(54) УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ И НАРУЖНЫХ ШВОВ ОТВОДОВ ТРУБОПРОВОДОВ
1
Изобретение относится к оборудованию для изготовления элементов трубопроводов, преимущественно к устройствам для сварки штампосварных отводов трубопроводов из нержавеющей и углеродистой стали атомных электростанций.
Известна установка, содержащая вращатель, выполненный в виде секторной рамы с направляющими и перемещающейся по ним тележкой, и консольную щтангу со сварочной головкой на конце 1.
Указанная установка требует разных вращателей для сварки швов с выпуклой и вогнутой сторон отвода и соответственно перестановки отвода при сварке с одного вращателя на другой и последующего закрепления его, что увеличивает трудозатраты и продолжительность работ. Принятая схема крепления отбода затрудняет автоматизацию этой операции. Еще одним недостатком установки является необходимость в отдельных вращателях и соответственно сварочных установках для сварки отвода каждого диаметра и радиуса гиба. Такая специализация сварочных установок требует очень больщих производственных площадей, предназначенных для изготовления щтампосварных секторных отводов необходимого для атомных станций диапазона диаметров, при постоянном простое указанных установок.
Известна также установка, содержащая
роликовый вращатель для изделия и щтангу со сварочной головкой, установленную на колонне с возможностью поворота в двух взаимно перпендикулярных направлениях и подпружиненную относительно привода ее
10 наклона, смонтированного на основании 2.
Однако данная установка обеспечивает сварку лищь внутренних щвов цилиндрических изделий, а сварка наружных щвов производится на другой установке, кроме того, 15 вращатель не обеспечивает закрепления секционных отводов.
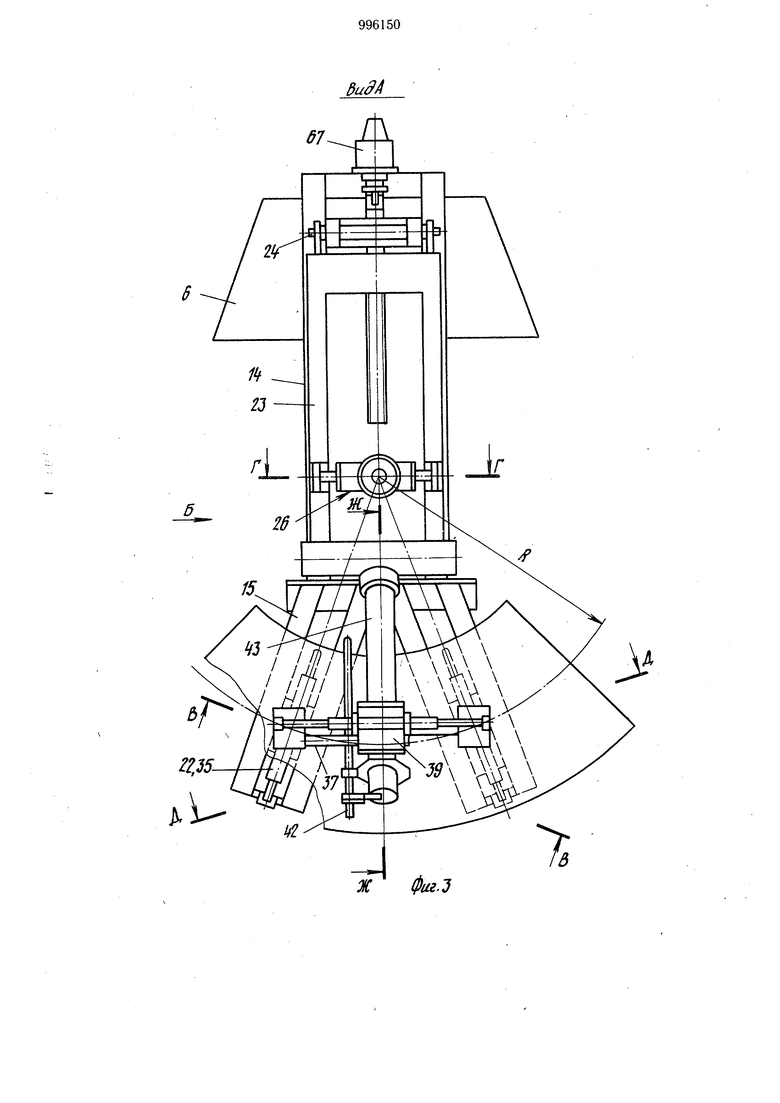
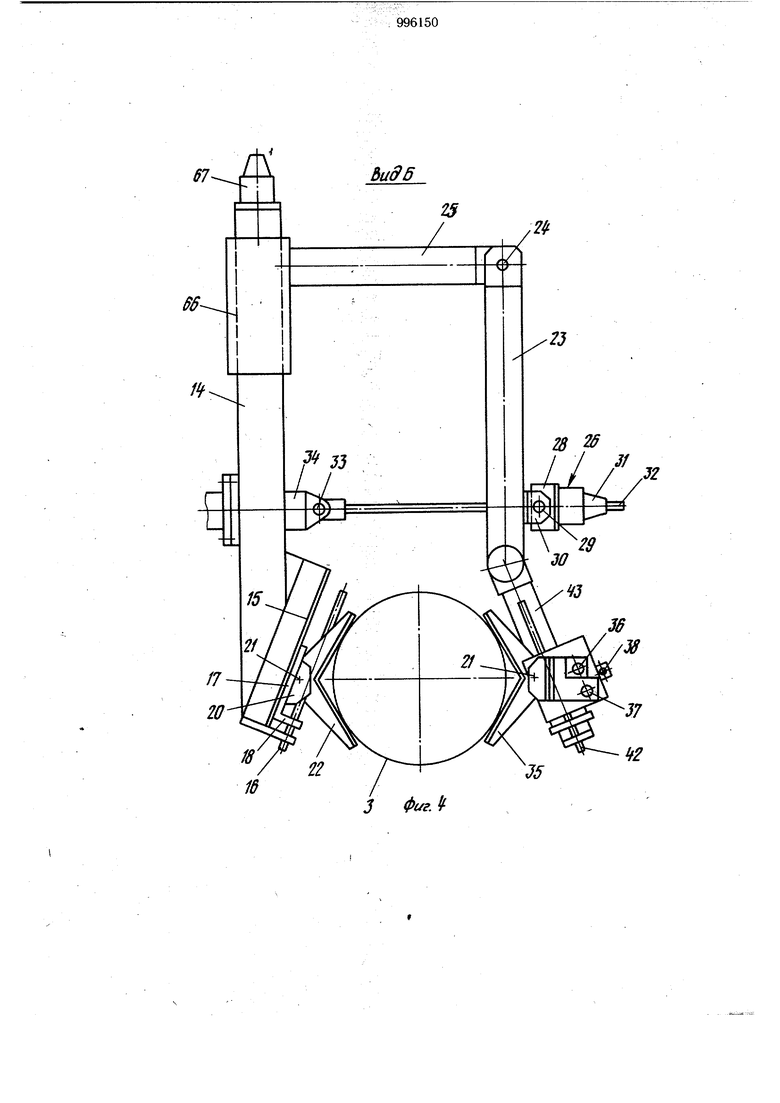
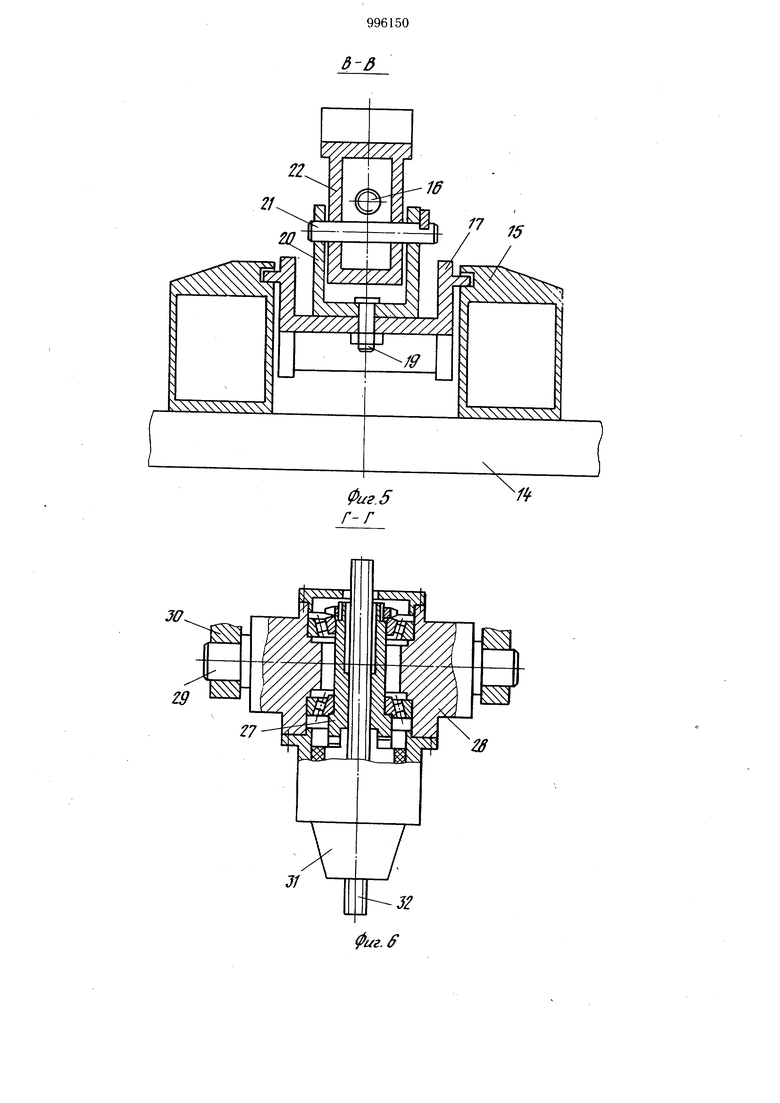
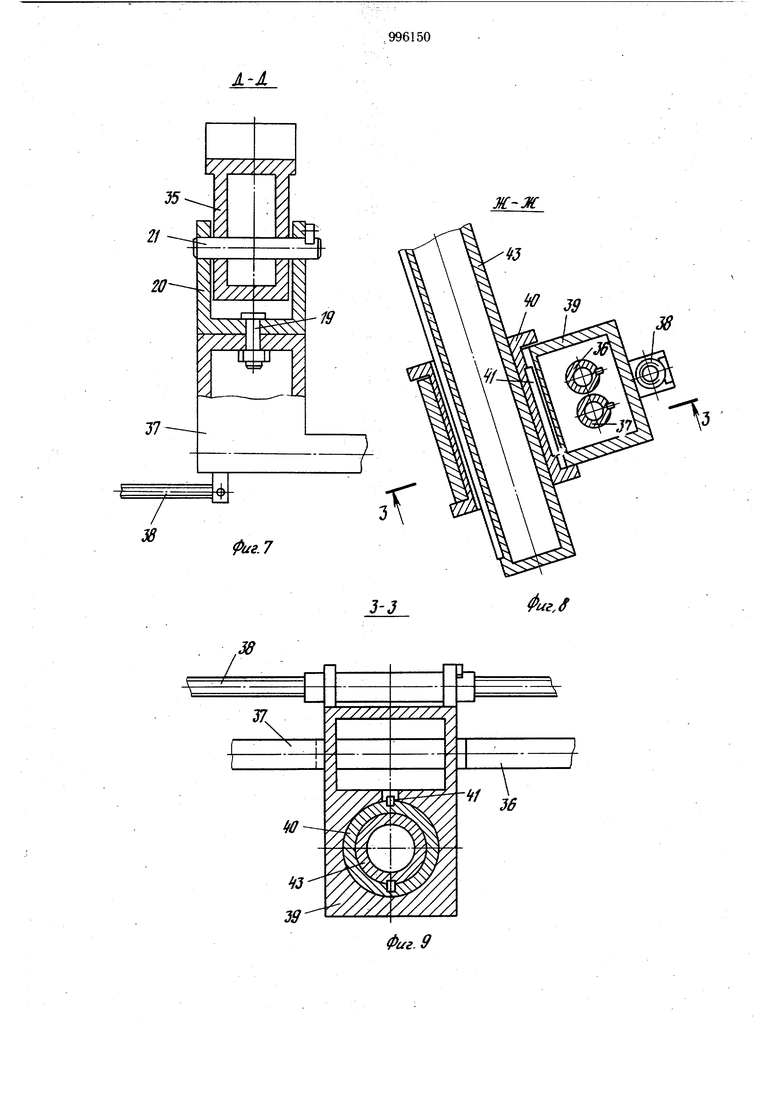
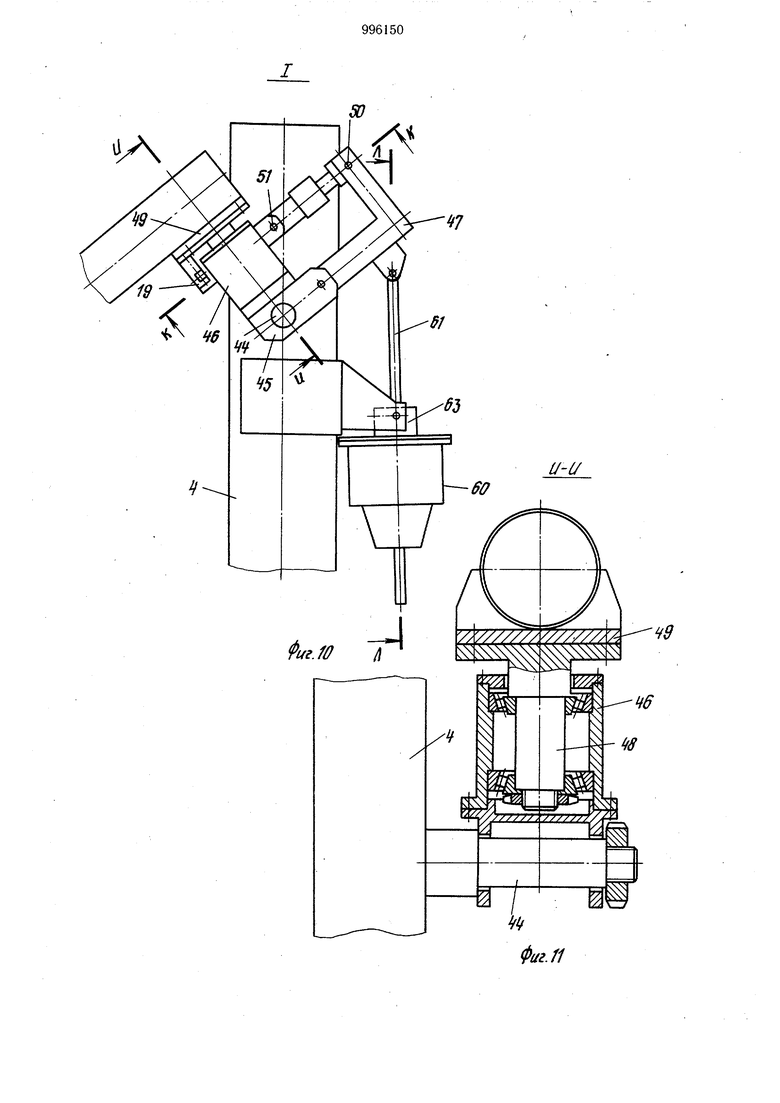
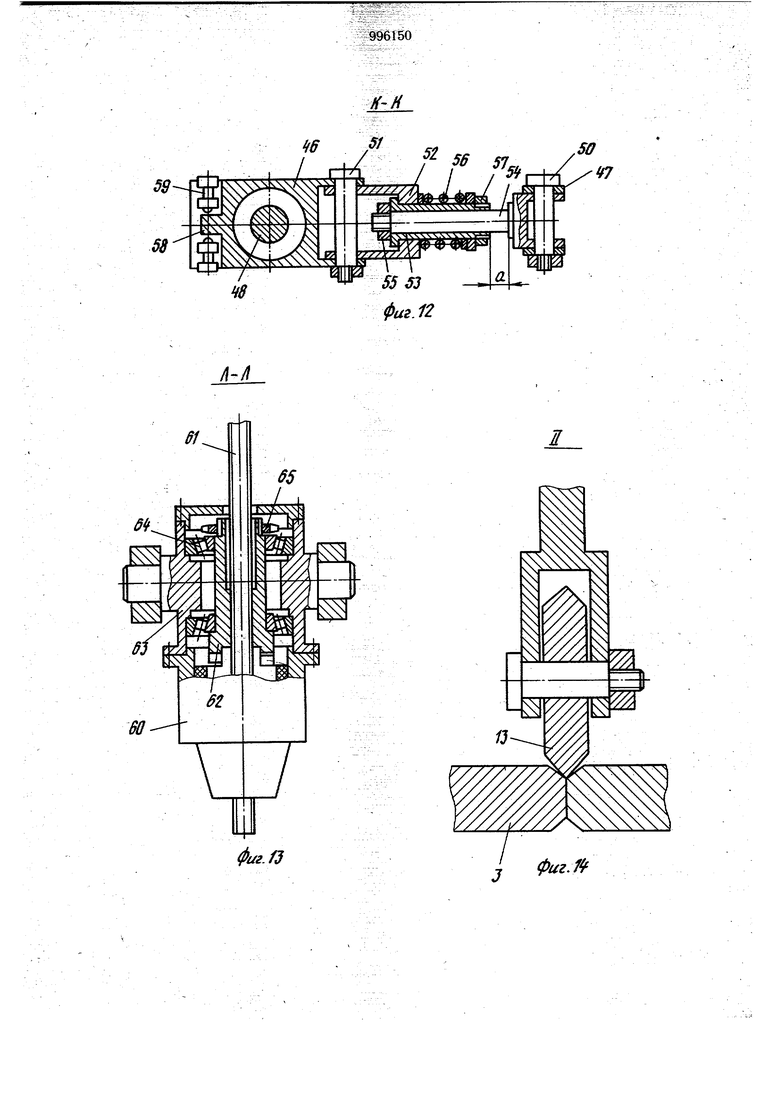
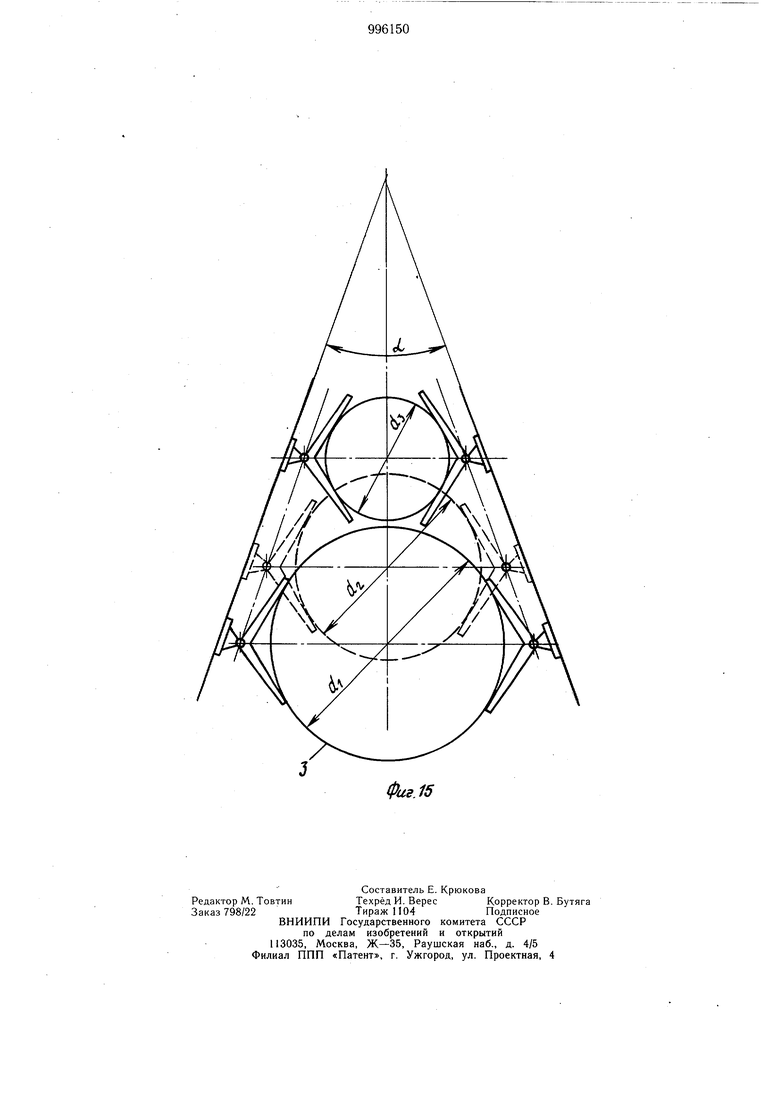
Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для сварки внутрен20них и наружных щвов секторных отводов трубопроводов, содержащая смонтированные на основании вращатель для отводов трубопроводов, колонну со сварочными головками для сварки внутренних щвов, а также колонну со сварочными головками для сварки наружных швов отводов 3. Указанная установка обеспечивает лишь