Изобретение отно сится к производству пустотелых изделий из пресс-порошков и может быть использовано при изготовлении пустотных керамических и силикатных кирпичей, а также пустотелых блочных изделий из силикатных дисперсий и различных то костенных изделий Типа емкостей, колец и втулок,
Цель изобретения - повышение качества изделий.
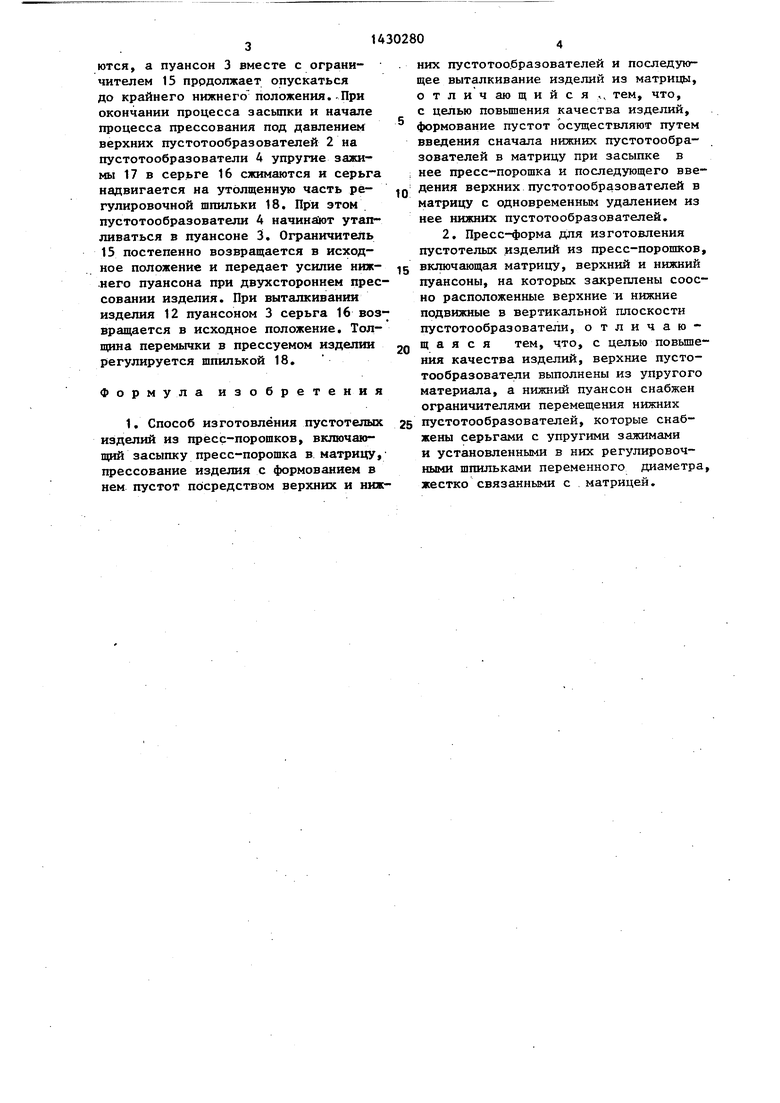
На фиГо1 показана начальная стадия засыпки пресс-порошка в матрицу} на фиг.2 - окс нчательная стадия засыпки; на фиг.З - начальная стадия двухстороннего прессования; на фиг.4 - окончательная стадия прессованияJ на фиг.З - удаление нижних пустото- образователей из матрицы; на фиг. 6 - выталкивание изделий из матрицы, на фиг. 7 - предлагаемая пресс-форма, общий вид, разрез (окончательная стадия засыпки пресс-порошка в матрицу); на фиг.8 - то же, при окончании процесса прессования; на фиг. 9 - то же при выталкивании изделий из матрицы; на фиг. 10 - узел 1 на фиг. 7.
