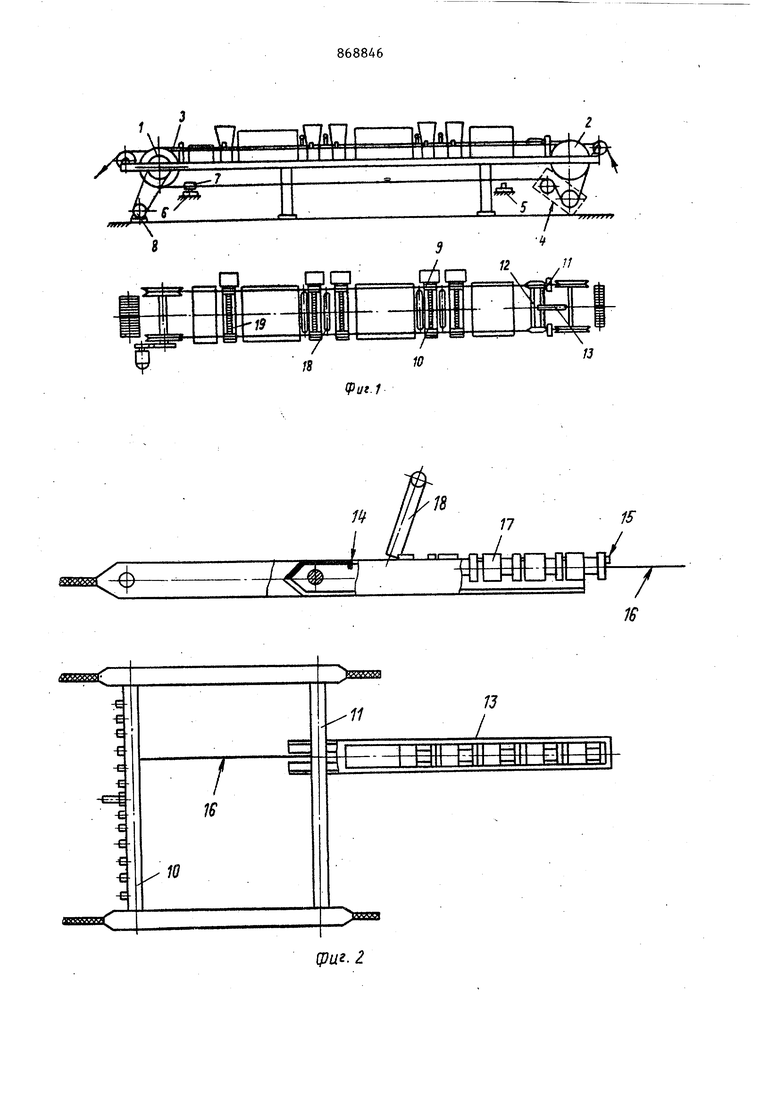
(54) ГОРИЗОНТАЛЬНЫЙ ЭМАЛЬАГРЕГАТ С МЕХАНИЗИРОВАННОЙ ЗАПРАВКОЙ ПРОВОЛОКИ Изобретение относится к кабельной технике, а именно к производству эма лированных проводов. Известны устройства для механизированной заправки проволокой многоходовых эмашьагрегатов с печами гори зонтального типа D j. Такие устройства состоят из бесконечных жаропрочных тросов или лент натянутых на роликах или барабанах и пропущенных через печи. Наиболее близким к предлагаемому является устройство для механизированной заправки многоходового эмальагрегата с горизонтальными последовательно расположенными печами для изготовления проводов диаметром 0,81,2 мм. Устройство состоит из двух бесконечных жаростойких лент с попер чинами, натянутых на вращающихся роли ках и пропущенных через печи 2. Заправка проволокой эмальагрегата с применением описанного устройства для механизированной заправки трудоемка, так как необходимо у каяодого изолирующего узла остановить поперечину,отвязать проволоку, продеть ее через калибр, провязать проволоку к поперечине и пустить устройство. При остановке проволока обгорает и загрязняет изолирующие узлы. Цель изобретения - повьшение производительности и качества эмалирования путем обеспечения безостановочной заправки. Поставленная цель достигается тем, что в известном эмальагрегате с механизированной заправкой многоходовой проволоки, состоящем из двух бесконечных передач из жаростойких лент или тросов, натянутых на вращающихся от электропривода блоках и проходящих через печи эмальагрегата с закрепленными на них поперечинами, и концевых выключателей, применен челнок для калибров с проволокой, который закрепляется передним концом шарнирно на поперечине верхней ветви. В зависимости от места нахождения заправляемого хода челнок может быть установлен в любом месте между верхними ветвями бесконечной передачи путем перемещения его по поперечине. Челнок представляет собой полое тело, открытое с торцов и имеющее в верхней и нижней части прорези. Для вывода заправляемой проволоки нижняя прорезь выполнена во .всю длину челнока. Верхняя прорезь челнока ограничена по обоим торцам упорами и необходима для перемещения калибров до заднего упора. Упоры нужны для удержания калибров в челноке при протяжке их, а для ввода и вывода калибров упор на заднем торце удален от последнего на расстояние хвостовой части калибра. Для обеспечения автоматического извлечения калибров из челнока и установки их в калибродержатели изолирующих узлов, последние должны выступать над уровнем верхней ветви бесконечной передачи таким образом, чтобы отношение длины челнока к размеру выступающей части калибродержателя бы ло меньше отношения длины калибра к в соте упора. В этом случае, при проходе челнока через капибродержатель, ка либр имеет возможность повернуться от носительно челнока на угол, достаточный для выхода его из упора, Для перехода поперечины с челноком через выступающие над верхней ветвью.