Изобретение относится к изготовлению абразивных инструментов на керамической связке для шлифования, преимущественно, жаропрочных; сплавов и незакаленных сталей с применением водных смазочно-охлаждающих жидкостей (СОЖ) и правкой методом накатыванияо
Цель изобретения - повышение кром- костойкости абразивного инструмента при профильном шлифовании с применением водных СОЖ.
Спосо б заключается в том, что аб-; разивный инструмент пропитывают составом, содержащим перманганат калия, жидкое стекло и воду, затем инструмент термообрабатывают при 180-250 С у,при этом ингредиенты импрегнатора могут быть выбраны из следующего соотношения, мас,%: Перманганат к.алия1гЗ
Жидкое стекло10-60
ВодаОстальное
После пропитки абразивного инструмента предлагаемым соатавом его поры заполнены водным раствором силикатов и перманганатов калия и натрия В ходу сушки и термообработки по ме- . ре удаления воды силикаты полимери- зуются с образованием сначала линейных, а затем пространственных структ туро При нагреве выше 160°С начинается процесс разложения перманганата калия, который может протекать с образованием манганата калия и оксида марганца.Одновременно возможно модифицирование силикатов манганатами (МпОц ); Модифицирование повышает прочность пленки силиката. Таким образом, в результате импрегнирования абразивного инструмента на керамической связке по предлагаемому способу в его порах на поверхности зерен и связки образуется -прочная пленка, представляющая собой калий-натриевый силикат высокой степени полимеризаi
(Л
o
tsD
О5
31602721
ии, модифицированный манганатами алия и натрия .и оксида марганца ропитанный абразивный инструмент орошо правится накатными фасонными оликамио Пленка импрегнатора прочно вязана с керамической связкой и зерами инструмента, что обеспечивает го высокую кромкостойкость,Кроме ОГО, пленка импрегнатора обладает антифрикционными свойствами при высоких температурах, возника рщих при лифовании жаропрочных сплавов (типа ЖС-бК)о Силикаты, являясь стеклами, при высоких температурах размягчаются и снижают коэффициент трения скольжения Манганаты и оксид марганца разлагаются при высоких температурах с образованием -.атомарного кисло- рода (температура разложения
15
20
30
535°С)о Атомарный кислород окисляет .жаропрочный сплав (никелевую матри- цу), налипающий на зерна абразивного инструмента, подавляет процесс адгези- он ного схватывания налипающего метал- 25 ла с об рабатываемымо Таким образом, пленка импрегнатора не только крепко удерживает зерна в абразивном инструменте, но и снижает трение между инструментом и обрабатываемой деталью Все это обеспечивает высокую кромкостойкость инструмента при отсутствии его засаливания. и высо- ком качестве поверхностно
При уменьшении концентрации пер- манганата калия в составе для пропитки менее 1% резко снижается эффект от применения кислородсодержащего вещества, повьпиается вероятность засаливания инструмента и как следствие вероятность появления при- жогов и трещин Увеличение концентрации перманганата калия свьше 3% нецелесообразно, так как его избыток выпадает в осадок.
При снижении ко нцентрации жидкого стекла менее 10% пленка силикатов получается тонкой, непрочной,что . не обеспечивает требуемую кромкостойкость абраз ивного инструмента при шлифовании жаропрочных сплавов на черновых режимах
Увеличение концентрации жидкого стекла свьше 60% приводит к ухудшению условий размещения стружки в по- pS шштрумента и подвода СОЖ через . . поры Это приводит к засаливанию ин струмента, появлению трещин на обра ботанной поверхности Кроме того.
35
40
0
15
20
30
25
.
35
40
ввиду повышения вязкости состава, ухудшается пропитываемость абразивного инструмента.
