Изобретение относится к кабельной технике, преимущественно к изготовлению эмалированных проводов, и может быть использовано в горизонтальных многоходовых эмальагрегатах при заправке проволоки на направляющие ролики.
Целью -изобретения является упро-щение процесса заправки.
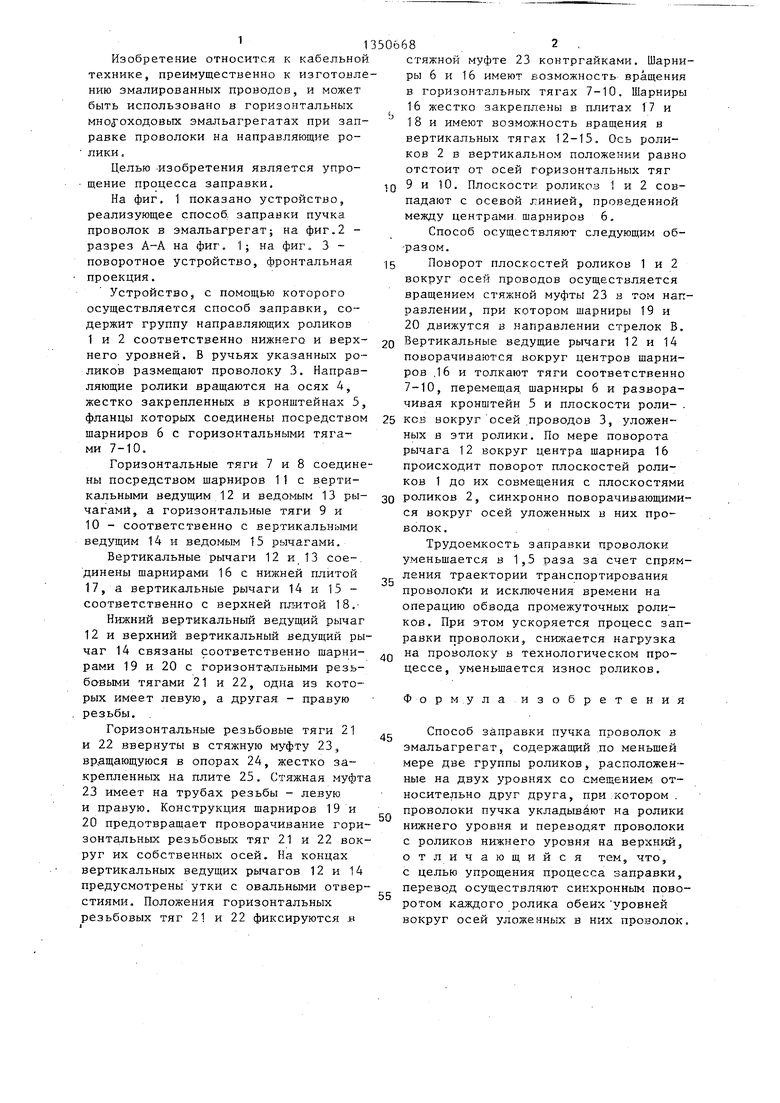
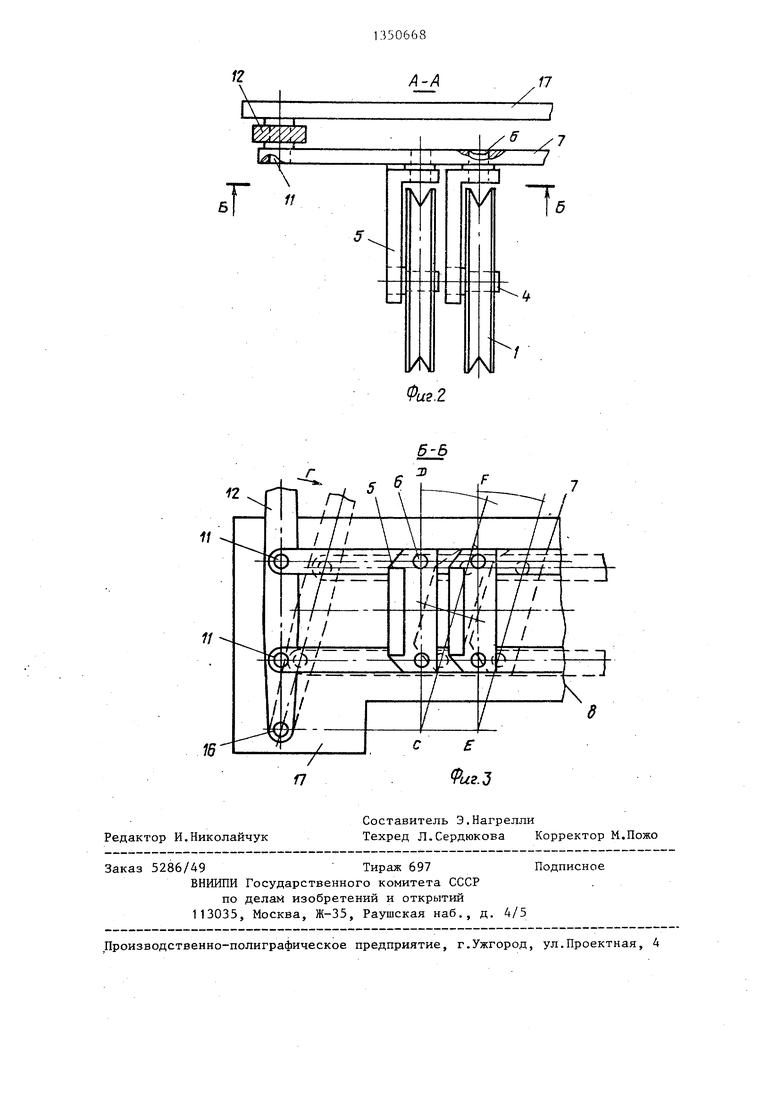
На фиг. 1 показано устройство, реализующее способ., заправки пучка проволок в эмальагрегат; на фиг.2 - разрез на фиг, 1; на фиг. 3 - поворотное устройство, фронтальная проекция.