сварку внутренних и наружных кольцевых швов отводов, но не обеспечивает сварки его продольных швов. Целью изобретения является расширение технологических возможностей путем обеспечения сварки внутренних и наружных продольных швов отводов. Цель достигается тем, что в установке для сварки внутренних и наружных отводов трубопроводов, содержашей смонтированные на основании враш,атель для отводов трубопроводов, колонну со сварочными головками для сварки внутренних швов и колонну со сварочными головками для сварки наружных швов, колонны установлены симметрично относительно продольной оси шпинделя, каждая колонна снабжена двумя корпусами, установленными с возможностью поворота в двух взаимноперпендикулярных направлениях и оснаш,енными штангами, а сварочные головки смонтированы на указанных штангах, при этом враш,атель выполнен в виде стойки с приводным шпинделем и зажимным устройством; зажимное устройство выполнено в виде смонтированной на шпинделе перпендикулярно его оси опорной балки с перемешаемым вдоль нее противовесом, зажимной балки, шарнирно закрепленной на опорной балке с возможностью поворота в плоскости расположения оси шпинделя и продольной оси опорной балки, двух направляющих, смонтированных на опорной балке симметрично относительно ее продольной оси и радиально и наклонно относительно оси шпинделя и смонтированных в указанных направляющих обеих балок кареток с зажимными призмами для отводов, установленными с возможностью поворота в двух взаимно перпендикулярных направлениях, причем вершины углов наклона направляющих опорной и зажимной балок к оси шпинделя направлены друг к другу. Каждый корпус выполнен в виде закрепленной на колонне перпендикулярно ее оси и параллельно оси шпинделя цапфы, установленной на цапфе с возможностью поворота планки с закрепленной на ней перпендикулярно оси цапфы втулкой, шарНирно установленного на планке кронштейна, подпружиненного относительно втулки, установленной внутри втулки оси с фланцем и винтового привода, закрепленного на соответствующей колонне и соединенного с кроштейном, при этом штанга закреплена на фланце оси корпуса. На фиг. 1 изображена установка, общий вид; на фиг. 2 - то же, вид сбоку, на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 3; на фиг. 6 - сечение Г-Г на фиг. 3; на фиг. 7 - сечение Д-Д на фиг. 3; на фиг. 8 - сечение Ж-Ж на фиг. 3; на фиг. 9 - сечение 3-3 на фиг. 8; на фиг. 10 - узел I на фиг. 1; на фиг. 11 - сечение И-И на фиг. 10; на фиг. 12 - сечение К-К на фиг. 10; на фиг. 13 - сечение Л-Л на фиг. 10; на фиг. 14 - узел II на фиг. 1; на фиг. 15схема перемещения призм. Установка для сварки секторных отводов трубопроводов содержит вращатель 1, оборудованный зажимным устройством 2 для свариваемого отвода 3, колонны 4 и 5, установленные на них консольнь1е штанги 6-9 со сварочными головками 10 на конце. Штанги 6-9 прикреплены к колоннам 4 и 5 посредством корпуса 11, обеспечивающего поворот штанги относительно двух взаимно перпендикулярных осей и снабженного приводом 12, обладающими гарантированным свободным ходом. Сварочные головки 10 оборудованы направляющими роликами 13. Вращатель 1 выполнен в виде смонтированного на стойке приводного шпинделя (не обозначен), а зажимное устройство выполнено в виде закрепленной на щпинделе перпендикулярно ему опорной балки 14 с перемещаемым вдоль нее противовесом и с направляющими 15, по которым при помощи винтов 16 перемещаются каретки 17, имеющие гайки 18. На каретках на пальце 19 с возможностью поворота установлен кронштейн 20, несущий ось 21, на которую опирается зажимная призма 22. Взаимно перпендикулярные палец 19 и ось 21 образуют щарнир с двумя степенями