей поворота палец 12 перемещается вдоль паза 19, перемещая при этом ползун 21 с Г-образным прихватом 23. При этом боковины 2 собираемой балки сначала удерживаются на кронштейнах 10, а затем поджимаются Г-образными прихватами 23.
499414
В момент установки кронштейнов 10 в вертикальное положение оси 11 разворачиваются и их направляющие цапфы 26, занимая горизонтальное положение, входят в продольную часть 25 пазов. При дальнейшем движении штоков силовых цилиндров 16 перемещение кронштейнов 10 осуществляется в плосIQ кости, параллельной опорной поверхности 5. В результате осуществляется зажим диафрагм 3 боковинами 2 собираемой балки. После прихватки диафрагм 3 вал-траверса 29 снимается с устрой15 ства . После сварки балки переключени- е}4 силовых цилиндров 16 осуществляется установка кронштейнов 10 в исходное положение. При этом Г-образные прихваты 23 устанавливаются также в
20
исходное положение . На этом цикл работы устройства заканчивается.
25
40
По сравнению с известным устройством в предлагаемом значительно ширяются технологические возможности за счет обеспечения сборки под сварку балок с боковинами и элементами внутреннего насьш1ения, расположенным
30 под различными углами относительно друг друга.
Формула изобретения
Ор-
Устройство для сборки под сварку балок коробчатого сечения по авт. св. 1199554, отличающееся тем, что, с целью расширения технологических возможностей устройства путем обеспечения сварки балок с боковинами и элементами внутреннего насьш5ения, расположенными под разли11- ныни углами относительно друг друга, на основании смонтированы направляющие, прижимы для боковин снабжены цапфами и фиксаторами и установлены в направляюш х с возможностью перемещения, поворота и фиксации в требуемом положении, при этом ось пово- рота приводных рычагов выполнена в виде телескопического вала, съемная поворотная вал-траверса снабжена фланцами с цапфами и болтами, а зажимы для элементов внутреннего насьш1е- f кия снабжены фланцами с отверстиями для цапф фланцев вал-траверсы и круговыми пазами для болтов этих фланцев
45
50
lo
В-5
2S 19 25
/ у//уугу У/х /
.2Ь
г п
1
7-777 777 77 7- 7 7
///
/J
. Фиг.
0
27
Г
J6
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку балок коробчатого сечения | 1984 |
|
SU1199554A1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1986 |
|
SU1391854A1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1989 |
|
SU1692798A1 |
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| ТРАНСПОРТНО-ПУСКОВОЙ КОНТЕЙНЕР ДЛЯ РАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166166C1 |
| Автоматизированная линия для сварки балок коробчатого сечения | 1988 |
|
SU1618559A1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| Устройство для правки кузовов | 1984 |
|
SU1209334A1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
Изобретение относится к вспомогательному оборудованию для сбороч- но-сварочных работj может быть использовано, в частности, для сборки под сварку балок коробчатого сечения, состоящих из стенки, двух боковин и элементов внутреннего насыщения. Целью изобретения является расширение технологических возможностей устройства. Прижимы 6 устанавливают на основании под заданным углом, при этом телескопический вал 14 автома- тически изменяет свою длину. Стенку 1 с предварительно приваренным ребром жесткости укладывают на опорную поверхность основания, а боковины 2 - на поворотные кронштейны прижимов 6. В зажимы вал-траверсы, установленной на опорных площадках в стороне от устройства, вставляют элементы 3 внутреннего насьш;ения, ориентируют и фиксируют их под требуемым углом относительно боковин 2 путем поворота фланцев вал-траверсы. Затем вал- траверсу устанавливают в опорные призмы стоек устройства, включают привод, валы 14 поворачиваются навстречу друг другу, кронштейны прижимов 6 также поворачиваются и перемещаются, осуществляя зажим элементов внутреннего нacьш eния с боковинами- собираемой балки. Благодаря тому, что прижимы основания и зажимы вал-траверсы смонтированы с возможностью поворота и фиксации под требуемым углом,, устройство обеспечивает сборку под сварку балок с элементами, расположенными под различными углами относительно друг дру га, что расширяет его технологические возможности. 10 ил. S (Л со 4 СО о Nj; rsj . фиг.Ю
П К78
- Y// ///////////// /.U/.
CPU2.6
ш
JS
.9
Фиг. 8
Составитель Е.Крюкова Редактор И.Шулла Техред И.Верес Корректор С.Шекмар
Заказ 6171 Тираж 970Подписное .
ВНИИЖ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул„Проектная, 4
| Устройство для сборки под сварку балок коробчатого сечения | 1984 |
|
SU1199554A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
