Изобретение относится к строитель ному машиностроению, в частности к оР)Орудояанию для производства желе- зобетонных Tpyrt.
Цбшь изобретения - увеличение про- изводительности оборудования.
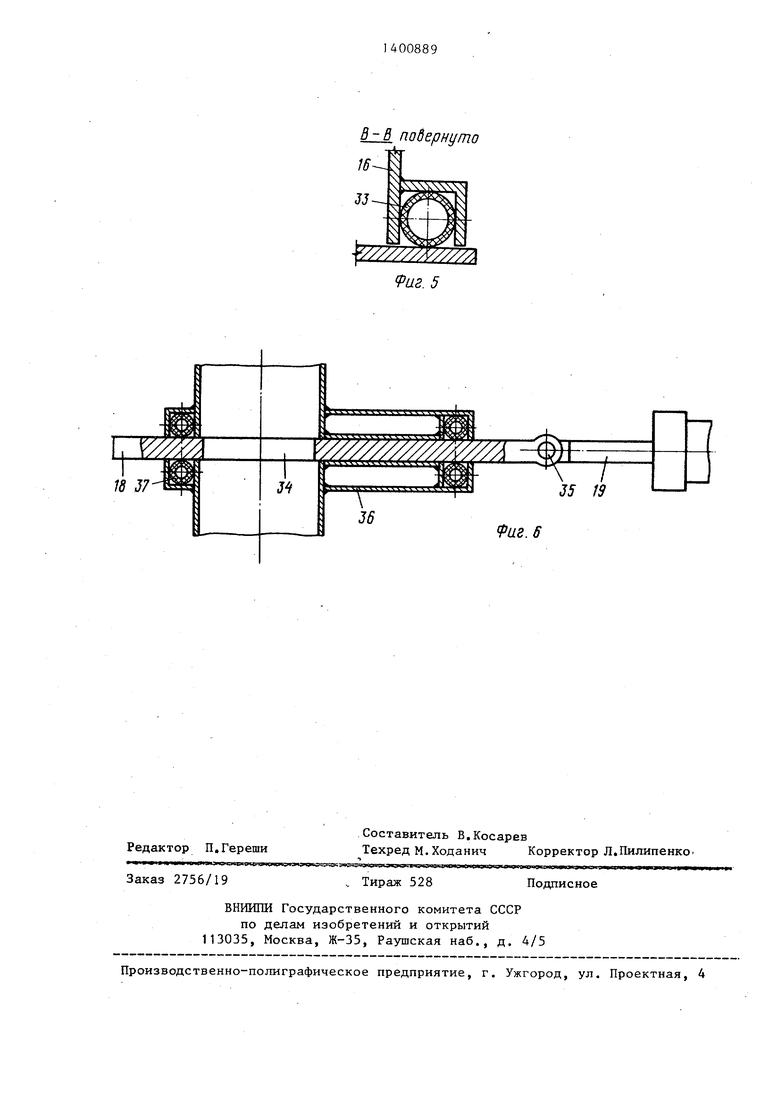
На фиг.1 изображена установка для производства железобетонных труб; на фиг.2 - разрез А-А на фиг.1; на фиг.З - технологический поддон, вид сбоку; на фиг,4 - разрез Б-Б на фиг.2; на фиг.З - разрез В-В на фиг.1; на фиг.6 шиберное устройство с уплотнениями.
Установка имеет неподвижную раму 1 с продольными рельсовыми или другого типа направляющими для перемеще НИН тележек 2 шагового конвейера, соединенных друг с другом шарнирными тягами 3, тяговой тележки 4 шагового перемещения, на которой смонтированы подвижный упор 5 н возвратная пружина 6 , гидравлических цилиндров 7, блоков 8 и канатов 9 полиспаста.
Бетонирующий агрегат, перемещающийся по поперечным направляющим, вьг полней в виде портального бетоноуклад чика, имеющего раму 10 с бункером Ни жестко закрепленным пустотообра- зователем 12, на которой шарнирно закреплены раскрывающиеся с помо1дью гидроцилиндров 13, кареток 14 и тяг 15 наружные полуформы 16, соединенные с бункером 1I скользящими трубопроводами 17л кольцевой формы, имеющими ши берные устройства 18, управляемые гидроцилиндрами 19, а приводом возвоат но поступательного перемещения бето ноукладчика с помощью гидроцилиндров 20, блоков 21 и канатов 22 полиспаста при установке вибраторов 23 на наружной, поверхности полуформ. Рамная конструкция технологических поддонов 24 состоит из жестко закреп - ленных боковой стойки и основания, к которому шарнирно прикреплена подвижная стойка 25, имеющая отверстия для установки пальцев 26 фиксации и вдоль оси которой перемещается подвижная скользящей рамка 27, в проре«- зях которой,как и в боковой стойке рамной конструкции5фиксируются с помощью конусных или другого типа зажимов 28 прдольные стержни арматурной сетки 29, предварительное натягивание которых осуществляется с помощью натяжных винтов 30.
