Изобретение относится к кабельной технике гсреимущественно к изготовлению микронных эмальпроводов и может быть использовано в горизонтальных многоходовых эмальагрегатах.
Способ заправки проволоки в многоходовые эмальагрегаты осуществляется путем пропускания проволоки через замкнутое пространство нагретой зоны эмальпечи. Обычно для этого используют бесконечную ленту из жаропрочного материала, проходящую через эмальпечь и установленную на вращающихся роликах, один из которых делается приводным. К этой ленте привязывается провод и при ее движении .многократно (4-12 раз) проводится через нагретую зону эмальпечи. После каждого прохода через печь провод вручную раскладывается по канавкам переднего и заднего направляющих роликов . По окончании заправки провод вводят в контакт с лаконаносящим устройством С
Известный способ заправки представляет довольно сложный и трудоемкий процесс. Кроме того применение перспективных жестких калибров значительно затрудняет заправку проволоки в агрегаты.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ заправки проволоки в эмальагрегат, заключающийся в пропускании конца проволоки через калибры, установке их в гнезда калибродержателя лакового узла, креплении конца проволоки к транспортировочной ленте, проводке последней через эмальпечь и закреплении проволоки на приемной катушке 2}
Такой способ заправки также трудоемок, требует специального обучения и навыков у обслуживающего персонала, значительного времени заправки, что снижает производительность.
После каждого прохода необходимо отсоединить провод от транспортировочной ленты, пропустить его через калибр и вновь закрепить на ленте. Число таких операций соответствует количеству проходов эмалирования проволоки.
Цель изобретения - сокращение времени заправки и упрощение процесса.
Поставленная цель достигается тем, что согласно способу заправки
проволоки в эмальагрегат, заключающемуся в пропускании конца проволоки через калибры, установке их в гнезда калибродержателя лакового узла, креплении конца проволоки к транспортировочной ленте, проводке последней через эмальпечь и закреплении проволоки на приемной катушке, калибры устанавливают в кассету, последнюю закрепляют на транспортировочной ленте, конец проволоки пропускают последовательно через все калибры, после чего производят его крепление к транспортировочной ленте, последний по ходу движения проволоки калибр переносят из кассеты в гнездо калибродержателя лакового узла и кассету с оставшимися калибрами проводят вместе с транспортировочной лентой Q через эмальпечь, причем указанный перенос осуществляют многократно по числу устанавливаемых в кассету калибров .
