Данное изобретение относится к легкой промышленности, более конкретно оно относится к кожевенному производству, и может быть использовано на кожевенных заводах, обувных и кожгалантерейных предприятиях для повышения эластичности (мягкости) натуральных кож, снижения их жесткости и выравнивания тягучести по топографическим участкам.
Известеный способ обработки кож [1] верха обуви, а также галантерейных и перчаточных кож включает механические операции ее растягивания по всей площади и многократного изгибания, в результате чего волокна внутренней структуры кожи разъединяются и, как следствие, повышается ее тягучесть и мягкость, т. е. эластичность. Основным недостатком данного способа является низкая эластичность и неравномерная тягучесть кожи на различных ее топографических участках. Этот недостаток обусловлен малым по величине силовым воздействием на каждый участок (низким эффектом трансформации рабочих усилий кожи, причем это силовое воздействие довольно длительно по времени, что также снижает эластичность за счет перегруппировки (рекомбинации) макромолекул внутренней структуры. Низким эффектом трансформации рабочих усилий обладают и другие известные способы.
Известен способ обработки поверхности кож [2] включающий абразивное шлифование поверхности кожи, закрепленной на жесткой опоре, очистку обработанной поверхности, нанесение грунта. Причем, абразивное шлифование обработанной поверхности выполняют высокоскоростным ударом абразивной струи, содержащей дисперсные частоты полимера грунта и направляемой к обрабатываемой поверхности под углом 80-90o. При этом за высокоскоростное соударение принимают удар по обрабатываемой поверхности со скоростью распространения звука в коже. Наиболее существенным недостатком данного способа является низкая эластичность, получаемая в результате высокоскоростного удара. Такой удар, вызывая хрупкое разрушение поверхностных слоев, не вызывает разволокнение внутренней структуры кожи (из-за хрупкого разрушения, являющегося следствием явлений, сопровождающих процесс высокоскоростного соударения). Насыщение поверхностных слоев кожи полимером грунта также не способствует повышению эластичности кожи.
Наиболее близким аналогом является способ обработки поверхности натуральных кож [3] Этот способ обработки кож заключается в том, что обрабатываемый материал размещают на жесткой опорной поверхности, подают по ней в зону обработки, в которой осуществляют шлифование (обработку) верхнего его слоя с одновременным нанесением на него грунта, путем ударного воздействия на поверхность обрабатываемого материала струи рабочего агента в виде дисперсных частиц полимера грунта и частиц абразива под углом к опорной поверхности 18-36o, после чего осуществляют очистку кожи от абразива и продуктов износа. При этом одновременно с обработкой кожу растягивают, а обработку ведут высокоскоростной струей со скоростью соударения абразива с кожей порядка скорости распространения в ней звуковых волн.
Недостатки данного способа низкая эластичность кожи, получаемая в результате высокоскоростного удара и насыщение слоев кожи грунтом.
Известны устройства для получения кож. Они подразделяются на три типа. В устройствах первого типа увлажненный полуфабрикат обрабатывают резиновыми шарами во вращающемся подвесном барабане. В устройствах второго проходного типа полуфабрикат, проходя между двумя эластичными лентами, подвергается растяжению и изгибу выступами двух вибрирующих плит, расположенными по обе его стороны. В устройствах третьего типа, также проходных, полуфабрикат обрабатывается реверсивными ребристыми валами, проходя между ними (под ними). К основному недостатку всех подобных устройств следует отнести малый эффект преобразования рабочего усилия, следствием чего является низкая эластичность кож после обработки.
Известно также устройство для струйно-абразивной отделки [4] Это устройство содержит рабочую камеру, эжекторное сопло, средство для транспортировки обрабатываемых деталей с электродвигателем и средство для перемещения сопла, причем установка снабжена направляющей втулкой, жестко закрепленной на средстве перемещения эжекторного сопла, и системой автоматического регулирования частоты вращения электродвигателя, включающей емкостной датчик, однако из пластин которого закреплена на эжекторном сопле, а само сопло установлено с возможностью осевого перемещения в направляющей втулке и подпружиненно относительно нее, другая же пластина установлена на средстве перемещения эжекторного сопла.
Наиболее близким аналогом является устройство струйно-абразивной отделки деталей обуви. Например, из кожи, веллюра и т.д. [5] Устройство для обработки кож содержит рабочую камеру со средством транспортирования обрабатываемого материала в рабочую зону внутрь с электродвигателем, эжекторное сопло и средство для его перемещения перпендикулярно транспортированию обрабатываемого материала, систему рециркуляции рабочего агента, включающую циклон, бункер-дозатор и связь бункера с рабочей камерой, а также направляющую втулку, жестко закрепленную на средстве для перемещения сопла, и систему автоматического регулирования частоты вращения электродвигателя, состоящую из емкостного датчика, одна из пластин которого прикреплена к эжекторному соплу, которое установлено с возможностью осевого перемещения в направляющей втулке и подпружинено относительно последней, а другая на средстве перемещения эжекторного сопла.