свободы. Конец зажимной балки 23 зажимного устройства вращателя щарнирно посредством оси 24 прикреплен к стойке 25, приваренной к опорной балке 14. Зажимная балка 23 снабжена механизмом поворота 26. Механизм поворота 26 имеет вращающуюся гайку 27, размещенную в траверсе 28, качающейся на цапфах 29 в кронщтейнах 30, прикрепленных к балке 23. Гайка 27 вращается электроприводом 31, установленным на траверсе 28. Винт 32 механизма поворота 26 посредством пальца 33 прикреплен к кронштейну 34 опорной балки 14. Призмы 35 зажимной балки 23 прикреплены к ползунам 36 и 37 через пальцы 19, кронштейны 20 и оси 21. Ползуны 36 и 37 раздвигаются при помощи винта 38 с левой и правой резьбой, перемещаясь в направляющих, выполненных в корпусе 39. Корпус 39 установлен с возможностью поворота на втулке 40. Угол поворота корпуса 39 относительно втулки 40 ограничен шпонкой 41. Втулка 40 перемещается при помощи винта 42 по направляющей 43 зажимной балки 23. Плоскости перемещения призм пересекаются под углом оС (см. фиг. 15), обеспечивающим при закреплении отводов разных диаметров на соответствующих радиусах расположение сварных швов в одной и той же
вертикальной плоскости вне зависимости от диаметра отвода.