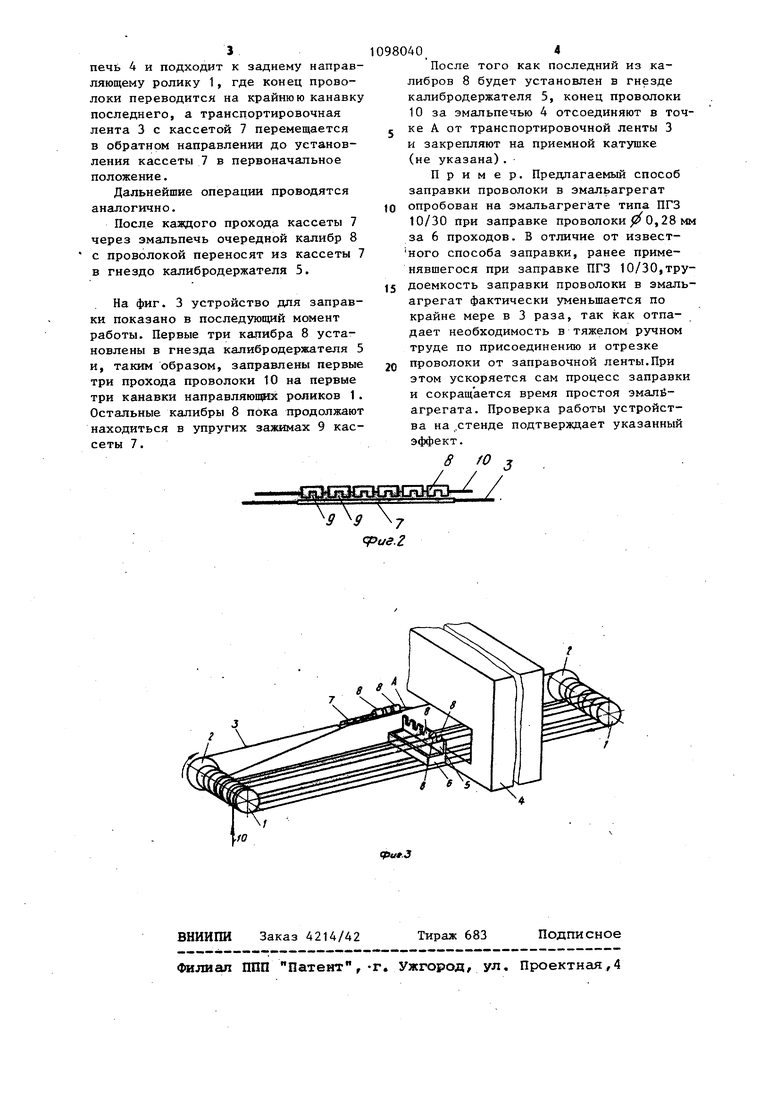
На фиг. 1 изображена схема устрой5 ства, реализующего способ , начальный момент заправки проволоки в эмальагре|Гат; на фиг. 2 - кассета в укрупненом масштабе; на фиг. 3 - последующий момент заправки проволоки в эмальагрегат.
Устройство для осуществляения способа заправки содержит направляющие ролики 1, соосно установленные с приводными шкивами 2, которые огибаются транспортировочной лентой 3, проходящей сквозь эмальпечь 4, и калибродержатель 5 лаковой ванны 6. На транспортировочной ленте 3 закреплена кассета 7, выполненная из гибкого материала с набором калибров 8, закрепленных в упр|угих зажимах 9. Проволока обозначе:на позицией 10.
В процессе заправки проволоки 10 в эмальагрегат ее конец с первой канавки направляющего ролика 1 пропускают сразу чере;з все калибры В, установленные в кассете 7, и закрепляют на транспортировочной ленте 3 в точке А.
Далее последний по ходу движения проволоки калибр 8 вынимают и вместе с пропущенной через него проволокой 10 укладывают в гнезде калибродержателя 5, расположенное напротив первой канавки направляющего ро5 лика 1 (фиг. 3). Вращением шкива 2 транспортировочная лента 3 с прикрепленной к ней проволокой 10 и кассетой 7 проводится сквозь эмальпечь 4 и подходит к заднему направляющему ролику 1, где конец проволоки переводится на крайнюю канавку последнего, а трансцортировочная лента 3 с кассетой 7 перемещается в обратном направлении до установления кассеты 7 в первоначальное положение. Дальнейшие операции проводятся аналогично. После каждого прохода кассеты 7 через эмальпечь очередной калибр 8 с проволокой переносят из кассеты 7 в гнездо калибродержателя 5. На фиг. 3 устройство для заправки показано в последующий момент работы. Первые три калибра 8 установлены в гнезда калибродержателя 5 и, таким образом, заправлены первые три прохода проволоки 10 на первые три канавки направляю1ф{х роликов 1 . Остальные калибры 8 пока продолжают находиться в упругих зажимах 9 кассеты 7.