Оба аналога (4) и (5) обладают основными недостатками отсутствием возможности плавного регулирования величины ударного импульса, передаваемого рабочим агентом обрабатываемой коже. Скорость движения частиц рабочего агента вызывает хрупкое разрушение поверхностных слоев кожи без изменения ее внутренней структуры. Эти недостатки не позволяют получить высокоэластичную кожу. Разгон рабочего агента до скоростей соударения с поверхностью кожи, равных скорости звука в обрабатываемом материале, приводит к хрупкому разрушению ее поверхностных слоев. При таких скоростях ударный импульс не успевает "проникнуть" во внутреннюю структуру кожи, из-за высокой скорости приложения нагрузки и физических явлений, сопровождающих высокоскоростное соударение [6] Скорость разгона более массивных частиц рабочего агента невозможно снижать из-за эффекта запирания эжекторных сопл. По этим причинам волокна фибрилл коллагена внутренней структуры кожи не разъединяются и, как следствие, отсутствует возможность увеличения эластичности кожи.
Заявленное техническое решение свободно от недостатков, присущих аналогам и прототипам.
Техническим результатом данного изобретения является повышение эластичности натуральной кожи, снижение ее жесткости и выравнивание тягучести по ее топографическим участкам, т.е. увеличение однородности физико-механических свойств кожи.
Данный технический результат по объекту "способ" достигается тем, что в способе обработки кож, включающем размещение обрабатываемого материала на опорной поверхности, его подачу по ней в рабочую зону, в которой осуществляют обработку путем ударного воздействия на поверхность обрабатываемого материала струи рабочего агента под углом к опорной поверхности, после чего осуществляют его очистку от рабочего агента. При этом для повышения эластичности кож опорную поверхность выполняют из эластичного материала, а ударное воздействие осуществляют рабочим агентом из магнитопроницаемых шарообразных тел диаметром 0,5-1,0 от максимальной толщины обрабатываемого материала со скоростями их соударения с поверхностью 0,2-0,4 от скорости звука в обрабатываемом материале и под углом α = 90° - ϕ где v угол трения обрабатываемого материала рабочего агента по поверхности кож a угол атаки, при этом tgϕ = f где f коэффициент трения материала рабочего агента по поверхности обрабатываемого материала.
Сущность изобретения по объекту способ заключается в том, что вначале обрабатываемый материал размещают на опорной поверхности и перемещают по ней внутрь в рабочую зону зону обработки. Перемещение обрабатываемого материала кожи необходимо для того, чтобы каждый участок ее поверхности попал под струю рабочего агента, и вся кожа в результате обработки приобрела большую эластичность. Размещение обрабатываемого материала (кожи) на эластичной опорной поверхности обеспечивает улучшение процесса ударного взаимодействия вследствие того, что волны сжатия от ударного импульса меньше отражаются от подложки эластичной опорной поверхности, акустические свойства которой мало отличаются от акустических свойств обрабатываемого материала кожи. Поэтому в момент удара эластичная опорная поверхность позволяет коже растягиваться и изгибаться в местах ее контакта с каждым элементом рабочего агента. Многократный изгиб и растяжение кожи, размещенной на эластичной опорной поверхности, вызывает разъединение волокон (разволокнение) фибрилл коллагена ее внутренней структуры, вследствие его повышается ее тягучесть и мягкость, т.е. эластичность.