П р им е р. Изготовления утолщенного стенового кирпича с семью несквозными пустотами и отверстиями в перемычке (пустотность кирпича 35%).
Сначала верхний пуансон 1 в сборке с пустотообразователями 2 отводят в крайнее верхнее положение, а нижний пуансон 3 с размещенными в нем плавающими пустотообразователями 4 устанавливают заподлицо с поверхностью матрицы 5. Затем подают каретку 6 с пресс-порошком 7 и опускают
10
15
20
25
30
35
пресс-форма закроется верхним пуансоном 1, происходит двухстороннее прессование изделия. В ходе последнего продолжается вытеснение пустот образователей 4 из полости матригц. в нижний пуансон 3 с одновременным перемещением формирующейся перемычки 9 к пуансону 3 и уплотнением пре порошка. Пустотообразователи 4 опус кают в крайнее нижнее положение.Пр этом поверхность их верхних торцов находящаяся заподлицо с поверхность нижнего пуансона, .принимает участие в прессовании изделия. В этой пози- тдаи завершают прессование изделия с одновременным формованием в нем не- сквозньрс пустот 10 с отверстиями 11 в перемычке 9. После окончания прес сования отводят верхний пуансон из матрицы и эластичные пустотообразов тели 2 извлекают из отформованных пустот 10. Нижним пуансоном 3 изделие 12 выталкивается из матрицы 5, после чего каретка 6 сталкивает его на транспортер 13 и возвращается в исходное положение.
Пресс-форма для изготовления пус тотелых изделий из пресс-порошков содержит верхний пуанСон 1 с пустот образователями 2, нижний пуансон 3 с пустотообразователями 4 и матрицу 5. Верхние 2 и нижние 4 пустотооб- разователи расположены соосно и могут перемещаться в вертикальной пло кости. При этом верхние пустотообра зов.атели 2 выполнены из упругого ма териала и имеют сечение, идентичное сечению нижних пустообразователей 4 Последние могут быть выполнены в ви
пуансон 3 совместно с-пустотообразо- де полых гильз или из текстолита и
0
5
0
5
0
5
пресс-форма закроется верхним пуан . соном 1, происходит двухстороннее прессование изделия. В ходе последнего продолжается вытеснение пустото- образователей 4 из полости матригц. 5 в нижний пуансон 3 с одновременным перемещением формирующейся перемычки 9 к пуансону 3 и уплотнением пресс- порошка. Пустотообразователи 4 опускают в крайнее нижнее положение.При этом поверхность их верхних торцов, находящаяся заподлицо с поверхностью нижнего пуансона, .принимает участие в прессовании изделия. В этой пози- тдаи завершают прессование изделия с одновременным формованием в нем не- сквозньрс пустот 10 с отверстиями 11 в перемычке 9. После окончания прессования отводят верхний пуансон из матрицы и эластичные пустотообразова- тели 2 извлекают из отформованных пустот 10. Нижним пуансоном 3 изделие 12 выталкивается из матрицы 5, после чего каретка 6 сталкивает его на транспортер 13 и возвращается в исходное положение.