о
9 7 qpue.Z После того как последний из калибров 8 будет установлен в гнезде калибродержателя 5, конец проволоки 10 за эмальпечью 4 отсоединяют в точке А от транспортировочной ленты 3 и закрепляют на приемной катушке (не указана). Пример, Предлагаемый способ заправки проволоки в эмальагрегат опробован на эмальагрегате типа ПГЗ 10/30 при заправке проволоки 0,28 мм за 6 проходов. В отличие от известного способа заправки, ранее применявшегося при заправке ПГЗ 10/30,трудоемкость заправки проволоки в эмальагрегат фактически уменьшается по крайне мере в 3 раза, так как отпадает необходимость в тяжелом ручном труде по присоединению и отрезке проволоки от заправочной ленты.При этом ускоряется сам процесс заправки и сокращается время простоя эмалбагрегата. Проверка работы устройства на .стенде подтверждает указанный эффект. 8 fO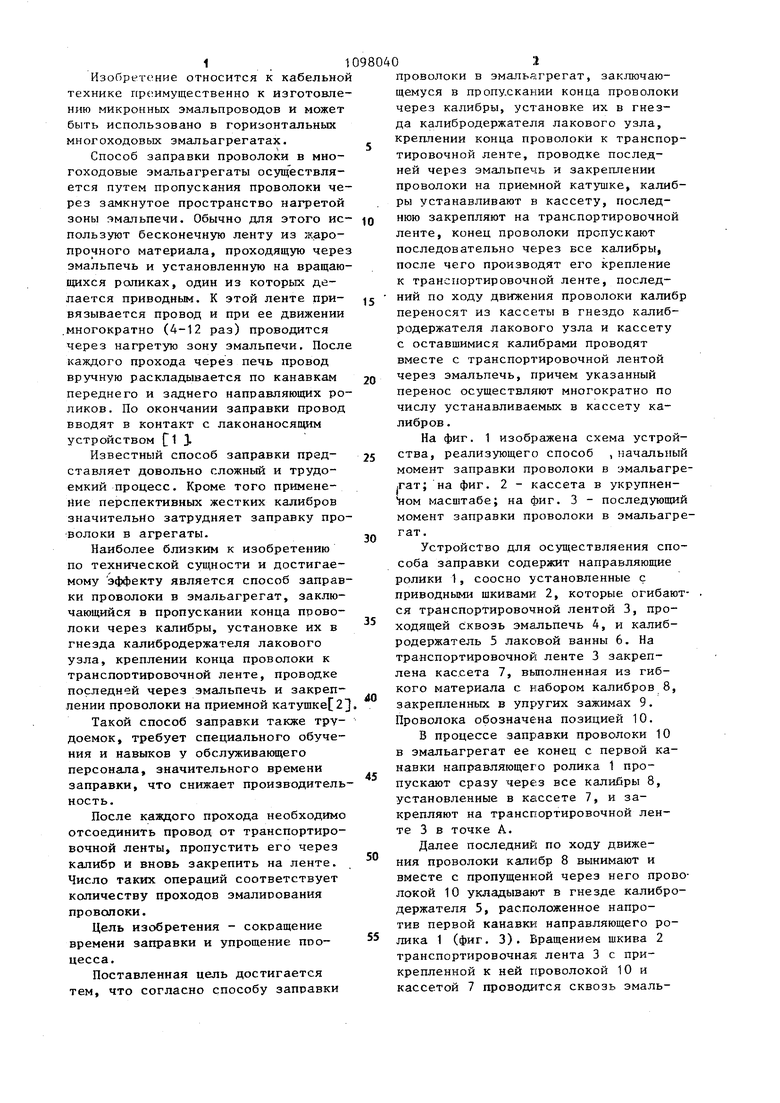
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный эмальагрегат с механизированной заправкой проволоки | 1978 |
|
SU868846A1 |
| Устройство для заправки проволоки в эмальагрегат | 1975 |
|
SU548525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047231C1 |
| Установка для нанесения покрытий на изделие протяженной формы | 1977 |
|
SU691932A1 |
| Устройство для заправки нитевидного материала | 1976 |
|
SU745838A1 |
| Установка для нанесения покрытий на изделие протяженной формы | 1979 |
|
SU860144A2 |
| Устройство для подачи проволоки швейного аппарата | 1982 |
|
SU1301728A1 |
| Устройство для заправки нитевидного материала в печь | 1977 |