Ударное воздействие на поверхность обрабатываемого материала осуществляется струей рабочего агента из магнитопроницаемых шарообразных тел диаметром 0,5-1,0 от максимальной толщины обрабатываемого материала и со скоростями их соударения 0,2-0,4 от скорости звука в обрабатываемом материале. При использовании таких скоростей соударения обеспечивается сохранность поверхностного слоя обрабатываемого материала (кожи), по которому наносят удары. Поверхностный слой кожи не разрушается, так как в нем при таких скоростях не возникают сверхзвуковые ударные волны и явления, их сопровождающие. Энергия каждого ударного импульса, не расходуясь на разрушение, эффективно передается коже, производя работу разволокнения ее внутренней структуры. Фибриллы коллагена при этом разволокняются, вследствие чего увеличивается эластичность кожи. Шарообразная форма тел рабочего агента также обеспечивает неповреждаемость поверхностных слоев кожи. Поверхностный слой кожи также не разрушается из-за отсутствия режуще-царапающего действия на него тел рабочего агента. Такая форма рабочего агента обеспечивает наилучший (без повреждений) изгиб и растяжение кожи, происходящие при внедрении магнитопроницаемого шарообразного тела в кожу, а расположение кожи на эластичной опорной поверхности позволяет при ударах растягивать и изгибать не только обрабатываемую, но и тыльную ее поверхность. Использование магнитопроницаемых шарообразных тел диаметром 0,5-1,0 от максимальной толщины кожи также обеспечивает изгиб и растяжение как обрабатываемой, так и тыльной поверхности кожи. Такая форма и соответствующая ей масса рабочего агента, наряду со скоростью, позволяет получить ударный импульс, обеспечивающий эффективное разволокнение внутренней структуры кожи без ее разрушения, тем самым повышая эластичность кожи. Использование магнитопроницаемого материала для шарообразных тел обеспечивает разгон и контроль величины скорости магнитопроницаемых шарообразных тел рабочего агента до ее величины равной, 0,2-0,4 скорости распространения звука в коже, тем самым обеспечивая выполнение работы только по разволокнению внутренней структуры кожи, увеличивая ее эластичность.
