Изобретение относится к машиностроению и может быть использовано для сборки и настройки предохранительных муфт (например, предохранительных, фрикционных муфт сельскохозяйственных жаток и комбайнов) .
Цель изобретения - ноЕ ышение качества сборки предохранительных муфт и увеличение производительности труда.
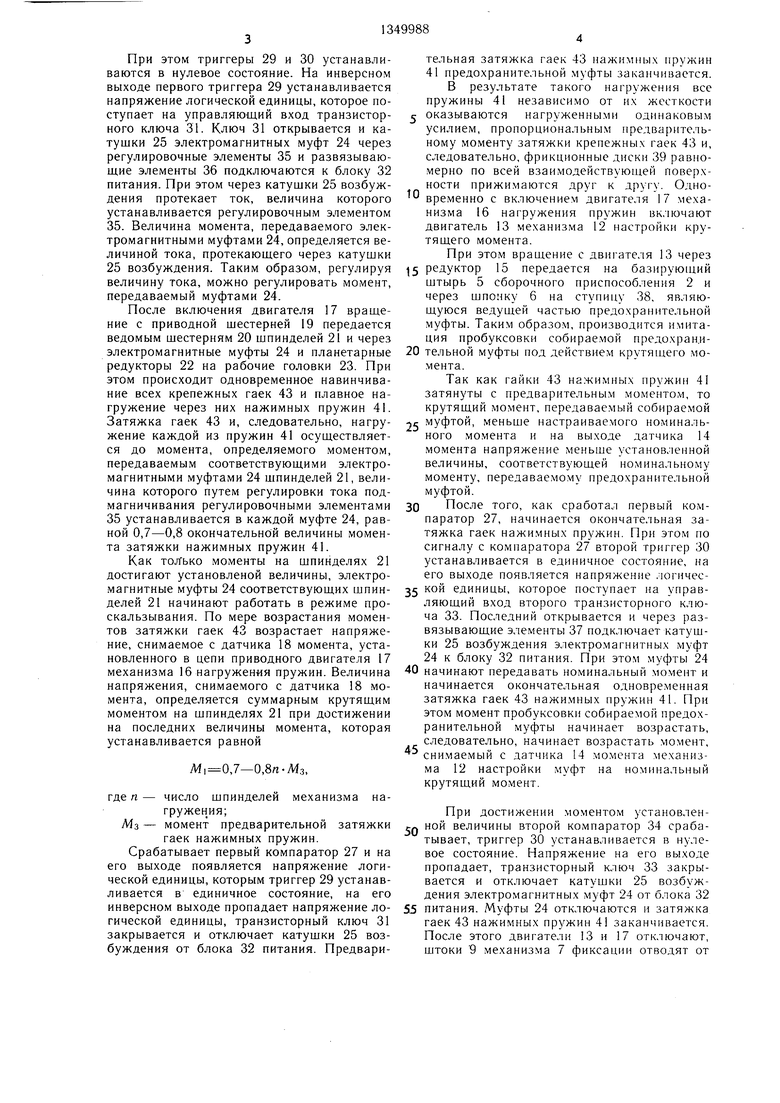
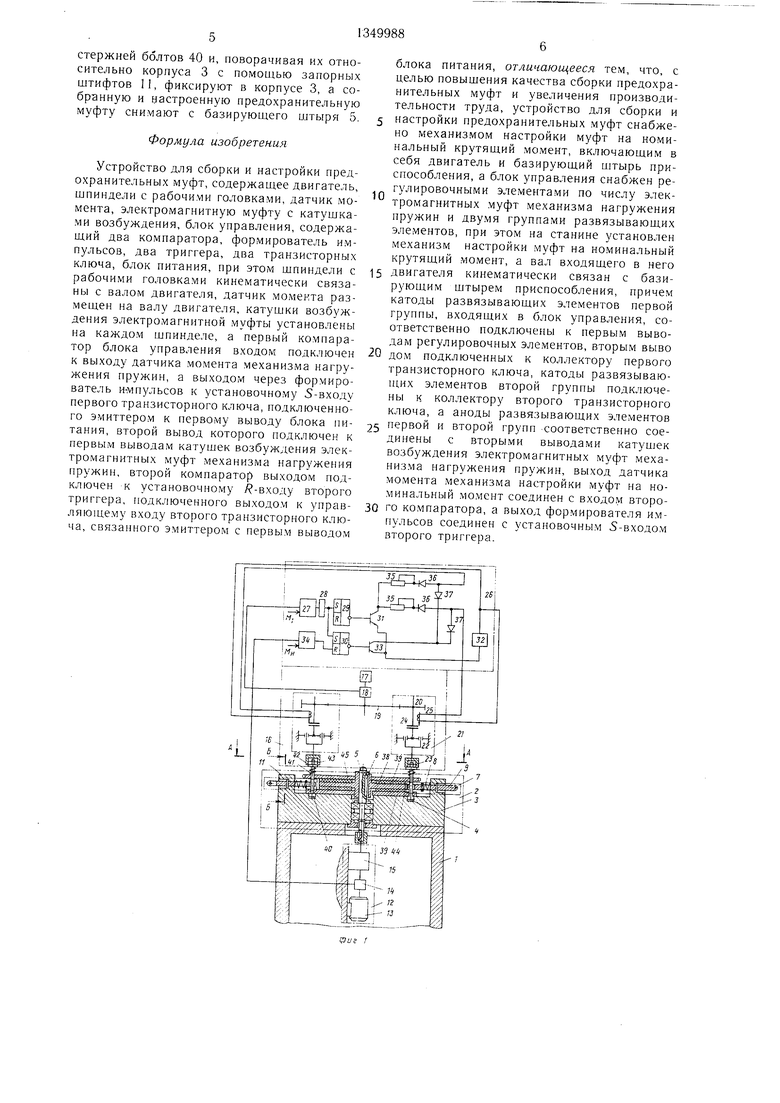
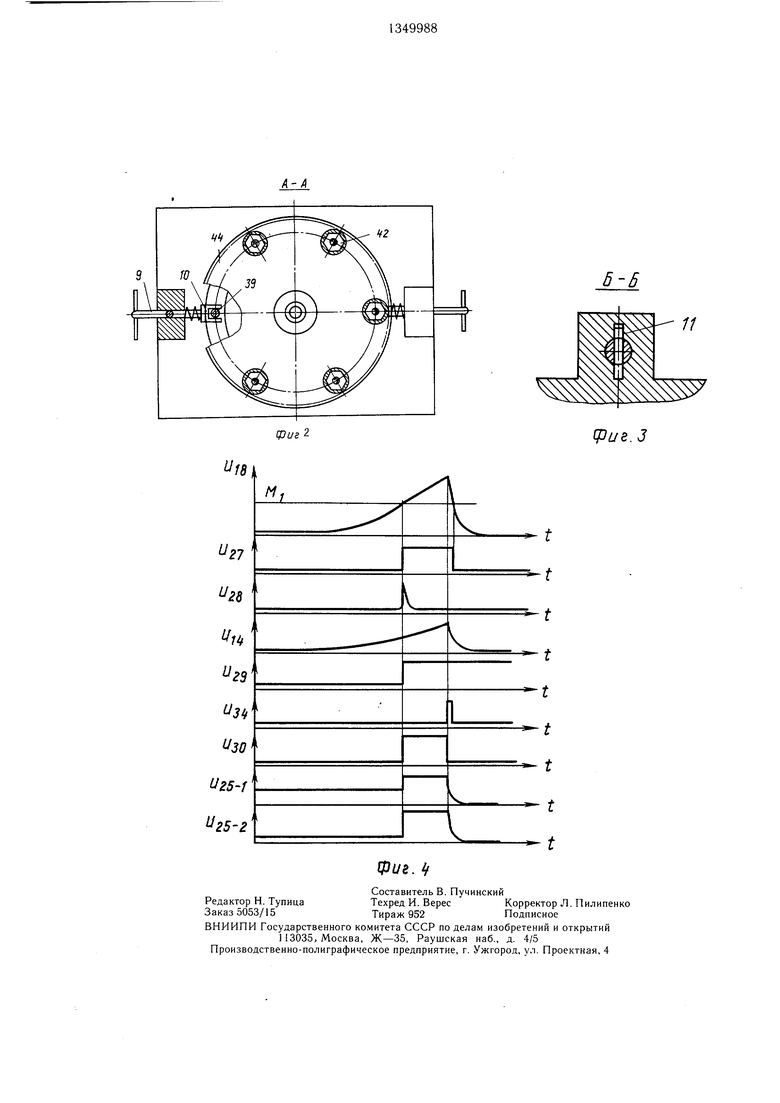
На фиг. 1 показано устройство для сборки и настройки предохранительных муфт, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - временные диаграммы, поясняющие работу устройства.