|
SU725759A1 |
| Устройство для калибрования протяженного изделия | 1977 |
|
SU675453A1 |
| Устройство для калибрования протяженного изделия | 1980 |
|
SU980168A2 |
СПОСОБ ЗАПРАВКИ ПРОЮЛОКИ В ЭМАЛЬАГРЕГАТ, заключающийся в пропускании конца проволоки через калибры, установке их в гнезда калибродержателя лакового узла, креплении конца проволоки к транспортировочной ленте, проводке последней через эмальпечь и закреплении проволоки на приемной катушке, отличающийс я тем, что, с целью сокращения времени заправки и упрощения процесса, калибры устанавливают в кассету, последнюю закрепляют на транспортировочной ленте, конец проволоки пропускают последовательно через все калибры, после чего производят его крепление к транспортировочной ленте, последний по ходу движения проволоки калибр переносят из кассеты в гнездо . калибродержателя лакойбго. узла и кас§ сету с оставшимися калибрами прово-дят вместе с транспортировочной лен(Л той через эмальпечь, причем указаннь1й перенос осуществляют многократно по числу устанавливаемых в кассету калибров. со 00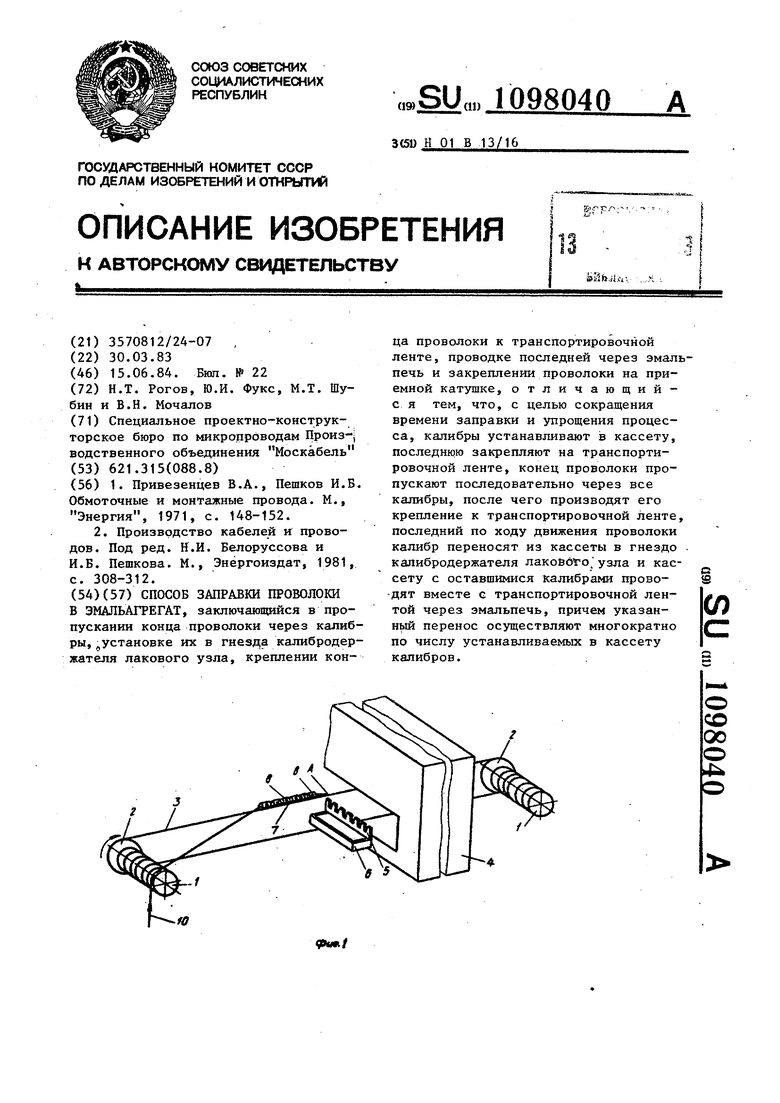
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Привезенцев В.А., Пешков И.Б | |||
| Обмоточные и монтажные провода | |||
| М., Энергия, 1971, с | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Производство кабелей и проводов | |||
| Под ред | |||
| Н.И | |||
| Белоруссова и И.Б | |||
| Пешкова | |||
| М., Энёргоиздат, 1981, с | |||
| Распределительный механизм для паровых машин | 1921 |
|
SU308A1 |