Пресс-форма для изготовления пустотелых изделий из пресс-порошков содержит верхний пуанСон 1 с пустотообразователями 2, нижний пуансон 3 с пустотообразователями 4 и матрицу 5. Верхние 2 и нижние 4 пустотооб- разователи расположены соосно и могут перемещаться в вертикальной плоскости. При этом верхние пустотообра- зов.атели 2 выполнены из упругого материала и имеют сечение, идентичное сечению нижних пустообразователей 4. Последние могут быть выполнены в ви де полых гильз или из текстолита и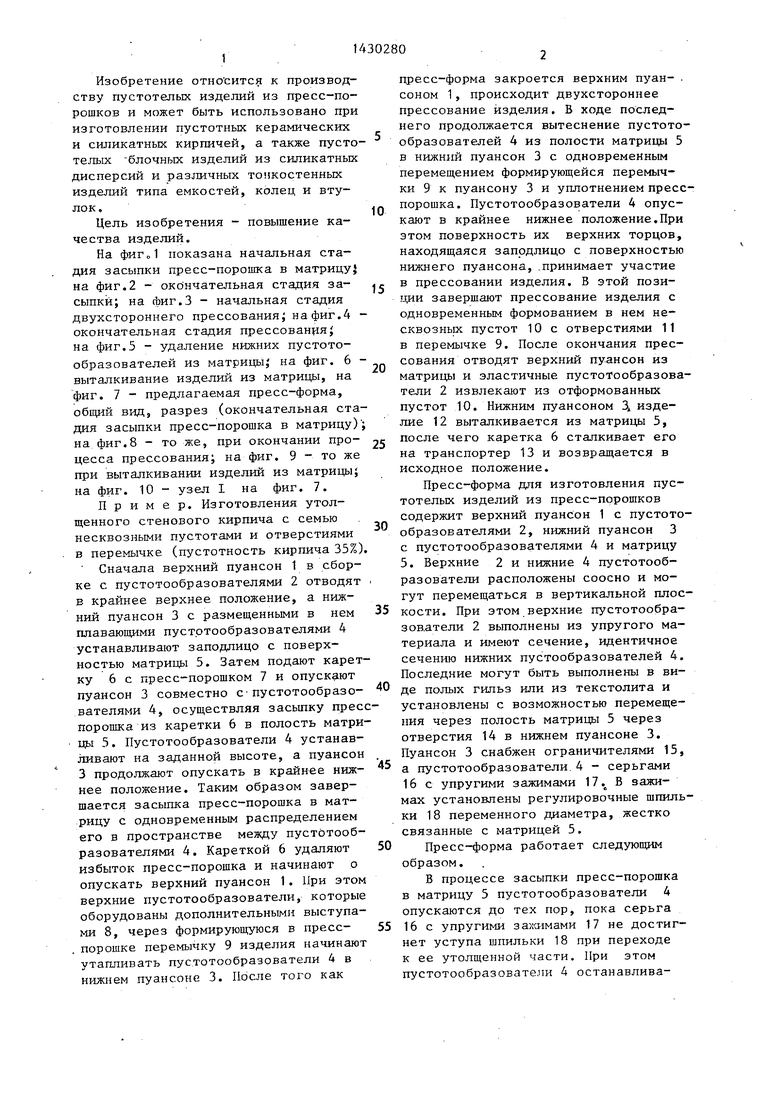
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для формования пустотелого строительного кирпича | 1990 |
|
SU1763192A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И СПОСОБ ИХ ФОРМОВАНИЯ | 1993 |
|
RU2047482C1 |
| Устройство для прессования строительных изделий с пустотами | 1987 |
|
SU1433806A1 |
| Устройство для прессования изделий из порошковых материалов с пустотообразователями | 1991 |
|
SU1804394A3 |
| Пресс-форма квазиизостатического прессования | 1989 |
|
SU1726254A1 |
| Устройство для формования пустотелых изделий | 1981 |
|
SU1043006A1 |
| Пресс-форма для формования пустотелых строительных изделий | 1982 |
|
SU1087337A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для изготовления блоков с пустотами из бетонной смеси | 1990 |
|
SU1740169A1 |
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |


Изобретение относится к производству пустотелых изделий из пресс- порошков. Цель изобретения - повышение качества изделий. Способ изготовления пустотелых изделий из пресс- порошков включает засыпку пресс-порошка в матрицу 5, прессование изделия с формованием внем пустот посредством верхних 2 и нижних 4 пустотооб- разователей и последующее выталкивание изделий из матрицы 5. Формование пустот осуществляют сначала путем введения нижних пустотообразователей 4 в матрицу при засыпке в нее цресс- порошка и последующего введения верхних пустотообразователей 2 в матрицу с одновременным удалением из нее нижних пустотообразователей 4. Пресс- форма для изготовления пустотел лх изделий содержит матрицу 5, верхний 1и нижний 3 пуансоны, на которых закреплены сооснб расположенные верхние 2и нижние 4 пустотообразователи. Верхние пустотообразователи 2 вьшол- нены из упругого материала, а нижний пуансон 3 снабжен ограничителями 15 перемещения пустотообразователей 4, снабженных серьгами 16 с упругими зажимами 17 и установленными в них регулировочными шпильками 18 переменного диаметра. 1 з.п. ф-лы, 10 ил. Г7 фи5.7