Корпус 11 содержит установленную на колонне перпендикулярно ее оси и параллельно оси шпинделя вращателя 1 цапфу 44, установленную на цапфе плайку 45, с закрепленной на ней втулкой 46 и шарнирно установленным кронштейном 47, и смонтированную внутри втулки 46 ось 48 с фланцем 49. Кронштейн 47 шарнирно соединен с втулкой 46 через пальцы 50 и 51, снабженную проушинами втулку 52, стакан 53, штоК 54 .с гайкой 55, пружину сжатия 56 и гайку 57. Зазор а между торцом стакана 53 и уступом на штоке 54 обеспечивает возможность свободного поворота штанги, при остановленном приводе 12. Соответствующая каждому корпусу штанга закреплена на фланце 49 корпуса 11. Поворот штайги и оси 48 ограничен установленными на корпусе 11 упором 58 и упорными болтами 59, прикрепленными к фланцу 49,
Привод 12 выполнен в виде шарнирно установленного на колонне электропривода 60, винта 61, соединенного с кронштейном 47, и гайки 62. Гайка 62 установлена в качающейся траверсе 63 и опирается на радиально-упорные подшипники 64, поджатые гайкой 65. На балке 14 смонтирован противовес 66 с приводом 67.
Установка работает следующим образом.
На схеме фиг. 15 показаны три положения призм при закреплении отводов диаметром d(, 2, dj. Для уменьшения необходимого крутящего момента опорная балка 14 снабжена передвижным противовесом, перемещаемым по балке 14 приводом 67 в соответствии с размещением свариваемого отвода 3.
При настройке установки на сварку отводов заданного диаметра призмы зажимного устройства устанавливаются на расстоянии R от оси вращателя 1, равном радиусу гиба отвода. Соответственно смещается протйровес 66 при помощи привода 67. Включением вращателя 1 опорная ,балка 14 зажимного устройства 2 устанавливается в .вертикальное положение, противовесом 66 кверху как показано на фиг. 1.
Собранный на прихватках с выводными планками свариваемый отвод 3 заводится снизу между призмами 35, опорной 14 и..зажимной 23 ба-лок. Зажимная балка поворачивается включением привода 31 механизма поворота 26 и зажимает отвод 3 в призмах Й2 и 35.
Благодаря тому, что каждая призма, поворачиваясь в Шарнирах с двумя степенями свободы, самоусТанавливается, а обе призмы 35 вместе с ползунами 36 и 37 и корпусом 39 поворачиваются, самоустанавливаясь, на втулке 40- вокруг оси направляющей 43 зажимной балки 23, достигается полное прилегание всех четырех призм 22, 35 к отводу 3. Включением вращателя I зажимное устройство 2 с отводом 3 поворачивают так. чтобы отвод занял положение, показанное пунктиром на фиг. 1, и на выводную план5 ку отвода 3 устанавливают роликом 13 сварочную головку 10, поворачивая несущую ее щтангу 6 при помощи механизма поворота 26; после этого включается сварочная. головка и вращатель, отвод поворачивается и производится автоматическая сварка внут реннего шва по большему радиусу.
Поворот штанги осуществляют следующим образом. Включают электропривод 60, гайка 62 вращается, винт 61 движется поступательно, одновременно поворачиваясь
5 вместе -с траверсой 63 и соответствующая штанга поворачивается на цапфе 44 под действием собственного веса, сохраняя зазор а до тех пор, пока ролик 13 не упрется в вУводную планку на отводе 3. При дальнейшем вращении гайки 62 зазор га
0 начнет уменьшаться, так как под действием винта 61 кронштейн 47 повернется и задвинет шток 54 в стакане 53. При уменьшении зазора а до половины первоначальной величины привод 60 выключается. Включением
, вращателя 1 и последовательно приводов 12 каждой из штанг 6-9, обеспечивается последовательная сварка всех продольных швов отвода.
При сварке сварочная головка «следит за положением свариваемь1Х кромок благо0 даря ролику 13, который катится по жолобу, образованному фасками на свариваемых кромках отвода, поворачивая штангу в корпусе 11 и компенсируя, таким образом, неправильность геометрической формы отвода и неточность выставки его на вращателе.