При температурах менее не происходит достато-чной полимеризации силикатов, а также плохо разлагается перманганат калия Это снижает водостойкость и, как следствие, кромкостойкость абразивного инструмента Увеличение температуры вьш1е нецелесообразно, ввиду отсутствия дополнительного эффекта и возрастания энергозатрат
Шлифовальные круги ПП250х16x76 92А16НСТ16К5 использовались при ; шлифовании елочных замков лопаток трубин из жаропрочного сплава на никелевой основе ЖС-6К Круги правились накатным фасонным роликом из стали У8А (HRC 60-64)о Елочный профиль включает 1 радиус R 0,6- 0,1 мм и 2 радиуса R 0,5-0,1 мм Шлифование велось на плоскошлифовальном станке модели ЗЕ711В на следующих режимах: скорость круга 35 м/с, продольная подача 10-15 м/мин, глубина врезания 0,03-0,01 мм/дв ход Использовалась водная СОЖ: 3%-ная эмульсия Укринол-Ш
Использовались круги без пропитки и после импрегнирования по предлагаемому способу, а также по прототипу
Пример 1 о В воде прн комнатной температуре растворяли жидкое стекло и перманганат калия Готовили раствор, содержащий, мас,%: Перманганат калия0 Ь
Жидкое стекло
ВодаОстальное
Методом свободного капиллярного iподнятия полученным раствором пропитывались круги После пропитки круги сушились на воздухе ,затем термо- обрабатывались при 200 С.
П р и м е р 2 ТСруги пропитывали раствором, содержащим, .масс%:
Перманганат калия 0
Жидкое стекло
ВодаОстальное
Сушка и термообработка кругов по
примеру U.
Примерз Круги пропитывапи
раствором, содержащим,масо%:
Перманганат калия2,0 .
Жидкое стекло 30
Вода остальное
45
50
55
Сушка и термообработка кругов по примеру 1,
П р и м е р 4о Круги пропитывали раствором, содержащим, масо%:
П.ерманганат калия3,0
Жидкое стекло60
ВодаОстальное
Сушка и термообработка кругов по примеру 1 о
П р и м е р 5о Круги пропитывали раствором,содержащим,масо%:
Перманганат калия4,0
Жидкое стекло70
ВодаОстальное
Сушка и термообработка кругов по приг меру 1 о
П р и м е р 6о Круги пропитывали раствором по примеру 3 Термообработка кругов при Г60°С в течение 5 ч
Пример 7о Круги пропитывали раствором по примеру Зо Термообработ- ка при 180°С в течение 5 ч.
П р и м е р 8о Круги пропитывали
Однако ввиду недостаточной кром- костойкости кругов, пропитанных составами с малым содержанием Ж1здкого стекла (до 10% при шлифовании жара- прочных никелевых сплавов, были испыраствором по примеру 3 Термообработка 25 таны круги с повышенным содержанием при 250°С в течение 5 Чо, жвдкого стекла (15%)о Режимы шлифоваП р и м е р 9о. Круги пропитывали раствором по примеру Зо Термообработка при в течение 5 ч