бесконечной передачи калибродержатели и фиксации- челнока относительно паза калибродержателя по бокам изолирующих УЗЛОВ установлены овальные кулачковые выступы с канавками. С целью обеспечения возвратно-поступательного хода челнока на -нижней ветви бесконечной передачи в противоположной стороне от челнока закреплена планка, дёйству ощая на концевые выключатели. На фиг. 1 изображено устройство для механизированной заправки проволокой многоходового горизонтального эмальагрегата, общий вид; на фиг.2- челнок с набранными калибрами и двум поперечинами при прохождении его через эмальагрегат; на фиг. 3 - челно в положении установки калибра в калибродержатель; на фиг. 4 и фиг.5 челнок при обратном ходе. Устройство для механизированной заправки содержит две пары блоков 1 64 и 2, жаростойкий трос 3, натяжное устройство 4, концевые выключатели 5 и 6, планки 7, электропривод 8, кулачковые выступы 9 и 10, поперечины 11 и 12, челнок 13, с упорами 14 и 15, заправляемую проволоку 16, калибры 17, шторки 18, калибродержатели 19, корпус 20 изолирующего узла, вращающийся валик-21, с канавками 22, съемный нож 23. Заправка эмальагрегата проволокой 16 осуществляется следующим образом. Челнок 13 перемещением по поперечине 11 устанавливается на месте заправляемого хода проволоки. Проволока с набранными калибрами 17 вставляется в челнок 13, конец ее закрепляется на поперечине 12 и включается электропривод 8, приводящий во вращение бло-ки 1 , на которые натянуты тросы 3. При приближении .челнока 13 к изолирующим узлам механически с помощью шарнирно закрепленных верхних . шторок 18, при прохождении которых челнок ползет по ним, через верхнюю прорезь челнока калибры продвигаются до упора 15. Обогнув с помощью кулачковых выступов 9 и 10 выступающие части калибродержателей 19 изолирующих устройств, поперечины оказываются впереди изолирующих устройств таким образом, что челнок, упираясь свободным задним концом на калибродержатель, поворачивается на угол, определяемый отношением длины челнока к размеру выступающей над верхней ветвью троса части калибродержатбля. Поскольку это отношение меньше отношения длины калибра к высоте упора угол поворота калибра относительно челнока будет больше угла, необходимого для выхода калибра за упор, благодаря чему , упор не будет препятствовать выходу калибра из челнока. На фиг. 3 изображен челнок в положении установки калибра в калибродержатель изолирующего узла валкового типа, состоящего из корпуса 20, калибродержателя 19, вращающегося валика 21 с канавками 22 и съемного ножа 23. Для обеспечения перехода поперечины с челноком через калибродержатели изолирующих узлов и фиксации челнока относительно пазов калибродержателей по бокам изолирующих узлов установлены овальные кулачковые выступы с канавками. Контакт проволоки с изолирующей жидкостью в подобных изолирующих узлах осуществляется посредством переноса жидкости в канавках вращающего валика 21. Ограничение объема жидкос ти на валике ос5Ш1ествляется с помощь ножа 23. При заправке эмальагрегата после попадания калибра с проволокой в калибродержатель 19, проволока распола гается в канавке 22 валика 21. При движении проволоки изолирунщая жидкость за счет сил адгезии увлекается в калибр, где происходит калибровани наносимой изолирующей жидкости. Избы ток жидкости стекает в изолирующий узел. При дальнейшем ходе свободный конец челнока сходит с калибродержателя, опускается и калибр попадает в к либродержатель 19. Установив последний калибр челнок проходит камеру охлаждения, после чего конец проволоки 16 снимают с поперечины 12 и, не вынимая проволоки из челнока и не останавливая ее хода, подают на приемную катушку эмальагрегата. При этом планка 7, действуя на конечный выключатель 5, останавливает челнок. Поворотом на челнок освобождают от .