Устройство, с помощью которого осуществляется способ заправки, содержит группу направляющих роликов 1 и 2 соответственно нижнего и верхнего уровней. В ручьях указанных роликов размещают проволоку 3. Направляющие ролики вращаются на осях 4, жестко закрепленных в кронштейнах 5, фланцы которых соединены посредством шарниров 6 с горизонтальными тягами 7-10.
Горизонтальные тяги 7 и 8 соединены посредством шарниров 11 с вертикальными ведущим 12 и ведомым 13 рычагами, а горизонтальные тяги 9 и 10 - соответственно с вертикальными ведущим 14 и ведомым 15 рычагами.
Вертикальные рычаги 12 и 13 соединены шарнирами 16 с нижней плитой 17, а вертикальные рычаги 14 и 15 - соответственно с верхней пл-итой 18,Нижний вертикальный ведущий рычаг 12 и верхний вертикальный ведущий рычаг 14 связаны соответственно шарнирами 19 и 20 с горизонтальными резь- бо-выми тягами 21 и 22, одна из которых имеет левую, а другая - правую резьбы.
Горизонтальные резьбовые тяги 21 и 22 ввернуты в стяжную муфту 23, врдщающуюся в опорах 24, жестко закрепленных на плите 25. Стяжная муфта 23 имеет на трубах резьбы - левую и правую. Конструкция шарниров 19 и 20 предотвращает проворачивание горизонтальных резьбовых тяг 21 и 22 вокруг их собственных осей. На концах вертикальных ведущих рычагов 12 и 14 предусмотрены утки с овальными отверстиями. Положения горизонтальных резьбовых тяг 21 и 22 фиксируются я.
5
0
5
стяжной муфте 23 контргайками. Шарниры 6 и 16 имеют возможность вращения в горизонтальных тягах 7-10. Шарниры 16 жестко закреплены в плитах 17 и 18 и имеют возможность вращения в вертикальных тягах 12-15. Ось роликов 2 в вертикальном положении равно отстоит от осей горизонтальных тяг Q 9 и 10. Плоскости роликов 1 и 2 совпадают с осевой линией, проведенной между центрами, шарниров 6.
Способ осуществляют следующим об- разом.
Поворот плоскостей роликов 1 и 2 вокруг осей проводов осуществляется вращением стяжной муфты 23 в том направлении, при котором шарниры 19 и 20 движутся в направлении стрелок В. Вертикальные ведущие рычаги 12 и 14 поворачиваются вокруг центров шарниров ,16 и толкают тяги соответственно 7-10, перемещая, шарниры 6 и разворачивая кронштейн 5 и плоскости роли- . ков вокруг осей проводов 3, уложенных в эти ролики. По мере поворота рычага 12 вокруг центра шарнира 16 происходит поворот плоскостей роликов 1 до их совмещения с плоскостями роликов 2, синхронно поворачивающимися вокруг осей уложенных в них проволок.
Трудоемкость заправки проволоки уменьшается в 1,5 раза за счет спрямления траектории транспортирования проволовГи и исключения времени на операцию обвода промежуточных роликов. При этом ускоряется процесс заправки проволоки, снижается нагрузка на проволоку в технологическом процессе, уменьшается износ роликов.
0
5
0
Форм.улаизобретения
Способ зйправки пучка проволок в эмальагрегат, содержащий .по меньшей мере две группы роликов, расположенные на двух уровнях со смещением относительно друг друга, при .котором . проволоки пучка укладывают на ролики нижнего уровня и переводят проволоки с роликов нижнего уровня на верхний, отличающийся тем, что, с целью упрощения процесса заправки, перевод осуществляют синхронным поворотом каждого ролика обеих уровней вокруг осей уложенных в них проволок.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный эмальагрегат с механизированной заправкой проволоки | 1978 |
|
SU868846A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| УНИВЕРСАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2293652C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННАЯ В ЭТОМ ТЕХНОЛОГИЧЕСКОМ КОМПЛЕКСЕ | 2005 |
|
RU2304042C2 |
| Устройство для заправки нитевидного материала | 1976 |
|
SU745838A1 |
| Способ заправки проволоки в эмальагрегат | 1983 |
|
SU1098040A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Устройство для заправки проволоки в эмальагрегат | 1975 |
|
SU548525A1 |
| Линия для удаления окалины с длинномерного материала | 1984 |
|
SU1242274A1 |
| КУЛЬТИВАТОР | 1995 |
|
RU2090025C1 |
Изобретение относится к кабельной технике, преимущественно к изготовлению эмалированных проводов, и может быть использовано в горизонтальных многоходовых эмальагрегатах при заправке проволоки на направляющие ролики. Цель изобретения - упрощение процесса заправки. Устройство, осуществляющее способ, содержит группы направляющих роликов нижнего 1 и верхнего 2 уровней. В ручьях указанных роликов размещают проволоку 3. Группы роликов с помощью системы рычагов 12-15 и тяг 7-10 осуществляют синхронный поворот вокруг осей уложенных в них роликов. 3 ил. & (Л с
П
Редактор И.Николайчук
Заказ 5286/49Тираж 697
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
б Б :D
Й/г.Л
Составитель Э.Нагрелли
Техред Л.Сердюкова Корректор М.Пожо
Подписное