Обрабатывающую струю рабочего агента направляют на поверхность обрабатываемого материала под углом α = 90° - ϕ. Этим достигается то, что касательная составляющая ударной нагрузки при ударе каждого элемента рабочего агента достигает величины силы трения, а нормальная составляющая своего максимального значения, что обеспечивает максимальную интенсивность обработки кожи ударом и, как следствие, увеличивает степень разволокнения внутренней структуры кожи, т.е. повышает ее эластичность.
Технический результат по объекту "устройство" достигается тем, что в устройстве для обработки кож, содержащем рабочую камеру со средством транспортирования полуфабриката в рабочую зону внутрь с электродвигателем, эжекторное сопло и средство для его перемещения перпендикулярно транспортированию обрабатываемого материала, систему рециркуляции рабочего агента, включающую циклон, бункер-дозатор и связь бункера с рабочей камерой, а также направляющую втулку, жестко закрепленную на средстве для перемещения эжекторного сопла, и систему автоматического регулирования частоты вращения электродвигателя, состоящую из емкостного датчика, одна из пластин которого прикреплена к эжекторному соплу, которое установлено с возможностью осевого перемещения в направляющей втулке и подпружинено относительно последней, а другая на средстве для перемещения сопла. Причем для повышения эластичности кожи путем стабилизации ударного импульса рабочего агента по ее поверхности, эжекторное сопло снабжено системой электромагнитного разгона тел рабочего агента в виде индуктивных катушек, жестко закрепленных на выходе эжекторного сопла и коаксиальных к нему, и электрической системы управления индуктивных катушек. Рабочий агент выполняют из магнитопроницаемых шарообразных тел.
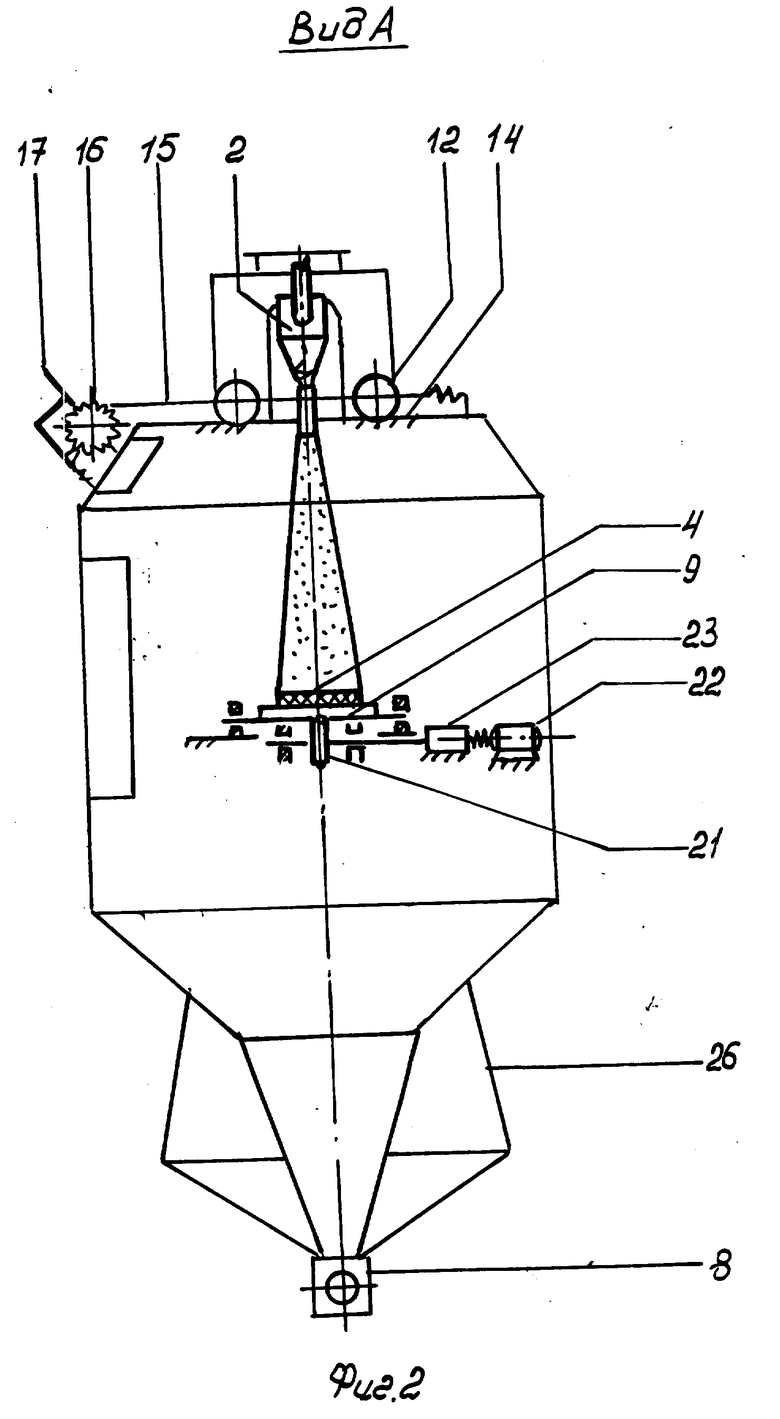
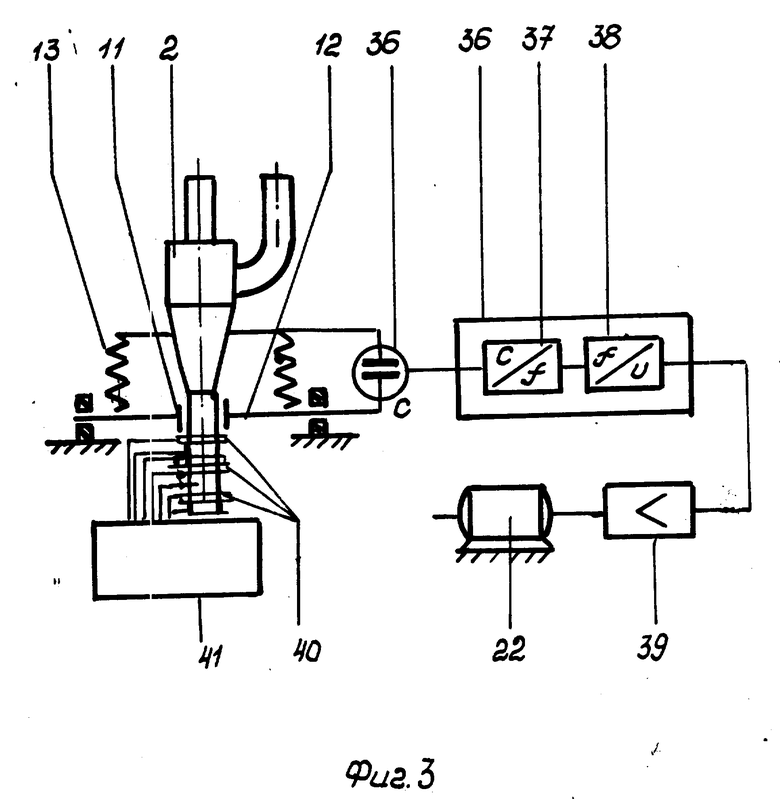
На фиг. 1 представлена общая схема устройства; на фиг. 2 устройство во фронтальной плоскости, на фиг. 3 схема системы автоматического регулирования частоты вращения электродвигателя и системы электромагнитного разгона тел рабочего агента.