проволоки, которая при этом выводится через нижнюю прорезь, и с помощью :электропривода 8 возвращают в исходное положение. Остановка челнока в ис ходном положении производится посредством планки 7, которая, действуя на конечный выключатель 6, размыкает цепь управления электроприводом 8. Для натяжения тросов и компенсации их теплового расширения при нагреве пе чей эмальагрегата служит натяжное уст ройство 4. Предлагаемое устройство при заправ ке многоходового горизонтального эмальагрегата проволокой с калибрами позволяет снизить трудоемкость заправ ки в два раза,а также производить заправку без останова проволоки в печи, что ликвидирует обгорание проволо ки и загрязнение изолирующих узлов. Формула изобретения Горизонтальный эмальагрегат с механизированной заправкой проволоки,, содержащий по меньшей мере одну бесконечную Передачу гибкой связью с закрепленными на ней поперечинами, калибры, капибродержатели и концевые переключатели, отличающийс я тем, что, с целью повьш1ения производительности и качества эмалирования путем обеспечения безостановочной заправки, оно снабжено овальными направляющими и челноком с калибрами, установленным шарнирно на поперечине . с возможностью перемещения вдоль нее и выполненным в виде полого тела, , внутренняя поверхность которого соответствует наружной поверхности калибров, в верхней и нижней части челнока выполнены прорези, причем в нижней части прорезь выполнена сквозной, в верхней части прорезь ограничена с обоих концов и снабжена упором на конце противоположном шарниру, калибродержатели выполнены выступающими над верхней ветвью бесконечной передачи, овальные направляющие размещены соответственно местам расположения калибродержателей, их высота соответствует высоте выступающей части последних, в овальных направляющих выполнены прорези,соответствующие ширине и расположению гибкой связи, и со.отношение расстояния от центра шарнира до упора к размеру выступающей части калибродержателей выполнено меньшим соотношения длины калибра к высоте упора. Источники информации, принятые во внимание при экспертизе 1.Привезенцев В.А., Тенев И.К. Современное оборудование для производства тончайших эмальпроводов. - Кабельная техника, вып. 51, 1968, с. 19-20. 2.Привезенцев В.А. Обмоточные провода с эмалевой и волокнистой изоляцией. М.-Л., ГЭИ, 1959, с.125-129.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заправки проволоки в эмальагрегат | 1983 |
|
SU1098040A1 |
| Устройство для нанесения электроизоляционного покрытия на проволоку | 1987 |
|
SU1406643A1 |
| Устройство для заправки нитевидного материала | 1976 |
|
SU745838A1 |
| УСТРОЙСТВО ДЛЯ ПРОТИВОПОЖАРНОЙ ЗАЩИТЫ АВТОМОБИЛЯ | 2022 |
|
RU2790891C1 |
| Механическое устройство для заправки проволоки в нагревательной печи | 1977 |
|
SU876751A1 |
| Устройство для браковки текстильного трубчатого полотна | 1987 |
|
SU1463827A1 |
| Устройство для подачи мотков проволоки | 1982 |
|
SU1050979A1 |
| Устройство для заправки проволоки в эмальагрегат | 1975 |
|
SU548525A1 |
| КОСМИЧЕСКИЙ АППАРАТ, ОСУЩЕСТВЛЯЮЩИЙ ИНФОРМАЦИОННОЕ ОБЕСПЕЧЕНИЕ МАССОВОЙ ДОСТАВКИ ТУРИСТОВ С ОКОЛОЛУННОЙ ОРБИТЫ НА ОБРАТНУЮ СТОРОНУ ЛУНЫ И ПОСЛЕДУЮЩЕГО ВОЗВРАЩЕНИЯ НА ЗЕМЛЮ | 2020 |
|
RU2735874C1 |
| АВТОМАТИЧЕСКИЙ КРУГЛО-ТКАЦКИЙ СТАНОК | 1946 |
|
SU71477A1 |

(Риг. 2
в
с
с с с с с с
,г
W
т/
;/
Uf.S
