Изобретение относится к производству пустотных железобетонных изделий .
Цель изобретения - повышение надежности и качества, изделий и снкж:ение энергоемкости.
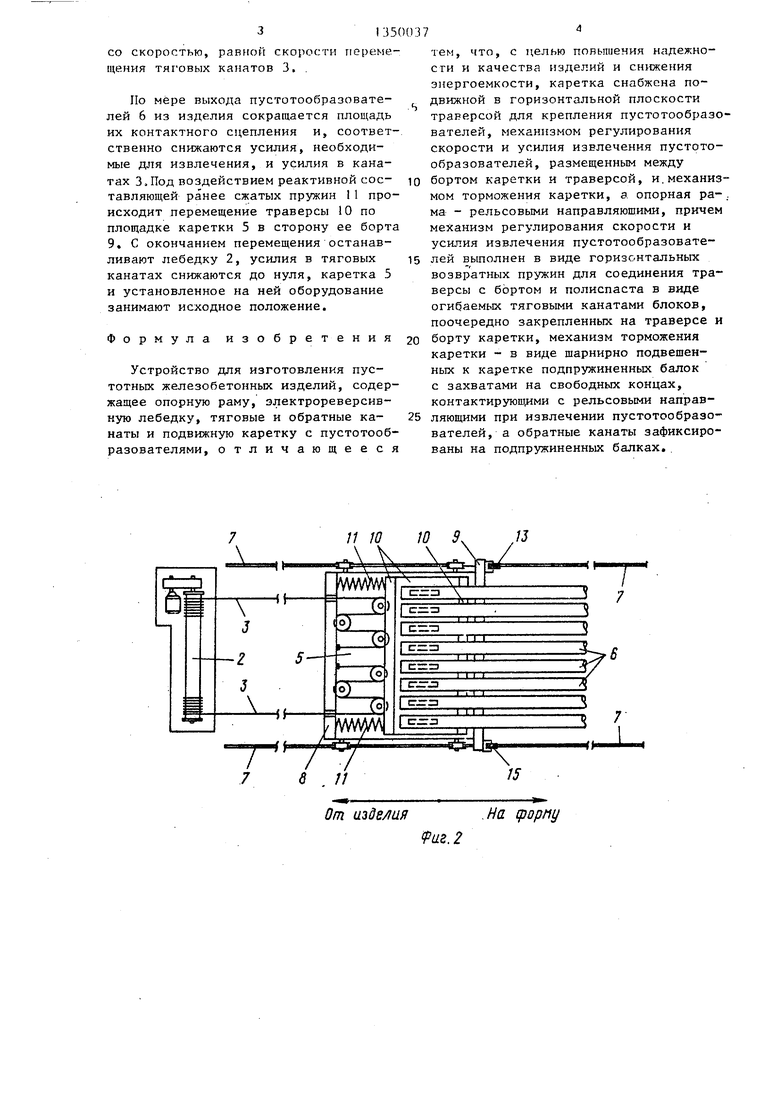
На фиг. изображено устройство, общий вид; на фиг.2 - то же план;
вием обратных xaisaTOB 4 на балки 13 осуществляют их поворот в направлении от каретки до свободной посадки захватов 14 на направляющие 7. При этом происходит сжатие пружин 15 балок 13 и освобожденный от заклинивания механизм торможения не препятствует последующему перемещению
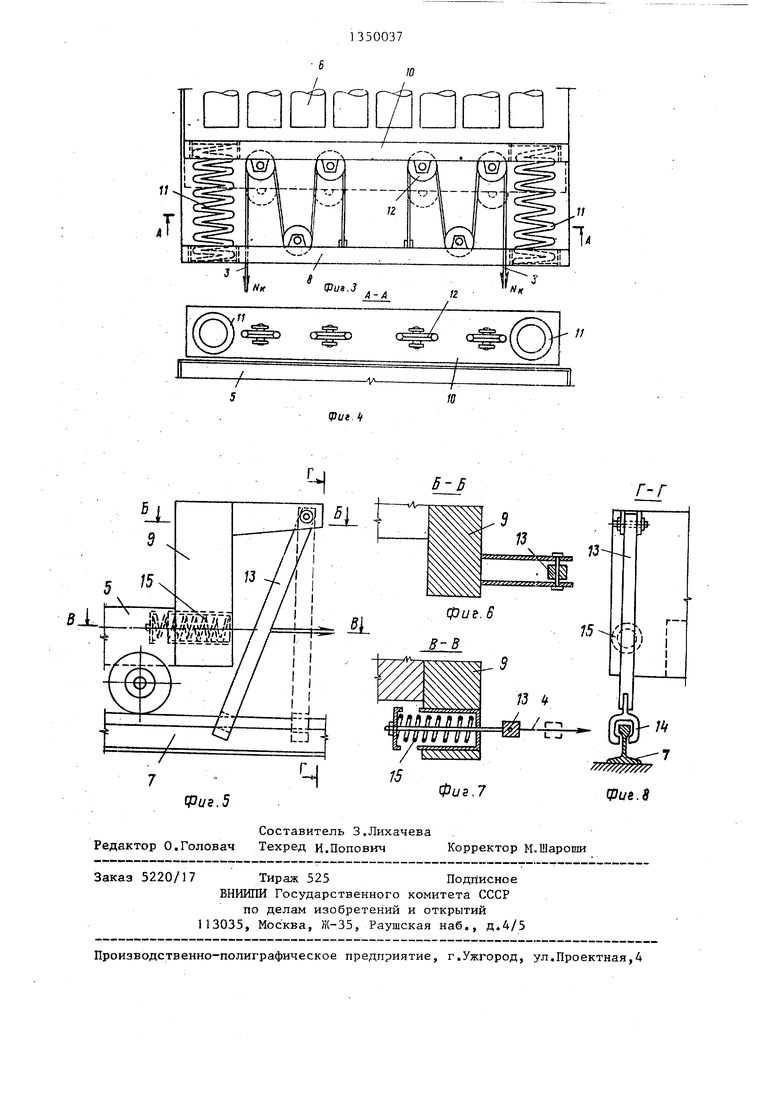
на фиг.З - механизм регулирования ско-10 каретки 5 с пустотообразователями на
рости и усилия извлечения пустотооб- разователей; на фиг,4 - разрез А-А на фиг.З; на фиг в 5 - механизм торможения; на фиг,6 - разрез Б-Б на на фиг. 7 - разрез В-В на фиг. 5;, на фиг.8 - разрез Г-Г на фиг.5,
Устройство для изготовления пустотных изделий содержит опорную раму 1, электрореверсивную лебедку 2, тяговые 3 и обратные 4 канаты для перемещения подвижной каретки 5 с пустотообразователями 6 по рельсовым направляющим 7, смонтированны.м на опорной раме 1. Каретка 5 имеет верхнюю площадку, ограниченную бортами 8 и 9. На площадке установлена траверса 10 с узлами крепления хвостовиков пусто- тообразователей 6, которая может перемещаться в пределах бортов 8 и 9. Между бортом 8 и траверсой 10 размещен механизм регулирования скорости и уси-дия извлечения