«
Изобретение относится к абразивной обработке, а именно к составам для пропитки абразивного инструмента на керамической связке, используемым преимущественно при шлифовании титановьт сплавов без применения СОЖ,
Цель изобретения- повышение стойкости кругов икоэффициента шлифовани путем повышения степени смазыванияобр батываемой поверхности благодаря используемому импрегнатору,
Предлагаемьй состав для пропитки абразивного инструмента содержит в качестве галогенида щелочного ме- талла бифторид калия при следующем соотношении компонентов, мас,%; бифторид калия 4-24, вода остальное. Бифторид калия разлагается с образованием активных атомов фтора. Обра- зующиеся при его разложении атомы фтора и фтороводород более активны по отношению к титану, чем бромид калия и атомы борма. Кроме того, являясь комплексным соединением, .бифторид калия разлагается при относительно низких температурах (310- 440°С).
Эффект от применения бифторида калия приводит к повышению стойкое- ти абразивного инструмента и коэффициент шлифования. Это объясняется образованием граничных смазок в процессе шлифования предотвращающих схватывание ювенильных поверх- ностей зерна и обрабатываемого титанового сплава. Указанные граничные смазки образуются в результате химической реакции титана с продуктами разложения бифторида калия. Эф- фективная концентрация бифторида калия определяется площадью образующейся граничной смазки. При конценрации бифторида калия в растворе менее 4 мае-,% образуется, недостаточ ное количество активных продуктов распада, что приводит к увеличению площади адгезионного схватывания ювенильных, поверхностей вследствие уменьшения площади образующейся гра ничной смазки. При достижении концентрации бифторида калия в раствор 24 мае.% практически полностью исключается адгезионное схватывание ювенильных поверхностей, и дальнейшее повышение концентрации не приводит к снижению усилий шлифования. Вмест
с тем при увеличении концентрации бифторида калия уменьшается объем пор, что приводит к ухудшению условий шлифования,
Составы готовят растворением бифторида калия в воде в указанных соотношениях при 15-40 С, Пропитка абразивного инструмента на керамической связке производится методом Свободного капиллярного поднятия при погружении в раствор на 0,8 высоты инструмента. Время пропитки 30-120 с в зависимости от размера и формы абразивного инструмента. После пропитки абразивный инструмент сушат в течение 1-3 сут при 15-30°С или 3-5 ч при 110-120°С.
После сушки количество бифторида калия в кругах твердостью СМ2 составляет 0,35-2,0% от массы круга при концентрации раствора 4-24 мас„%, так как объем пор для кругов этой твердости составляет 40,5%.
Испытания пропитанных кругов (64С25ПСМ27КЗ) проведены на станке модели ЗГ71. Режимы шлифования: скорость круга 30 м/с; скорость детали 0,1 м/с; глубина .шлифования 0,01 мм/ход. Цлифуемый материал - жаропрочный титановый сплав ВТЗ-1,
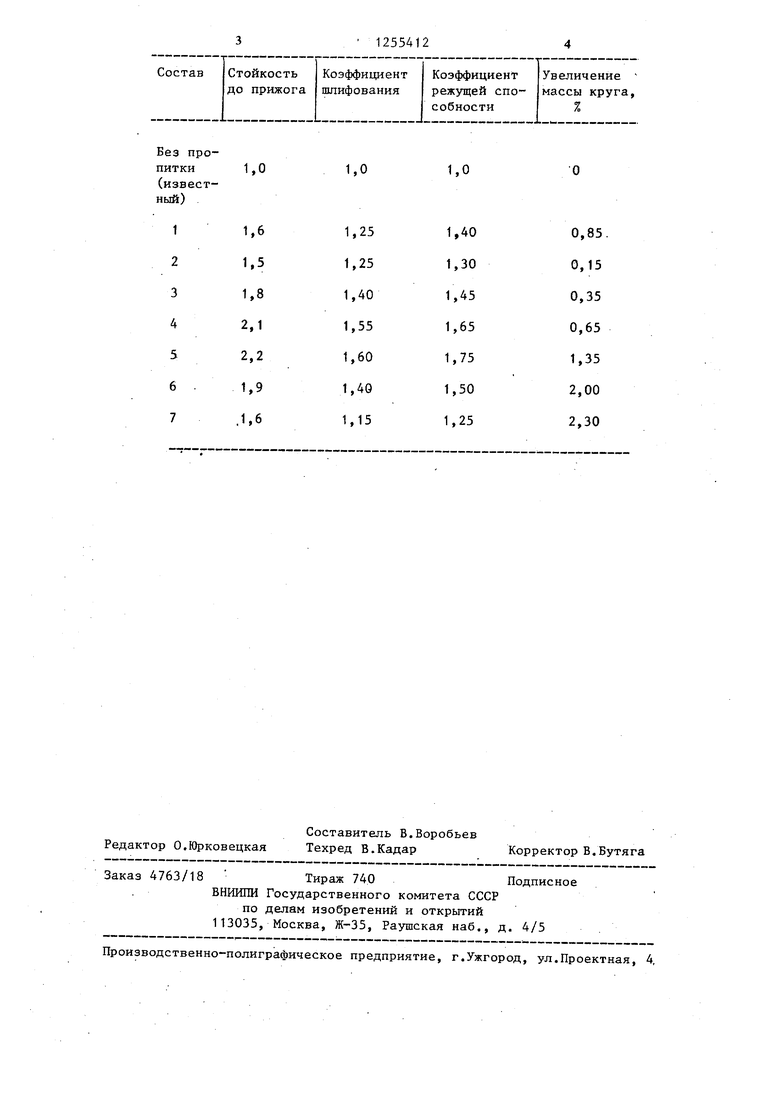
Результаты испытаний пропитанных кругов приведены в табхгаце.
Анализ полученных результатов показывает, что предложенный пропиточный состав (4-24%-ный водный раствор бифторида калия) обеспечивает повышение стойкости до 1,4 раза, коэффициента шлифования в 1,3 раза, усилия шлифования снижаются до 1,25 раза. Лучшие результаты получены при соотношении компонентов, мас.%; бифторид калия 8-16; вода остальное.
Формула изобретения
Состав для пропитки абразивного инструмента на керамической связке, содержаш;ий галогенид щелочного металла и воду, отличающий- с я тем, что, с целью повышения стойкости инструмента, в качестве галогенида щелочного металла в состав введен бифторид калия при следу- юо;ем соотношении компонентов, мас.%: Бифторид калия 4-24 ВодаОстальное
Редактор О.Юрковецкая
Составитель В.Воробьев Техред В.Кадар
Заказ 4763/18 Тираж 740Подписное
ВНРШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4,
Корректор В.Бутяга
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1283069A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1349983A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1386436A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1315271A1 |
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1454675A1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1449336A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1472234A1 |
Изобретение относится к абразивной обработке титановых сплавов. Цель изобретения - повысить стойкость кругов и коэффициента шлифования путем пропитки кругов составами, включающими галогенид щелочного металла. В качестве последнего введен бифторид калия при следующем соотношении компонентов, мас.%: бифторид калия 4-24, вода остальное. Наиболее эффективен состав, включающий бифторид калия в виде 4-24%-ного водного раствора.
| Способ изготовления абразивного инструмента | 1980 |
|
SU959998A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