Устройство для сборки и настройки предохранительных муфт содержит станину 1, сборочное приспособление 2, включающее в себя корпус 3 с кольцевой проточкой 4 под шестигранные головки болтов муфты, базирующий штырь 5 со щпонкой 6, механизм 7 фиксации ведомой части предохранительной муфты, пружины 8, щтоки 9, вилки 10, запорные щтифты 11, механизм 12 настройки муфт на номинальный крутящий момент, двигатель 13, датчик 14 крутящего момента, редуктор 15, механизм 16 нагружения пружин, двигатель 17, датчик 18 .момента, приводную шестерню 19, ведомую шестерню 20, шпиндели 21, планетарный редуктор 22, рабочую головку 23, электромагнитную муфту 24, катушку 25 возбуждения, блок 26 управления.
Блок 26 управления содержит первый компаратор 27, формирователь 28 и.мпуль- сов. первый 29 и второй 30 триггеры, первый транзисторный ключ 31, блок 32 питания, второй транзисторный ключ 33, второй компаратор 34, регулировочные элементы 35, две группы развязывающих эле.ментов 36 и 37.
Сборочное приспособление 2 установлено на станине 1, а базирующий штырь 5 со щпонкой 6 установлены в корпусе 3 с возможностью вращения, при этом механизм 7 фиксации ведо.мой части предохранительной муфты выполнен в виде подпружиненных пружинами 8 в осевом направлении штоков 9 с вилками 10 на одном конце и запорными штифтами на другом и установленных в корпусе 3 приспособления с возможностью осевого пере.мещения. На станине 1 установлен механизм 12 настройки .муфт на номинальнь й крутящий .мо.мент, включающий в себя двигатель 13, на валу которого размещен датчик 14 крутящего момента и редуктор 15, вал которого жестко связан с базирующи.м штырем 5 сборочного приспособления 2. Механизм 16 нагружения пружин состоит из двигателя 17 и,датчика 18 момента, установленного на валу двигателя 17, а приводная шестерня 19 находится в зацеплении с ведомыми шестернями 20 шпинделей 21, включающих в себя планетарный редуктор 22, рабочую головку 23 и электро
магнитную муфту 24 с катушкой 25 возбуждения.
Первый компаратор 27 блока 26 управления входом соединяется с датчиком 18
момента механизма 16 нагружения пружин, а выходом через формирователь 28 импульсов с S-входами первого 29 и второго 30 триггеров. Инверсный выход первого триггера 29 подключен к управляющему входу первого транзисторного ключа 31, соединенного эмиттером с первым выводом блока 32 питания, выход второго триггера 30 со.е- динен с управляющим входом второго транзисторного ключа 33, соединенного эмиттером с первым выводом блока 32 питания.
5 Второй компаратор 34 соединен входом с выхох ом датчика 14 момента механизма 12 настройки .муфт на номинальный крутящий момент, а выходо.м - с ./ -входом второго триггера 30. Катоды развязывающих элементов 36 первой группы соответственно под0 ключены к первым выводам регулировочных элементов 35, вторым выводом подключены к коллектору первого транзисторного ключа 31. Катоды развязывающих элементов 37 второй группы подключены к коллектору втоc рого транзисторного ключа 33, а аноды развязывающих элементов первой и второй групп соответственно соединены с вторыми выводами катушек 25 возбуждения электромагнитных муфт 24 механизма 16 нагружения пружин, подключенных первым выводом
Q к второму выводу блока 32 питания.
В сборочное приспособление 2 установлена подсобранная предохранительная муфта (без завинченных контргаек), состоящая из ступицы 38, являнэщейся ведущей частью муфты фрикционных пакладок 39, болтов 40,
5 нажимных пружин 41, шайб 42, гаек 43, нажимного диска 44 и звездочки 45, являющейся ведомой частью предохранительной .муфты.
Устройство для сборки и настройки 0 предохранительных муфт работает следующим образом.
Подсобранную муфту устанавливают в сборочное приспособление 2 так, что ступица 38, являющаяся ведущей частью .муфты, оказывается надетой на базирующий щтырь 5 сборочного приспособления 2, а ее шпоночный паз входит в зацепление со щпонкой 6, при этом головки болтов 40 должны попасть в кольцевую проточку 4 корпуса 3 сборочного приспособления 2. После этого штоки 9 фиксирующих механизмов 7 последовательно устанавливают вилками 10 на стержни болтов 40, тем самым фиксируя ведо.мую часть муфты относительно сборочного приспособления 2 от проворота. На наживленные крепежные гайки 43 надевают 5 рабочие головки 23 механизма 16 нагружения пружин и включают двигатели 17 и 13 и блок 26 управления, предварительно установленный в исходное состояние (не показано).