вателями 4, осуществляя засыпку пресс поропжа из каретки 6 в полость матри- Щ)1 5. Пустотообразователи 4 устанав- швают на заданной высоте, а пуансон 3 продолжают опускать в крайнее нижнее положение. Таким образом завершается засыпка пресс-порошка в матрицу с одновременным распределением его в пространстве между пустотообразователями 4. Кареткой 6 удаляют избыток пресс-порошка и начинают о опускать верхний пуансон 1. При этом верхние Пустотообразователи, которые оборудованы дополнительными выступами 8, через формирующуюся в пресс- порошке перемычку 9 изделия начинают утапливать Пустотообразователи 4 в нижнем пуансоне 3. После того как
установлены с возможностью перемещения через полость матрицы 5 через отверстия 14 в нижнем пуансоне 3. Пуансон 3 снабжен ограничителями 15,
а Пустотообразователи. 4 - серьгами 16 с упругими зажимами 17. В зажимах установлены регулировочные шпильки 18 переменного диаметра, жестко связанные с матрицей 5.
Пресс-форма работает следуюш АМ образом.
В процессе засыпки пресс-порошка в матрицу 5 Пустотообразователи 4 опускаются до тех пор, пока серьга
16 с упругими за/;шмами 17 не достигнет уступа шпильки 18 при переходе к ее утолщенной части. При этом Пустотообразователи 4 останавливаются, а пуансон 3 вместе с ограничителем 15 продолжает опускаться до крайнего нижнего положения.-При окончании процесса засыпки и начале процесса прессования под давлением верхних пустотообразователей 2 на пустотообразователи 4 упругие зажимы 17 в серьге 16 сжимаются и серьга надвигается на утолщенную часть регулировочной шпильки 18. При этом пустотообразователи 4 начинает утапливаться в пуансоне 3. Ограничитель 15 постепенно возвращается в исходное положение и передает усилие нижнего пуансона при двз хстороннем прессовании изделия. При выталкивании изделия 12 пуансоном 3 серьга 16 возвращается в исходное положение. Толщина перемычки в прессуемом изделии регулируется шпилькой 18.
Формула изобретения
них пустотоо.бразователей и последующее выталкивание изделий из матрицы, отличающийся,, тем, что, с целью повьшзения качества изделий, формование пустот осуществляют путем введения сначала нижних пустотообразователей в матрицу при засыпке в нее пресс-порошка и последующего введения верхних пустотообразователей в матрицу с одновременным удалением из нее нижних пустотообразователей.
включающая матрицу, верхний и нижний пуансоны, на которых закреплены соос- но расположенные верхние и нижние подвижные в вертикальной плоскости пустотообразователи, отличающаяся тем, что, с целью повышения качества изделий, верхние пустотообразователи выполнены из упругого материала, а нижний пуансон снабжен ограничителями перемещения нижних
пустотообразователей, которые снабжены серьгами с упругими зажимами и установленными в них регулировочными шпильками переменного диаметра, жестко связанными с матрицей.
и
6
/
/
/ /
X
(риг.
(риг.. 4
J
Л
re
(риг 9
IS
Фаг.ф
| Пресс для изготовления многопустотных строительных изделий | 1982 |
|
SU1113251A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