Устройство для обработки кож содержит герметичную рабочую камеру 1, в верхней части которой в щелевом отверстии закреплено эжекторное сопло 2, предназначенное для предварительного разгона рабочего агента. Рабочая камера снабжена дверцей 3 для установки и снятия обрабатываемой кожи 4 и окнами 5 и 6 визуального контроля за процессом обработки. Рабочая камера своей конической нижней частью соединена с бункером 7 и дозатором 8 таким образом, чтобы рабочий агент под действием собственного веса скатывался в бункер-дозатор. В рабочей камере смонтировано средство для транспортировки полуфабрикатов, выполненное в виде подвижного стола 9, предназначенное для закрепления кассет 10 с обрабатываемой кожей 4. Рабочая камера 1 выполнена герметично с тем, чтобы исключить выброс рабочего агента наружу. Эжекторное сопло 2 установлено с возможностью перемещения в направляющей втулке 11, жестко закрепленной на средстве перемещения эжекторного сопла перпендикулярно транспортированию полуфабриката в виде подвижной каретки 12, и подпружинено пружинами 13. Каретка смонтирована на верхней крышке рабочей камеры 1 и имеет продольное перемещение по направляющим 14, жестко закрепленным на верхней крышке рабочей камеры. Причем каретка 12 тросом 15 связана с храповым механизмом 16, обеспечивающим перемещение эжекторного сопла 2 на заданный шаг. Регулирование хода эжекторного сопла осуществляется рычагом 17. Подвижный стол 9, установленный в направляющих 18, тросом 19 связан с двухрядным ведущим шкивом 20 и ведомым шкивом 21. От электродвигателя 22 через редуктор 23 и шкивы 20 и 21 подвижный стол 9 приводится в движение. Электрическая схема системы автоматического регулирования частоты вращения электродвигателя 2 позволяет задать подвижному столу 9 возвратно-поступательное перемещение вдоль направляющих 18 с оптимальной скоростью, обеспечивающей качественную обработку кожи.
Нагнетание сжатого воздуха и рабочего агента осуществляется с помощью эжекторного сопла 2 через шланги 24 и 25. Отработанный воздух и часть рабочего агента отсасываются вытяжной вентиляцией через циклон 26 с обратным конусом 27. Причем циклон герметично закреплен на бункере 7 и трубопроводом 28 связан с верхней частью рабочей камеры 1. Давление сжатого воздуха, поступаемого из рессивера 29, предназначено для образования запаса воздуха и обеспечения стабильного его расхода через эжекторное сопло 2 в шланг 24, регулируется вентилем 30 и регистрируется манометром 31. Дроссельная заслонка 32, установленная на трубопроводе 3, соединяющем нижнюю часть рабочей камеры 1 с бункером 7 дозатором 8, регулирует подачу рабочего агента по шлангу 25.
На каретке 12 крепится неподвижная пластина емкостного датчика 35, предназначенного для регистрации перемещений эжекторного сопла 2 вдоль оси. Подвижная пластина емкостного датчика 35 крепится к эжекторному соплу 2. Емкостной датчик 35 соединен с преобразователем 36, предназначенным для преобразования емкости C в напряжение U. Причем преобразователь 36 содержит опорный генератор 37, преобразующий емкость C датчика 35 в частоту колебаний, и детектор 38, предназначенный для преобразования частоты опорного генератора в напряжение U, подаваемое для усиления на усилитель 30, соединенный с преобразователем 36 и электродвигателем 22.
Система электромагнитного разгона тел рабочего агента содержит набор индуктивных катушек 40 и систему 41 электрического управления их работой.
На выходном конце эжекторного сопла 2 коаксиально к нему жестко крепится набор индуктивных катушек 40, предназначенных для обеспечения возможности плавного регулирования скорости разгона тел рабочего агента и стабилизации величины ударного импульса, передаваемого каждым телом рабочего агента обрабатываемой коже 4. Электрическая система управления индуктивных катушек 40 обеспечивает требуемую функцию переключения питания индуктивных катушек с тем, чтобы напряжение поступало на вход каждой из них последовательно с отключением питания предыдущих (считая от среза эжекторного сопла 2), создавая тем самым "бегущее" магнитное поле.
Устройство работает следующим образом.