пустотообразо- вателей, выполненный в виде горизонтальных возвратных пружин 11 для соединения траверсы 10 с бортом 8 и полиспаста, образованного блоками 12, огибаемыми тяговыми канатами 3 и поочередно закрепленными на траверсе 10 и борту 8 каретки 5, Механизм торможения выполнен в виде шарнирно подвешенных к борту 9 каретки 5 подпружиненных балок 13 с захватами 14 на свободных концах, контактируюа ими с рельсовыми направляющими 7. Обратные канаты 4 зафиксированы на балках 13.
Устройство работает следуюищм образом.
При отсутствии натяжения в каната 3 и 4 возвратные пружины 11 разгружены, тяговые усилия в полиспасте отсутствуют и траверса 10 смещена по площадке подвижной каретки 5 к борту 9, Балки 13 отклонены от вертикали в сторону каретки 5 и прижаты к ней под воздействием пружин 15, При этом захваты 14 препятствуют свободному перемещению каретки 5 на форму. При подаче пустотообразователей на форму включают лебедку 2 и воздейст
вием обратных xaisaTOB 4 на балки 13 осуществляют их поворот в направлении от каретки до свободной посадки захватов 14 на направляющие 7. При этом происходит сжатие пружин 15 балок 13 и освобожденный от заклинивания механизм торможения не препятствует последующему перемещению
форму под воздер ствием обратных канатов 4. С окончанием таких перемещений прекращается натяжение обратных канатов и установленное на каретке оборудование занимает такое же исходное положение, как и перед началом подачи на форму.