Наружные полуформы 16 при закрывании образуют форму трубы 31 с открытым окном в сторону основания технологического поддона 24, которое уплотняется, как и другие боковые части полуформ, при помощи резиновых трубчатых уплотнений 32. Торцовое уплотнение полуформ выполняется с помощью замкнутого резинового трубчатого уплотнения 33, расположенного на наружной части их.
Шибер 18 выполняется в виде листовой конструкции с окном 34 в средней части и отверстием 35 в передней части для соединения с управляющим гид- роцилиндром 19 при уплотнении подвижной части шибера расположенными в рамной конструкции 36 кольцеобразными замкнутыми трубчатыми уплотнениями 37. Формующий стержень-пустотооб- разователь 12 представляет собой полую металлическую конструкцию 38, внутренняя поверхность которой обогревается паром (устройство подачи пара не показано) ,а наружная поверхность имеет эластичный резиновый кожух,обеспечивающий прессующее воздействие на внутреннюю поверхность изделия при подаче в пространство между конструкцией 38 и кожухом 39 жидкости или сжатого воздуха под давлением (устройство подачи не показано).
Установка для производства железобетонных труб работает следующим образом.
Продольные стержни предварительно изготовленной арматурной сетки 29 крепятся к стойкам технологических поддонов с помош эю зажимов 28. При этом подвижная стойка 28 предварительно отклоняется, а затем фиксиру- ется в вертикальном положении с помощью пальцев 26. Предварительное натяжение продольных стержней арматуры осуществляется при помощи натяжных винтов 30, установленных на подвижной рамке 27. Технологические поддоны в сборе совместно с арматур- ной сеткой устанавливаются на тележки 2 шагового конвейера и перемещаются, шаговым конвейером к рабочей позиции бетонирования. При этом шаговое перемещение конвейера обеспечивается полиспастом (элементы 20-22) с помощью тяговой тележки 4, на которой смонтированы подвиж1а1й упор 5 и в озвратная прунсина 6.
После остановки технологического поддона в рабочей позиции осуществляется перемещение портального бетоно укладчика (бетонирующего агрегата), бункер которого предварительно запол иен бетонной смесью, а наружные по луформы 16 раскрыты. После установки агрегата в позиции формирования наружные подуформы закрываются, включают ся вибраторы 23, открываются шиберные устройства 18 и бетонная смесь по труб0|проводам 17 кольцевой формы, поступает для формирования изделия. После заполнения рабочего пространст ва бетонной смесью в рабочую полость формующего стержня-пустотообразовате ля 12 подается пар, закрьшаются шиберные устройства 18, отключаются вибраторы 23 и в пространство между конструкцией 38 и резиновым кожухом 39 формующего стержня подается жидкость или сжатый воздух под давлением, под действием которого осуществля ется уплотнение внутренней поверхнос- ти изделия и вытеснение избытка воды.
После завершения внутреннего прес- соваш{я изделия рабочая емкость между резиновым кожухом 39 и конструкцией 36 стержня-пустотообразователя 12 соединяется со сливом или с окружающей средой, наружные полуформы 16 раскрываются и бетоноукладчик с формующими агрегатами возвращается в исходное положение, где осуществляется его очистка, а также заполнение бункера бетонной смесью.