Предварительно в рабочей камере 1 на подвижном столе 9 закрепляют кассету 10 с размещенной на ней кожей 4, подлежащей обработке, засыпают порцию рабочего агента (шариков) в нижнюю часть рабочей камеры. После этого включают вентиляционную систему, открывают дроссельную заслонку 22 на истечение определенного количества магнитопроницаемых шарообразных тел и устанавливают вентиль 30 на заданное давление сжатого воздуха, регистрируемое манометром 31. Открывают кран 34 проводов рабочего агента. Сжатый воздух из рессивера 29, поступая по шлангу 24 в смесительную камеру эжекторного сопла, создает разряжение в шланге 25 рабочего агента и вызывает движение воздуха из атмосферы через кран 34 в смесительную камеру эжекторного сопла, увлекая своим движением магнитопроницаемые шарообразные тела рабочего агента, поступающие через отверстие дозатора 8 из бункера 7. После этого образующаяся воздушно-шариковая смесь проходит через "живое" сечение эжекторного сопла 2, ускоряется и выбрасывается на поверхность обрабатываемого материала 4. Возвратно-поступательное движение подвижного стола 9 с регулируемой скоростью обеспечивают оптимальную (в зависимости от расхода воздуха через эжекторное сопло) скорость подачи обрабатываемой кожи 4 относительно струи рабочего агента, следовательно, равномерно обработку обрабатываемой поверхности. Перемещением пистолета вдоль щелевого отверстия добиваются полного охвата пятном контакта струи рабочего агента поверхности обрабатываемого материала.
Часть рабочего агента после обработки отсасывается вытяжной вентиляцией. С помощью вытяжной вентиляции из рабочей камеры 1 удаляется в процессе обработки только та часть шариков рабочего агента, которая витает в воздухе. Остальной же объем магнитопроницаемых шарообразных тел под действием собственного веса ссыпается через нижнюю воронкообразную часть рабочей камеры и, минуя дроссельную заслонку 32, попадает в бункер 7, причем величина проходного отверстия в дроссельной заслонке подобрана таким образом, чтобы над дроссельной заслонкой находился некоторый объем магнитопроницаемых шарообразных тел (подушка из шариков), исключающий подсос воздуха в бункер-дозатор и в циклон из нижней части рабочей камеры. Таким образом подушка из шариков, обеспечивая герметизацию нижней части циклона, позволяет повысить эффективность работы циклона. Далее магнитопроницаемые шарообразные тела рабочего агента, проходя дозатор 8, вновь засасываются эжекторным соплом и по трубопроводу поступают в эжекторное сопло.
При обработке поверхности кожи циркуляция магнитопроницаемых шарообразных тел происходит многократно. Воздушный поток с частью рабочего агента при отсосе его из рабочей камеры поступает на вход циклона с обратным конусом, который герметично установлен на бункере-дозаторе и соединен с вытяжной вентиляцией. В результате сепарационного процесса в циклоне магнитопроницаемые шарообразные тела рабочего агента, оседая в бункере 7, скатываются и через дозатор 8 и кран 34 трубопровода поступают в эжекторное сопло 2.
В процессе обработки давление в рессивере 29 падает. Это обусловлено тем, что для снижения мощности компрессорной станции производительность компрессора обычно делают меньше производительности рессивера. Падение давления вызывает уменьшение расхода воздуха, поступающего в смесительную камеру эжекторного сопла 2. Уменьшается скорость истечения струи рабочего агента и корпус эжекторного сопла 2 под воздействием уменьшения реактивной силы (возникающего при изменении импульса струи) перемещается вниз (фиг. 2) вдоль своей оси относительно направляющей втулки 11 на некоторое малое расстояние. При этом увеличивается емкость конденсатора, так как зазор между обкладками конденсатора уменьшается. Изменение емкости вызывает в преобразователе 36 соответствующее изменение частоты колебаний опорного генератора 37, которое после детектирования частоты детектором 38 преобразуется в напряжение U, подаваемое на усилитель 39 на усиление. Усиленный сигнал подается на электродвигатель 22, который вследствие изменения тока, протекающего через его обмотки, синхронно (в соответствии с изменением частоты опорного генератора) изменяет скорость вращения вала. Замедление вращения вала электродвигателя вызывает уменьшение скорости транспортирования полуфабриката относительно обрабатывающей струи. В результате участок кожи, на который в данный момент времени воздействует струя рабочего агента с уменьшенной скоростью магнитопроницаемых шарообразных тел, будет находиться по струей большее время. Одновременно с этим набор индуктивных катушек 40 обеспечивает плавное регулирование скорости разгона магнитопроницаемых шарообразных тел в струе. Электрическая система управления индуктивных катушек 40 переключает питание индуктивных катушек таким образом, чтобы напряжение поступало на вход каждой из них последовательно с отключением питания предыдущих (считая от среза эжекторного сопла 2), создавая тем самым "бегущее" магнитное поле, которое увеличивает скорость движения магнитопроницаемых шарообразных тел в струе, тем самым стабилизирует величину ударного импульса, передаваемого каждым магнитопроницаемым шарообразным телом рабочего агента обрабатываемой кожи 4.