0
gg
5
После формования изделий начинают извлечение пустотообразователей 6.. Включают электрореверсивную лебедку 2, изменив направление перемещения канатов 3 и 4. Балки 13, освобожденные от действия обратных канатов 4 5 и смещенные в сторону каретки 5, под действием пружин 15 заклиниваются посредством захватов 14 на направляю- щих 7 и превращают каретку 5 в непо- движньй упор. От приведенного в дви- 0 жение тягового каната начинает рабо- , , тать полиспаст. Он усиливает воздей-, ствие тягового каната 3 на траверсу 10 пропорционально кратности полиспаста и усилию, развиваемому лебедкой 2 в канате 3, С достижением усилий, достаточных для срыва пустотообразователей 6, последние перемещаются со скоростью более низкой (кратно полиспасту), чем скорость перемещения канатов 3. Такое начальное извлечение сопровождается сжатием пружин 11 и постепенным исключением полиспаста из работы за счет возрастания в пружинах 11 реактивных усилий, гасящих воздействие полиспаста. Одновременно с этим, переход пустотообразователей из состояния покоя в состояние движения сопровождается постепенным понижением усилия, необходимого для преодоления сцепления пустотообразователей с бетоном. С достижением равенства этого требуемого усилия с усилием,- действующим в тяговых канатах 3, прекращается последующее сжатие пружин 11, и полиспаст полностью исключается из работы. Подвижная каретка 5 начинает свое движение от изделия, перемещаясь совместно с траверсой 10 и пустотообразователями 6
0
5
0
со скоростью, равной скорости перемещения тяговых канатов 3. .
По мере выхода пустотообразовате- лей 6 из изделия сокращается площадь их контактного сцепления и, соответственно снижаются усилия, необходимые для извлечения, и усилия в канатах 3,Под воздействием реактивной сое- тавляющей ранее сжатых пружин I1 происходит перемещение траверсы 10 по площадке каретки 5 в сторону ее борта 9, С окончанием перемещения останавливают лебедку 2, усилия в тяговых канатах снижаются до нуля, каретка 5 и установленное на ней оборудование занимают исходное положение.
Формула изобретения
Устройство для изготовления пустотных железобетонных изделий, содержащее опорную раму, электрореверсив- кую лебедку, тяговые и обратные ка- наты и подвижную каретку с пустотооб- разователями, отличающееся
7
11 10
тем, что, с целью повышения надежности и качества изделий и снижения энергоемкости, каретка снабжена подвижной в горизонтальной плоскости траверсой для крепления пустотообразо вателей, механизмом регулирования скорости и усилия извлечения пустото- образователей, размещенным между бортом каретки и траверсой, и.механизмом торможения каретки, а опорная рама - рельсовыми направляюшими, причем механизм регулирования скорости и усилия извлечения пустотообразовате- лей выполнен в виде горизонтальных возвратных пружин для соединения траверсы с бортом и полиспаста в виде огибаемых тяговыми канатами блоков, поочередно закрепленных на траверсе и борту каретки, механизм торможения каретки - в виде шарнирно подвешенных к каретке подпружиненных балок с захватами на свободных концах, контактирующими с рельсовыми направляющими при извлечении пустотообразо- вателей, а обратные канаты зафиксированы на подпружиненных балках,.
W 9.
15
Р
3
1 Г
чн
От издемя.На (рорпу
fu.z.2
to
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для возведения микросвайных фундаментов | 1986 |
|
SU1330266A1 |
| Установка для производства железобетонных труб | 1983 |
|
SU1400889A1 |
| Установка для формования многопустотных панелей из бетонных смесей | 1990 |
|
SU1742070A1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1472263A1 |
| Установка для формования вентблоков | 1985 |
|
SU1350028A1 |
| Установка для изготовления многопустотных строительных изделий | 1983 |
|
SU1101356A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Устройство для прессования строительных изделий с пустотами | 1987 |
|
SU1433806A1 |
| Способ изготовления пустотелых изделий из пресс-порошков и пресс-форма для изготовления пустотелых изделий из пресс-порошков | 1986 |
|
SU1430280A1 |
| Устройство для образования пустот в изделиях из бетонных смесей | 1977 |
|
SU636092A1 |
Изобретение относится к области изготовления пустотных железобетонных плит. Целью изобретения является повышение надежности и качества изделий и снижение энергоемкости. Это достигается за счет того, что устройство содержит электрореверсивную лебедку 2, тяговые 3 и обратные 4 канаты, подвижную каретку 5 с пустотооб- разователями 6. Каретка 5 снабжена подвижной траверсой 10 для крепления пустотообразователей 6 и механизмами торможения каретки и регулирования скорости и усилия извлечения пустотообразователей 6. Механизм регулирования выполнен в виде горизонтальных возвратных пружин и полиспаста в виде блоков, огибаемых тяговыми канатами и поочередно закрепленных на траверсе 10 и борту каретки, а механизм торможения - в виде шарнирно подвешенных к каретке подпружиненных балок с захватами на свободных концах, контактирующих с рельсовыми направляющими 7, причем обратные канаты 4 закреплены на балках. 8 ил. i СЛ С 00 СЛ 00 | fU8.f
.5
6-5
T-r
ч J-15
Фиг.7
/ ////////Y
yJus.S
Составитель З.Лихачева Редактор О,Головач Техред и.Попович Корректор М.Шароши
Заказ 5220/17 Тираж 525Подйисное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| 1973 |
|
SU453307A1 | |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