Формула изобретения
Установка для производства железобетонных труб, содержащая портальный бетоноукладчик с бункером, составную форму, состоящую из двух полуформ, пустотообразователь и привод перемещения, отличающаяся тем, что, с целью повышения производитель ности установки, она снабжена теле- жечным конвейером с шарнирно закрепленными на нем тележками с поддонами, подвижными стойками фиксации продольных стержней арматуры, дополнительным портальным бетоноукладчиком, шарнир- но закрепленными на нем двумя полуфор мами, при этом пустотообразователь выполнен неразъемным и жестко соединен с дополнительным портальным бетоноукладчиком, а тележечный конвейер выполнен с шаговым приводом перемещения в виде трособлочной системы с гидроцилиндром.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для группового изготовления железобетонных изделий | 1989 |
|
SU1708629A1 |
| Установка для изготовления железо-бЕТОННыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU837871A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| КАССЕТНО-КОНВЕЙЕРНАЯ УСТАНОВКА | 1970 |
|
SU288617A1 |
| Установка для изготовления железобетонных колец | 1982 |
|
SU1084143A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, РИГЕЛЬ, БАЛКА И КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2292262C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |

Изобретение относится к строительству, в частности к оборудованию /7 для производства железобетонных труб и позволяет повысить производительность оборудования за счет конвейеризации изготовления. Это достигается благодаря тому, что установка снабже- на тележечным конвейером с шарнирно закрепленными на нем тележками 2 с поддонами 24, подвижными стойками фиксации продольных стержней арматуры, портальным бетоноукладчиком, шар- нирно закрепленными на нем двумя полу- формами 16. При этом пустотообразо- ватель 12 выполнен неразъемным и жестко соединен с портальным бетоноукладчиком, а тележечный конвейер выполнен с шаговым приводом перемещения в виде трособлочной системы с гидро цилиндром. 6 ил. , (Л /7 // Фuг.f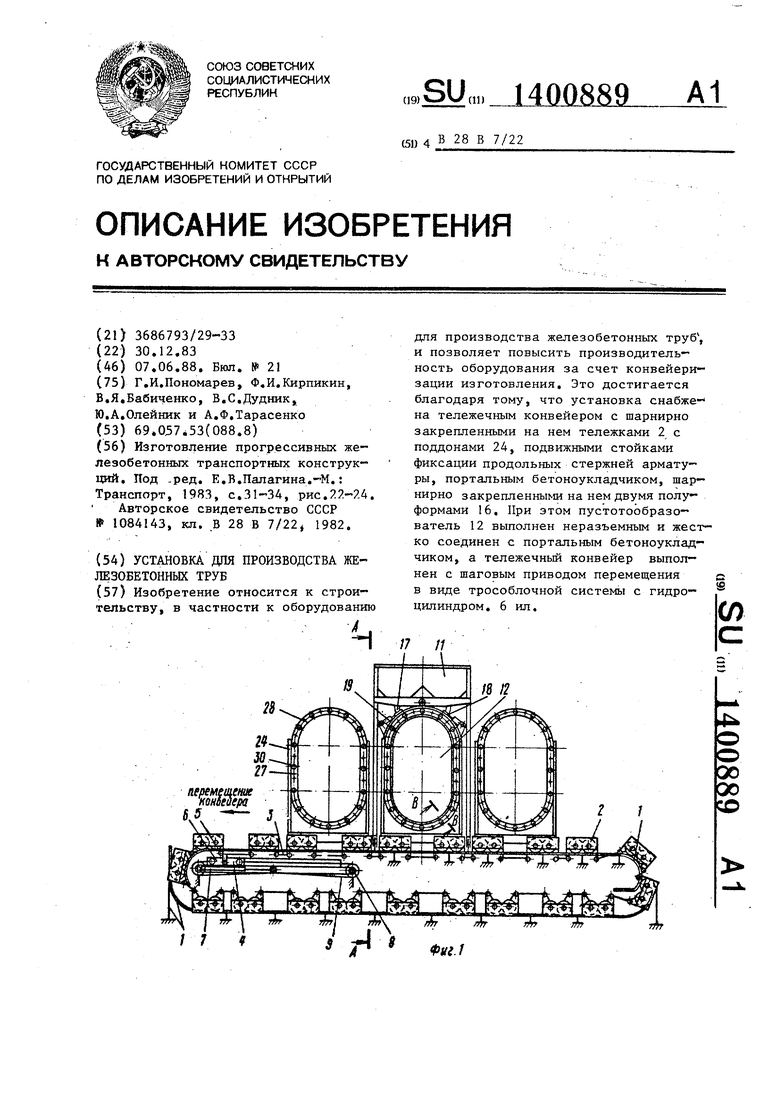
К1 А-А
u№ftt tntMue огрпата iSiS eemoffi/poffOHua
гв
I I ki.«/«
« «
31
Фи.д
6-6
39
16
игл
18 J7
Редактор П.Гереши
Заказ 2756/19
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
В-В подернуто
I
22222 2222 иг. 5
иг. 6
Составитель В.Косарев
Техред М.Ходанич Корректор Л.Пилипенко.
Тираж 528
Подписное
| Изготовление прогрессивных железобетонных транспортных конструкций | |||
| Под -ред | |||
| Е.В.Палагина.-М.: Транспорт, 1983, с.31-34, рис.27-24 | |||
| Установка для изготовления железобетонных колец | 1982 |
|
SU1084143A1 |