5 После окончания сварки с выводом шва на выводную планку, отвод 3 поворачивается в обратном направлении, освобождая штангу. После этого при помощи механизма поворота 26 штанга 6 убирается за пределы
„ большого радиуса отвода (положение штанги 6 показано на фиг. 1 пунктиром). Затем последовательно производится автоматическая сварка второго внутреннего при помощи сварочной головки на штанге 7 и а.втоматическая сварка наружных швов по
5 большему и меньшему радиусу соответственно сварочными головками на штангах 8 и 9.
Цикл операций при сварке каждого их этих швов аналогичен вышеописанному. окончания сварки отвода 3 опорная
0 балка 14 опять устанавливается в вертикальное положение противовесом 66 вверх, как показано на фиг. 1. Зажимная балка 23 отводится при помощи механизма поворота 26, освобождая отвод 3, который опускают вниз между призмами 22 и 35.
Предлагаемая установка позволяет свари в.-эть продольные швы секторных отводов, различных диаметров без переналаживания сваоочных головок, что позволяет повысить
производительность и расширить технологические возможности по сравнению с известным.
Формула изобретения
1.Установка для сварки внутренних и наружных швов отводов трубопроводов, содержащая смонтированные на основании вращатель для отводов трубопроводов, колонну со сварочными головками для сварки внутренних швов отводов и колонну со сварочными головками для сварки наружных отводов, отличающаяся тем, что,с целью расширения технологических возможностей путем обеспечения сварки продольных швов отводов, колонны установлены симметрично относительно продольной оси вращателя, каждая колонна снабжена двумя корпусами, установленными с возможностью поворота в двух взаимно перпендикулярных направлениях и оснащенными шта.нгами, а сварочные головки смонтированы на указанных штангах, при этом вращатель выполнен в виде стойки с приводным шпинделем и зажимным устройством.
2.Установка по п. 1, отличающаяся тем, что зажимное устройство выполнено в виде смонтированной на шпинделе перпендикулярно его оси опорной балки с перемещаемым вдоль нее противовесом, зажимной балки, шарнирно закрепленной на опорной балке с возможностью поворота в плоскости расположения оси шпинделя и продольной оси опорной балки, двух направляющих, смонтированных на опорной балке симметрично относительно ее продольной оси и радиально и наклонно относительно шпинделя, направляющей установленной на зажимной балке наклонно оси шпинделя, и смонтированных в указанных направляющих обеих балок кареток с зажимными призмами для
отводов,установленными с возможностью поворота в двух взаимно перпендикулярных направлениях, причем вершинь углов наклона направляющих опорной и зажимной балок к оси щпинделя направлены друг к другу. 3. Установка по п. 1, отличающаяся тем, что каждый корпус выполнен в виде закрепленной на колонне перпендикулярно ее оси и параллельно оси вращателя цапфы, установленной на цапфе с возможностью поворота планки с закрепленной на ней перпендикулярно оси цапфы втулкой, шарнирно установленного на планке кронштейна, подпружиненного относительно втулки, установленной внутри втулки оси с фланцем и винтового привода, закрепленного на соответствующей колонне и соединенного с кронщтеином, при этом штанга закреплена на фланце оси корпуса.
Источники информации, принятые во внимание при экспертизе
1.Тавастшерна Р. И. и Куренков В. А. Отечественный и зарубежный опыт заводского изготовления штампосварных деталей трубопроводов. - Обзор ЦБНТИ, Минмонтажспе.цстроя, М., 1977, с. 9.
2.Авторское свидетельство СССР
№ 306922, кл. В 23 К 37/02, 1978 (прото0 тип).
№ 306922, кл. В 23 К 37/02, 1969.
3.Авторское свидетельство СССР
№ 795827, кл. В 23 К 37/02, 1978 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки отводов трубопроводов | 1982 |
|
SU1115874A1 |
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |
| Установка для сварки кольцевых швов | 1979 |
|
SU941107A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СЕКТОРНЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2008 |
|
RU2376119C1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| СБОРОЧНО-СВАРОЧНЫЙ ВРАЩАТЕЛЬ-КАНТОВАТЕЛЬ | 2001 |
|
RU2210476C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Вращатель для сборки под сварку труб и трубных узлов | 1980 |
|
SU903037A1 |

Видб
3 Фиг. д-д
29
32
фиг.&
38
фиг.7
38
Фиг
3-J ОЛ
фиг.П A
SI
6
фuг.fд
I
фиг.15