Пример 10о Круги пропитывали по известному способу раствором, содержащим мае.%:
Перманганат калия2,0
Жидкое стекло7
ВодаОстальное
Пропитанные круги термообрабатывали при 120 С в течение 3 Чо
Эффективность импрегнирования оценивалась по кромкостойкости кругов (по количеству прошлифованных лопаток, 40 него инструмента, при котором последния приведены ранее,,
В приведены результаты испытаний при температуре термообработ- 30 ки 200°С.
Следовательно, при шлифовании жаропрочных сплавов на никелевой основе целесообразно количество жидкого стекла в составе импрегнатора увеличить до 15%
35
Формула изобретения 1 о Способ импрегнирования абразивимеющих годную геометрию) и наличию трещин,
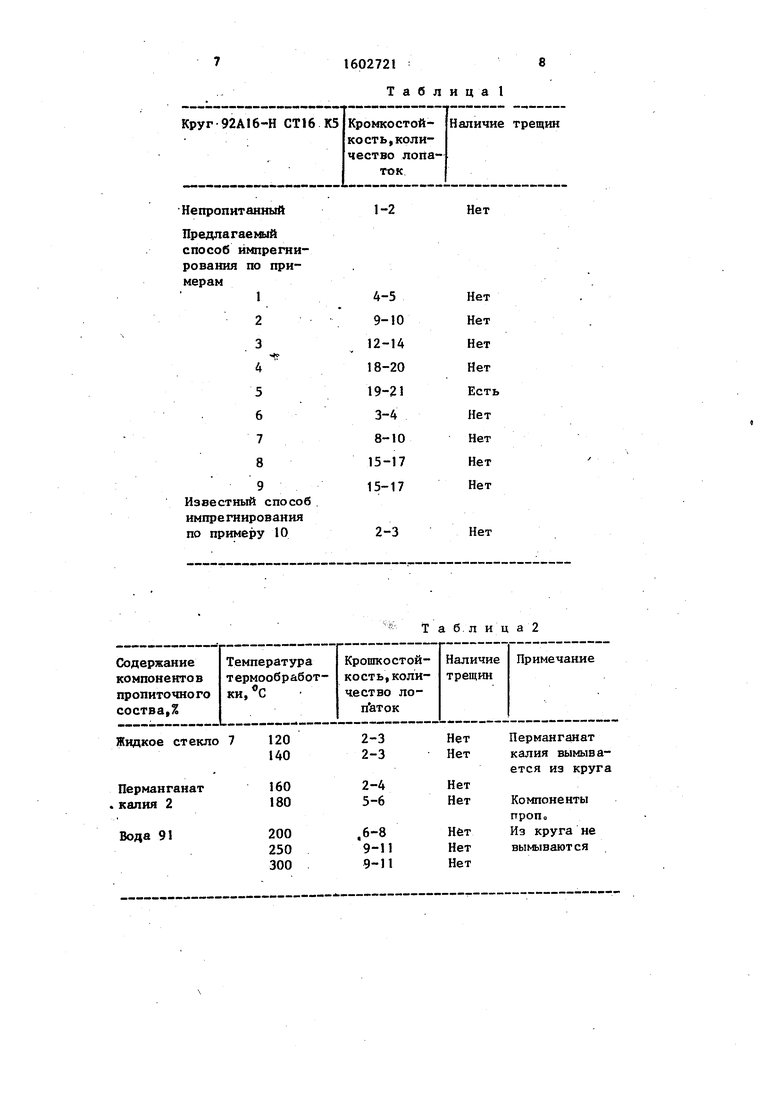
В табЛо 1 приведены результаты испытаний ,
НИИ пропитывают составом, содержащим жидкое стекло, перманганат калия, и воду, затем инструмент термообраба- тывают,- отличающийся тем что, с целью повышения кромкостойкости инструмента при шлифовании с применением водных СОЖ, термообработку (ествляют при температуре выше 180°Со
Как видно из табл,1, лучшие результаты обеспечивают круги, импрегниро- ванные по примерам 2-4 и 7-9, Выход годных лопаток повышается в 3,5- 7,5 раза по сравнению с известным способом импрегнирования.
Кроме того, проводились испытания кругов, пропитанных по Известному способу, при этом температуру термообработки меняли,
Круги ПП200х16х76 92А 16Н CTI 6125 пропитывались водным раствором жидкого стекла (7%) и перманганата калия 2% сушились и затем термообрабатывались
0
5
0
при (по прототипу) и при более высоких температурах
Испытания кругов велись на стан- ке ЗЕ7118 с применением водной СОЖ: 3%-ная эмульсия Укринол-Ш Шлифовались елочные замки лопаток из жа ропрочного никелевого сютава ЖС-бК, имеющих радиус R 0,6-0,1 мм и 2 радиуса 0,5-0,1 мм. Режимы шлифования: скорость круга 35 м/с; скорость детали 10-15 м/мин; глубина шлифования 0,03-0,01 мм/двоходо Правка кругов накатным роликом
В табЛо 2 приведены результаты испытаний.
Как внцно из табло2, кромкостой- кость возрастает с увеличением температуры термообработки
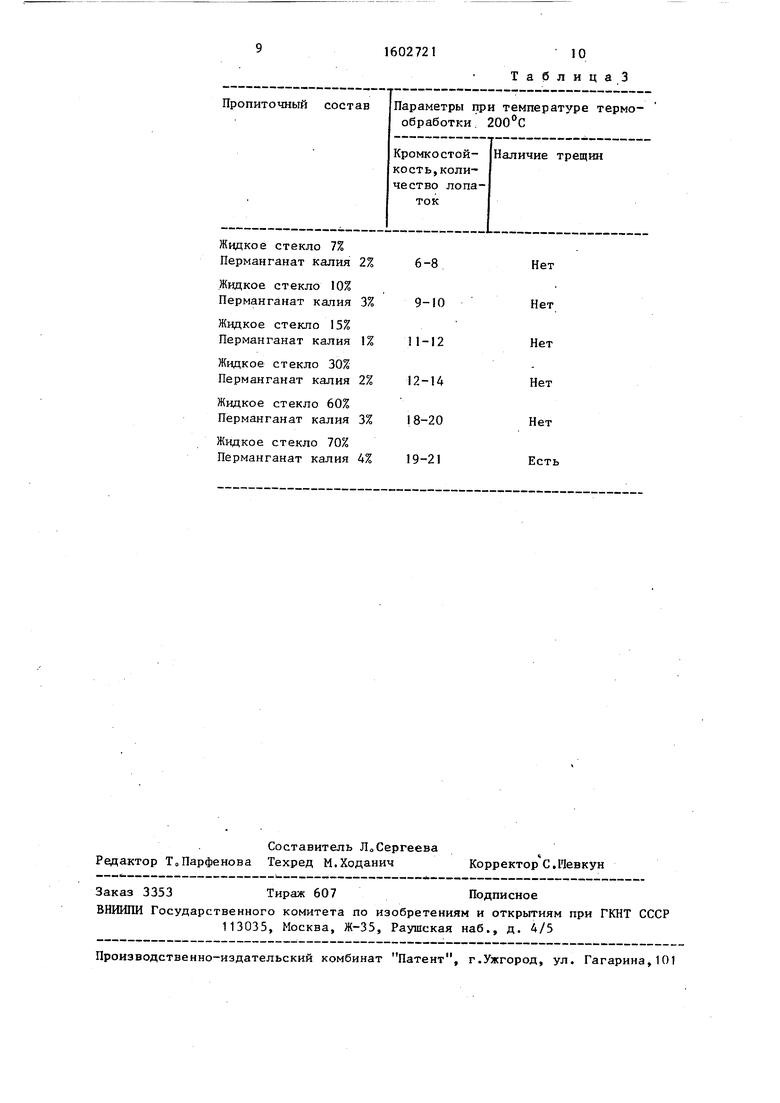
Однако ввиду недостаточной кром- костойкости кругов, пропитанных составами с малым содержанием Ж1здкого стекла (до 10% при шлифовании жара- прочных никелевых сплавов, были испы5 таны круги с повышенным содержанием жвдкого стекла (15%)о Режимы шлифования приведены ранее,,