Таким образом, всякое изменение скорости истечения рабочего агента влечет за собой изменение скорости вращения вала электродвигателя 22 и, следовательно, изменение скорости перемещения подвижного стола 9 с обрабатываемой кожей 4. Следовательно, в любой момент времени соблюдается соответствие между скоростью ударяющих магнитопроницаемых шарообразных тел и скоростью подачи обрабатываемой кожи. Помимо этого система электромагнитного разгона рабочего агента (40, 41) позволяет несколько стабилизировать скорость магнитопроницаемых шарообразных тел в струе с тем, чтобы ее величина находилась в пределах 0,2-0,4 от скорости распространения звука в коже. Качество обработки при этом будет стабильным, а требуемая степень разволокнения внутренней структуры кожи требуемая эластичность кожи - обеспечивается за один ее проход относительно эжекторного сопла.
Пример выполнения способ. Хромовый выросток, уложенный лицевой поверхностью вниз на внутреннюю ветвь вертикально-замкнутого конвейера, выполненную из резины, продвигали под эжекторным соплом струйно-абразивного пистолета со скоростью 2 м/мин.
В качестве рабочего агента струи использовали стальные шарики из магнитопроницаемого материала диаметром 0,5-1,0 от максимальной толщины кожи, что составило 0,25-1,0 мм. Магнитопроницаемые шарики эжектировали из бункера и разгоняли сжатым воздухом до скоростей соударения с поверхностью кожи, равных 0,2-0,4 скорости звука в обрабатываемом материале, что составило 30-60 м/с. Выполняли обработку нескольких кож, варьируя при этом скорость разгона магнитопроницаемых шарообразных тел и за пределами указанного диапазона. При обработке хромового выростка со скоростью удара от 25 м/с и менее степень разволокнения внутренней структуры кожи за один проход ее относительно эжекторного сопла не была незначительна и составила 20-10 и менее процентов. При этом наблюдалось и малое повышение эластичности кожи (18-17%). При обработке кожи со скоростями соударения 50 и более м/с степень разволокнения внутренней структуры составила 38-80% при этом наблюдали увеличение эластичности кожи на 23-49% После обработки кожи со скоростями 30 м/с степень разволокнения составляла порядка 180% что более чем на 100% повышало эластичность кожи. При обработке кожи со скоростями 45 м/с при степени разволокнения 120% эластичность кожи повысилась более 70% Полученные результаты сведены в таблицу.
Как видно из таблицы, наибольшей эластичностью обладают кожи, обработанные со скоростями удара именно 0,2-0,4 от скорости звука. При ударе металлических магнитопроницаемых шариков по поверхности кожи с такими скоростями и углами атаки происходило эффективное разволокнение ее внутренней структуры (удельная поверхность внутренней структуры кожи резко возрастала). Резко повышалась мягкость кожи, ее эластичность. Дальнейший обдув поверхности кожи сжатым воздухом позволял очистить обработанную поверхность.
Получаемая в результате реализации данного способа кожа характеризуется высокими эластическими свойствами за один проход ее относительно струи рабочего агента.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧИЙ ОРГАН БУРИЛЬНОЙ МАШИНЫ | 1997 |
|
RU2132909C1 |
| ИЗМЕЛЬЧИТЕЛЬ ОТХОДОВ КОЖЕВЕННО-ОБУВНОГО ПРОИЗВОДСТВА | 1999 |
|
RU2161203C1 |
| МАНЕКЕН ДЛЯ ПРИМЕРКИ ОДЕЖДЫ | 1997 |
|
RU2114541C1 |
| ВИНТОВОЙ ВИБРОПРЕСС | 1993 |
|
RU2114736C1 |
| ВЫРУБОЧНАЯ ПЛИТА | 1998 |
|
RU2135057C1 |