5
0
При этом триггеры 29 и 30 устанавливаются в нулевое состояние. На инверсном выходе первого триггера 29 устанавливается напряжение логической единицы, которое поступает на управляющий вход транзисторного ключа 31. Ключ 31 открывается и катушки 25 электромагнитных муфт 24 через регулировочные элементы 35 и развязывающие элементы 36 подключаются к блоку 32 питания. При этом через катушки 25 возбуждения протекает ток, величина которого устанавливается регулировочным элементом 35. Величина момента, передаваемого электромагнитными муфтами 24, определяется величиной тока, протекаюш,его через катушки 25 возбуждения. Таким образом, регулируя величину тока, можно регулировать момент, передаваемый муфтами 24.
После включения двигателя 17 враше- ние с приводной шестерней 19 передается ведомым шестерням 20 шпинделей 21 и через электромагнитные муфты 24 и планетарные редукторы 22 на рабочие головки 23. При этом происходит одновременное навинчивание всех крепежных гаек 43 и плавное на- гружение через них нажимных пружин 41. Затяжка гаек 43 и, следовательно, нагру- жение каждой из пружин 41 осуществляется до момента, определяемого моментом, передаваемым соответствуюш,ими электромагнитными муфтами 24 шпинделей 21, величина которого путем регулировки тока под- магничивания регулировочными элементами 35 устанавливается в каждой муфте 24, равной 0,7-0,8 окончательной величины момента затяжки нажимных пружин 41.
Как TOjTbKO моменты на шпинделях 21 достигают установленой величины, электромагнитные муфты 24 соответствующих шпинделей 21 начинают работать в режиме проскальзывания. По мере возрастания моментов затяжки гаек 43 возрастает напряжение, снимаемое с датчика 18 момента, установленного в цепи приводного двигателя 17 механизма 16 нагружения пружин. Величина напряжения, снимаемого с датчика 18 момента, определяется суммарным крутящим моментом на шпинделях 21 при достижении на последних величины момента, которая устанавливается равной
,7-0,8я-Мз,
механизма нагде п - число щпинделей
гружен ия; Мз - момент предварительной
гаек нажимных пружин. Срабатывает первый компаратор 27 и на его выходе появляется напряжение логической единицы, которым триггер 29 устанавливается в единичное состояние, на его инверсном выходе пропадает напряжение логической единицы, транзисторный ключ 31 закрывается и отключает катушки 25 возбуждения от блока 32 питания. ПредвариПри достижении моментом установлен- затяжки f-. ной величины второй компаратор 34 срабатывает, триггер 30 устанавливается в нулевое состояние. Напряжение на его выходе пропадает, транзисторный ключ 33 закрывается и отключает катущки 25 возбуждения электромагнитных муфт 24 от блока 32 55 питания. Муфты 24 отключаются и затяжка гаек 43 нажимных пружин 41 заканчивается. После этого двигатели 13 и 17 отключают, штоки 9 механизма 7 фиксации отводят от
0
тельная затяжка гаек 43 нажимных пружин 41 предохранительной муфты заканчивается. В результате такого нагружения все пружины 41 независимо от их жесткости оказываются нагруженными одинаковым усилием, пропорциональным предварительному моменту затяжки крепежных гаек 43 и, следовательно, фрикционные диски 39 равномерно по всей взаимодействующей поверхности прижимаются друг к другу. Одновременно с включением двигателя 17 механизма 16 нагружения пружин включают двигатель 13 механизма 12 настройки кру- тяшего момента.
При этом врашение с двигателя 13 через
5 редуктор 15 передается на базирующий штырь 5 сборочного приспособления 2 и через шпонку 6 на ступицу 38. являющуюся ведущей частью предохранительной муфты. Таким образом, производится имитация пробуксовки собираемой предохран.и0 тельной муфты под действием крутящего момента.
Так как гайки 43 нажимных пружин 41 затянуты с предварительным моментом, то крутящий момент, передаваемый собираемой
5 муфтой, меньще настраиваемого номинального момента и на выходе датчика 14 момента напряжение меньше установленной величины, соответствующей номинальному моменту, передаваемому предохранительной муфтой.
0 После того, как сработал первый компаратор 27, начинается окончательная затяжка гаек нажимных пружин. При этом по сигналу с компаратора 27 второй триггер 30 устанавливается в единичное состояние, на его выходе появляется напряжение логической единицы, которое поступает на управляющий вход второго транзисторного ключа 33. Последний открывается и через развязывающие элементы 37 подключает катушки 25 возбуждения электромагнитных муфт 24 к блоку 32 питания. При этом муфты 24 начинают передавать номинальный момент и начинается окончательная одновременная затяжка гаек 43 нажимных пружин 41. При этом момент пробуксовки собираемой предохранительной муфты начинает возрастать, следовательно, начинает возрастать момент,
снимаемый с датчика 14 момента механизма 12 настройки муфт на номинальный крутящий момент.