В приведены результаты испытаний при температуре термообработ- ки 200°С.
Следовательно, при шлифовании жаропрочных сплавов на никелевой основе целесообразно количество жидкого стекла в составе импрегнатора увеличить до 15%
него инструмента, при котором последФормула изобретения 1 о Способ импрегнирования абразив5
0
5
НИИ пропитывают составом, содержащим жидкое стекло, перманганат калия, и воду, затем инструмент термообраба- тывают,- отличающийся тем что, с целью повышения кромкостойкости инструмента при шлифовании с применением водных СОЖ, термообработку (ествляют при температуре выше 180°Со
2„ Способ по По 1, о т л и ч а ю- щ и и с я тем, что, с целью обеспечения возможности шлифования жаропрочных сплавов на никелевой основе, ингредиенты пропиточного состава берут в следующем соотношении, масо%:
Перманганат калия1-3
15-60
Жидкое стекло Вода
Остальное
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импрегнирования абразивного инструмента | 1989 |
|
SU1684009A2 |
| Способ пропитки абразивного инструмента | 1987 |
|
SU1407780A1 |
| Способ обработки абразивного инструмента | 1987 |
|
SU1504079A1 |
| Способ импрегнирования абразивного инструмента | 1986 |
|
SU1313676A1 |
| Способ пропитки абразивного инструмента | 1988 |
|
SU1645122A1 |
| Состав импрегнатора для абразивного инструмента | 1982 |
|
SU1042979A1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| Состав для пропитки абразивного инструмента на керамической связке | 1985 |
|
SU1255412A1 |
| Способ импрегнирования абразивного инструмента на основе корунда | 1988 |
|
SU1604590A1 |
Изобретение относится к изготовлению абразивного инструмента на керамической связке для шлифования преимущественно жаропрочных сплавов с правкой методом накатывания и с применением водных СОЖ и касается способа пропитки готового инструмента. Целью изобретения является повышение кромкостойкости абразивного инструмента при щлифовании с применением водных СОЖ за счет повышения водостойкости связующего. Абразивный инструмент пропитывают водным раствором, содержащим перманганат калия, жидкое стекло и воду. Затем инструмент подвергают термической обработке при температуре выше 180°С. 1 з.п.ф-лы, 3 табл.
Непропитанный
Лредлагаеьвлй способ ймпрегни- рования по примерам
1
2
3
f 4
5 6 7 8
9
Известный спосо импрегнирования по примеру 10
1-2
Нет
2-3
Нет
Т а бл иц а 2
1602721
10 Таблица 3
| Способ импрегнирования абразивного инструмента | 1986 |
|
SU1313676A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