| ВЫРУБОЧНАЯ ПЛИТА | 1998 |
|
RU2135593C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ КОЖИ | 1998 |
|
RU2138803C1 |
| ВИНТОВОЙ СЪЕМНИК | 1993 |
|
RU2105661C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НАТИРАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2139371C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАТ ПЕЧАТНОГО МОНТАЖА | 1996 |
|
RU2109417C1 |

Способ обработки кож и устройство для его реализации относятся к легкой промышленности, более конкретно к кожевенному производству, и может быть использован на кожевенных заводах, обувных и кожгалантерейных предприятиях для повышения эластичности (мягкости) натуральных кож, снижения их жесткости и выравнивания тягучести по топографическим участкам. Сущность изобретения: способ обработки кож включает операции размещения обрабатываемого материала на опорной поверхности, его подачу по ней в рабочую зону. В ней осуществляют обработку путем ударного воздействия на поверхность обрабатываемого материала струи рабочего агента под углом к опорной поверхности. После чего осуществляют очистку обрабатываемого материала от рабочего агента. При этом для повышения его эластичности опорную поверхность выполняют из эластичного материала. Ударное воздействие осуществляют рабочим агентом из магнитопроницаемых шарообразных тел диаметром 0,5-1 от максимальной толщины обрабатываемого материала со скоростями их соударения с поверхностью 0,2-0,4 от скорости звука в обрабатываемом материала и под углом α = 90° - ϕ , где α - угол атаки, ϕ - угол трения материала рабочего агента по поверхности кож, связанный с коэффициентом трения материала рабочего агента по поверхности обрабатываемого материала соотношением tgϕ = f. Устройство для обработки кож содержит рабочую камеру со средством транспортирования обрабатываемого материала в рабочую зону с электродвигателем, эжекторное сопло и средство для его перемещения перпендикулярно транспортированию обрабатываемого материала, систему рециркуляции рабочего агента и систему автоматического регулирования частоты вращения электродвигателя, сопло снабжено системой электромагнитного разгона тел рабочего агента в виде набора индуктивных катушек, жестко закрепленных на выходе сопла и коаксиальных к нему и электрическую систему управления катушек, а рабочий агент выполнен из магнитопроницаемых шарообразных тел. 2 с. и 1 з. п. ф-лы, 3 ил.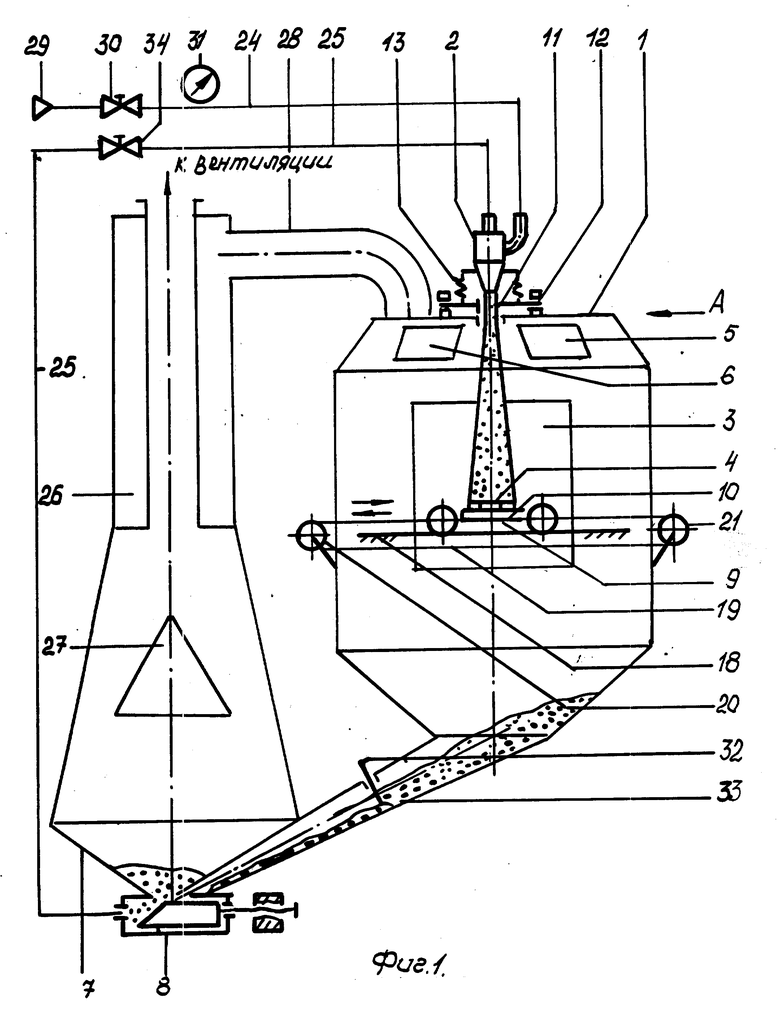
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Краснов Б.Я | |||
| Материалы для изделий из кожи | |||
| - М.: Легкая и пищевая промышленность, 1981, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1088697, кл | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1514786, кл | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетельство, 1682151, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Установка для струйно-абразивной отделки деталей обуви | |||
| КОЛПАЧЕК ДЛЯ ПАРОПЕРЕГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1923 |
|
SU634A1 |
| - Ростовский межотраслевой территориальный центр научно-технической информации и пропаганды, 1988 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Бескоровайный В.В | |||
| Научные основы процесса струйно-абразивной обработки кож, обуви и кожевенно-галантерейных изделий и принципы создания оборудования | |||
| Автореферат на соиск.стен доктора технических наук | |||
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