5
0
стержней болтов 40 и, поворачивая их относительно корпуса 3 с помощью запорных штифтов II, фиксируют в корпусе 3, а собранную и настроенную предохранительную муфту снимают с базирующего щтыря 5.
Формула изобретения
Устройство для сборки и настройки предохранительных муфт, содержащее двигатель, шпиндели с рабочими головками, датчик момента, электромагнитную муфту с катушками возбуждения, блок управления, содержа- ш,ий два компаратора, формирователь импульсов, два триггера, два транзисторных ключа, блок питания, при этом шпиндели с рабочими головками кинематически связаны с валом двигателя, датчик момента размешен на валу двигателя, катущки возбуждения электромагнитной муфты установлены на каждом шпинделе, а первый компаратор блока управления входом подключен к выходу датчика момента механизма нагру- жения пружин, а выходом через формирователь импульсов к установочному 5-входу первого транзисторного ключа, подключенного эмиттером к первому выводу блока питания, второй вывод которого подключен к первым выводам катушек возбуждения электромагнитных муфт механизма нагружения пружин, второй компаратор выходом подключен к установочному / -входу второго триггера, подключенного выходом к управляющему входу второго транзисторного ключа, связанного эмиттером с первым выводом
0
блока питания, отличающееся тем, что, с целью повышения качества сборки предохранительных муфт и увеличения производительности труда, устройство для сборки и
настройки предохранительных муфт снабжено механизмом настройки муфт на номинальный крутящий момент, включающим в себя двигатель и базирующий щтырь приспособления, а блок управления снабжен регулировочными элементами по числу электромагнитных муфт механизма нагружения пружин и двумя группами развязывающих элементов, при этом на станине установлен механизм настройки муфт на номинальный крутящий момент, а вал входящего в него
5 двигателя кинематически связан с базирующим штырем приспособления, причем катоды развязывающих элементов первой группы, входящих в блок управления, соответственно подключены к первым выводам регулировочных элементов, вторым выво
0 дом подключенных к коллектору первого транзисторного ключа, катоды развязываю- ищх элементов второй группы подключены к коллектору второго транзисторного ключа, а аноды развязывающих элементов
5 первой и второй групп соответственно соединены с вторыми выводами катущек возбуждения электромагнитных муфт механизма нагружения пружин, выход датчика момента механизма настройки муфт на номинальный момент соединен с входом второ0 го компаратора, а выход формирователя импульсов соединен с установочным 5-входом второго триггера.
5-6
11
ipus 2
иг.З
1 25-2
Фиг. if
Составитель В. Пучинский
Редактор Н. ТупицаТехред И. Верес
Заказ 5053/15Тираж 952
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л. Пилипе Подписное
Корректор Л. Пилипенко Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления катушками возбуждения электромагнитных муфт многошпиндельного гайковерта | 1984 |
|
SU1260918A1 |
| Устройство для управления катушками возбуждения электромагнитных муфт многошпиндельного гайковерта | 1984 |
|
SU1200243A1 |
| Многошпиндельный гайковерт | 1983 |
|
SU1142814A1 |
| Многошпиндельный гайковерт | 1986 |
|
SU1426770A1 |
| Многошпиндельный гайковерт | 1987 |
|
SU1608617A1 |
| Система управления гайковертом | 1988 |
|
SU1504082A2 |
| Система управления многошпиндельным гайковертом | 1984 |
|
SU1232470A1 |
| Способ настройки предохранительных фрикционных муфт на номинальный крутящий момент | 1982 |
|
SU1083003A1 |
| Система управления многошпиндельным гайковертом | 1985 |
|
SU1265032A1 |
| Устройство для управления катушками возбуждения электромагнитных муфт многошпиндельного гайковерта | 1984 |
|
SU1254437A1 |
Изобретение относится к машиностроению и может быть использовано для сборки и настройки предохранительных муфт. Целью изобретения является повышение качества сборки предохранительных муфт и увеличение производительности труда. Цель достигается путем введения в устройство для сборки предохранительных муфт механизма настройки муфт на номинальный крутящий момент и блока управления с регулировочными элементами по числу муфт. Устройство позволяет повысить точность настройки муфт на номинальный крутящий момент. Совмешение операций сборки предохранительных муфт и их настройки на номинальный крутящий момент позволяет значительно снизить трудоемкость сборочных операций. 4 ил. ОО 4 СО ) СХ) 00
| Многошпиндельный гайковерт | 1980 |
|
SU921840A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
